 我收藏的店铺
我收藏的店铺 我的
我的 商家入驻
商家入驻 15904040249
15904040249
 我要开店
我要开店
 积分签到
积分签到


 0
0 264
264检测工具,你真的会用吗?
原创: 王国华 机工机床世界 2017-12-23
作者:王国华
单位:威海职业学院
来源:《金属加工(冷加工)》杂志
工件的制作靠的是工人的技术水平和先进的设备,但是无论工人的技术水平再怎么高、设备再怎么先进,加工出来的工件有时也会出现不合格的现象。因此,必须对加工后的工件进行检测。然而有些工件可能受到测量仪器的限制, 对其无法进行测量,除非购得更先进的量仪,才能进行测量。但是,大家知道,先进的测量仪器价格昂贵,拥有它的企业少之又少。所以制作简单的辅助检测工具显得尤为重要,这样既可以检测出工件的精度,又可以节省企业成本,提高工作效率,减少劳动强度。
图1所示为我校校办工厂某一工件的结构形状,此工件结构不复杂,但是,有些尺寸检测起来很麻烦,如内腔尺寸41 0-0.05mm,此尺寸精度虽不是太高,但是测量起来极为不便。最原始的检测方法是在工件内腔的凹形槽(宽1.95mm)内塞入组合量块,使量块与槽紧密配合,然后再用量块按照图样上的尺寸(41 0-0.05mm)分别组合两组尺寸,即最大极限尺寸和最小极限尺寸,并分别对其进行试塞。如果最小尺寸的量块能塞入,而最大尺寸的量块不能通过,即为尺寸合格,否则为不合格。此种检测方法虽然能够检测出工件是否合格,但是在每件必检的情况下,显得操作非常麻烦,效率也很低。比如组合量块与槽的配合,有时得经过多次选配量块的规格,才能使之达到量块与槽的配合紧密。又因为凹槽处的位置在孔内,量块的两端都必须塞入凹槽内,因此用量块试塞时很别扭,而且费时费力。

图 1
对于工件外圆长度方向上的尺寸35.85+0.0250 mm,起初是使用数显卡尺测量的,但是严格说来是不正确的,因为测量该尺寸时卡尺必须倾斜一定的角度,因此测出的尺寸不是最短距离,并且数显卡尺精度虽然较高,但是测量时受到检测力的影响,测出的尺寸也不是很准确, 只能作为参考。
为了解决上述两组尺寸的测量难题,经过反复思考,最终制作了一套检具,如图2所示。底座上面开一个T形槽,槽的上口宽度比工件外圆凹槽直径(52mm)略大,即工件凹槽能顺利通过。槽上的凸缘与工件外圆环形槽的宽度(2.2mm)有较大的间隙配合(约0.1mm),且工件底面与底座槽底有较大间隙。底座主要用来支撑工件,测量工件外环形槽至工件上凸缘下平面之间的尺寸为35.85+0.0250 mm。

图 2
1.底座 2.工件 3.外缘最小极限高度测量块
4.外缘最大极限高度测量块
5.测量内孔深度基座
6.内孔最小极限高度测量块
7.内孔最大极限高度测量块
内孔最大极限高度测量块可视为被测工件41 0-0.05mm的最小极限尺寸,内孔最小极限高度测量块可视为被测工件41 0-0.05mm的最大极限尺寸。测量内孔深度基座
为两个半圆,即一整圆中间去掉6mm,并在中间接缝处开一个V形槽,这样就减小了在两个方向上的外圆直径尺寸,从而使测量内孔深度基座合并后能够顺利地进入工件φ 47mm的孔中。测量内孔深度基座两半圆间用一个圆柱销,且采用较小间隙配合连接为一体(配合间隙约为0.02mm),其外圆上端有凸缘,凸缘与工件内孔凹槽(宽1.95mm)为间隙配合,间隙约为0.1mm。
操作过程:将测量内孔深度基座两个半圆捏合为一体(见图3),然后将工件的下口(φ 47mm)对准测量内孔深度基座上部且放在测量内孔深度基座的外圆上,此
时工件就位于测量内孔深度基座的圆柱销上,测量内孔深度基座的凸缘与工件内孔凹形槽基本相对应。取一个什锦锉或与之相似的铁板,对准测量内孔深度基座的V形处稍加旋转,从而使测量内孔深度基座两半圆分开,这样测量内孔深度基座的凸缘就与工件的凹槽配合在一起,然后手指按住工件上端,将内孔最大极限高度测量块从工件孔的上端放入孔内,并使之向孔壁处移动(见图4),如果能靠近孔壁,说明此尺寸符合工件最小尺寸要求。然后取出内孔最大极限高度测量块,再将内孔最小极限高度测量块用同样的方法放入孔内,如果内孔最小极限高度测量块通过移动无法靠近孔壁,说明工件尺寸41 0-0.05mm在公差范围之内,如果内孔最小极限高度测量块通过推力能靠近孔壁,则该尺寸超出了最大尺寸范围,即判为超差。

图 3

图 4
测量工件外形35.85+0.0250 mm尺寸时,可将工件顺着底座的槽从前面推进去,此时工件外环形槽与底座的凸缘相配合,工件在自身的重力作用下,其外环形槽的上平面与底座的凸缘上平面相接处,同样用手指按住工件,再取外缘最大极限高度测量块和外缘最小极限高度测量块分别塞入工件与底座之间,即可检测出该尺寸的精度。
实践证明,检测工具的制作与使用能有效解决小型企业量具短缺的弊端,并能确保工件的测量精度,为企业的发展开辟了广阔的前景。
*本文系转载,如涉及版权等问题,请联系我们以便处理
 清风配酒
清风配酒
精彩图片
-
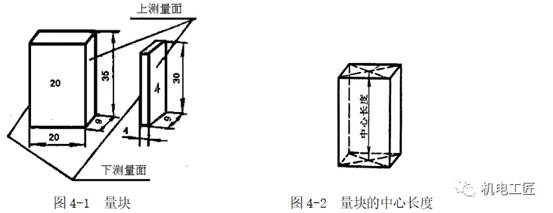
量具的使用-量块
303 2019-07-05 16:11:15
-
测量界的CDMA
294 2019-07-05 16:06:23
-

绝对干货 | 金属基复合材料的无损检测详解
292 2019-07-05 16:15:36
-
【收藏】史上最全的无损检测基础知识
292 2019-07-05 16:03:02
-

测量方法的分类
291 2019-07-05 16:05:23
-

测量宇宙的标尺 ——重子声波振荡
289 2019-07-05 16:07:18
-
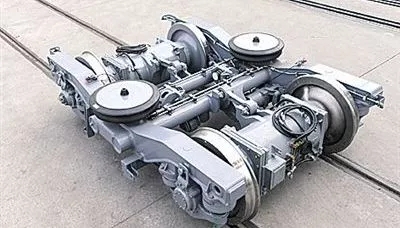
案例|看DPA如何完成铁路转向架的车间自动化测量
287 2019-07-05 16:04:18
-

选择三坐标测头的技巧
282 2019-07-05 16:14:00
 我的
我的
 咨询
咨询
 购
购


 顶部
顶部