 我收藏的店铺
我收藏的店铺 我的
我的 商家入驻
商家入驻 15904040249
15904040249
 我要开店
我要开店
 积分签到
积分签到


 0
0 203
203表面处理大全
第一章 总 论 3
第一节 表面处理的分类与用途 3
第二节 金属镀覆和化学处理表示方法 6
第二章 预处理 11
第一节 研磨与机械抛光 11
第二节 化学抛光和电化学抛光 14
第三节 除油 19
第四节 除 锈 24
第五节 弱浸蚀及活化 29
第三章 普通电镀 30
第一节 镀铜 30
第二节 镀 镍 52
第三节 镀 铬 70
第四节 镀 锌 87
第四章 复合电镀 109
第一节 镍基复合电镀 112
第二节 锌基复合电镀 115
第三节 银基复合电镀 116
第四节 金刚石镶嵌复合电镀 116
第五章 电镀稀贵金属 117
第一节 镀 银 117
第二节 镀金与金合金 119
第三节 镀钯与钯镍合金 123
第六章 化学镀 124
第一节 化学镀镍 125
第二节 化学镀铜 133
第三节 化学镀银 136
第四节 化学镀金 138
第五节 化学镀钴 140
第六节化学镀钯 141
第七章 铝和铝合金的抛光、氧化和着色 142
第一节 铝和铝合金制件的前处理 142
第二节 化学抛光 144
第三节 电化学抛光(电解抛光) 147
第四节 抛光质量差的铝或铝合金制件的处理和回用 151
第五节 铝和铝合金制件的阳极氧化 152
第六节 硫酸阳极氧化法 152
第七节 草酸阳极氧化法(略) 155
第八节 阳极氧化膜的染色(着色) 155
第九节 阳极氧化膜的封闭处理 162
第十节 不合格阳极氧化膜的退除 164
第八章 塑料电镀和特殊是枯基材上的电镀 165
第一节 塑料电镀 165
第二节 特殊基材上的电镀 172
第九章 金属的氧化和磷化 183
第一节 钢铁的氧化 183
第二节 铜及铜合金的氧化 185
第三节 钢铁磷化 187
第十章 电镀层性能的测试技术 191
第一节 电镀层外观检验 191
第二节 镀层附着强度的测试方法 196
第三节 镀层厚度的测量 200
第四节 镀层的耐蚀性试验 206
第五节 镀层的耐磨性的测量 213
第十一章 电镀挂具 214
附录 217
附录一 中华人民共和国法定计量单位 217
附录二 电镀车间环境保护控制指标 218
附录三 电镀常用数据和有关资料 220
附录四 电镀专业最新国家标准 220
第一章 总 论
第一节 表面处理的分类与用途
电镀、油漆、真空镀等是许多产品表面处理和表面装饰重要重要的通用技术 并已逐步形成为一个工业部门,机械、仪器、仪表、电子、轻工、手工、宇航、船舶以及国防工业等部门都需要应用表面处理技术,它不仅使产品质量和外观达到美观、新颖和耐用,而且对一些有特殊要求的工业产品还能起到修复或赋予耐蚀、导电、易焊、反光、耐磨、耐高温等特殊功能的效果。总之,表面处理工艺几乎涉及大部分工业产品,例如,汽车、自行车、船舶、飞机、缝纫机、照相机、钏表、电冰箱、电视机、洗衣机、电风扇、空调设备、建筑五金、机电仪表以及文教用品等,都需要进行防护装饰性电镀,以提高产品的使用性能,节约材料,延长寿命,美化产品。即以日常生活中使用较多的自行车为例,每辆自行车的电镀面积约70dm2,全国自行车年产量以2000万辆计,电镀总面积就多达1400多万m2。近年来,国际市场上风行具有黄金色外观的产品,这就使用电镀金、金合金以及仿金上升到更多重要的地位。合金电镀、电子电镀、功能性电镀及多种机覆盖层也在迅速发展。
除了防护装饰性外,利用电镀的方法,还可以获得许多特殊的功能。例如:在半导体器件上镀金,可以获得很低的接触电阻;在电子元件上镀铅-锡合金,可以获得很好的钎焊性能。这些部件是电子计算机、电视机、录音机、收音机等必不可少的。又加在活套环及轴上镀硬铬可以获得很高的耐磨性。此外,近年来发展起来的分散电镀技术,又能赋予镀层自润滑性、脱模性、耐磨性以及高的硬度等。
铝和铝合金的氧化、着色不仅用于打火机、口琴、金笔、保温瓶及小五金件上,而且还发展到建筑用材上,高级宾馆的门框、窗框、售货台的框架、厨房用具等均采用铝氧化的零件。
刷镀技术用于加工特大的、结构复杂的零件或磨损零件的修复,以较短的时间和极少的费用,恢复了机器的青春,经济效益很高,每年可达数千万元。
在机械工业中,电镀铁用于机车、汽车曲轴的修复,有很大的经济效益。
真空镀用于塑料件装饰用刀具刃具加工。
总之,表面处理既是工业上必不可少的工艺,又是满足人民生活需要、提高产品国际市场上的竞争能力、出口创汇所必不可少的技术。
表面处理工艺产生某些有毒、有害的废水、废气和废渣等,严重危害人民,因此,在发展表面处理工艺的同时,必须考虑污染的控制和治理措施。
材料的表面处理技术种类繁多,根据使用的方法大致可分成五大类16种工艺。
(一) 电化学方法 这种方法的特点是利用电极反应,在制作表面上形成镀覆层,其中应用最广的工艺有:
(1)电镀 当具有导电表面的制件与电解质溶液接触,并作为阴极,在外电流作用下,在其表面上形成与基件牢固结合的镀覆层的过程称为电镀。镀履层可以是金属、合金、半导体以及含有各类固体微粒的镀层,如镀铜、镀镍、磷合金等。
(2)阳极氧化 当具有导电表面的制件与电解质溶解接触,并作为阳极,在外电流作用下,在制件表面形成与基体结构牢固的氧化膜层的过程称为限阳极氧化。如铝及铝合金的阳极氧化。
(二) 化学方法 这种方法的特点是在没有外电流通过的情况下,利用化学物质的相互作用,在制件表面形成镀覆层。其主要工艺过程有:
(1) 化学镀 当具有一定的催化作用的制件表面与电解质溶液相接触,在无外电流通过的情况下,利用化学物质还原作用,将有关物质沉积于制件表面并形成与基体结合牢固镀覆层的过程称为化学镀。如化学镀镍、化学镀铜等。
(2) 化学转化膜处理 当金属制件与电解质溶液相接触,在无外电流通过的情况下,利用电解质溶液中的化学物质与制件表面的相互作用,在表面上形成与基体牢固结合的镀覆层的过程称为化学转化处理。如铝的表面铬酸盐转化处理,锌的铬酸盐钝化,钢铁的磷化等。
(三) 热加工方法 这种方法的特点是利用高温条件下材料熔融或热扩散,在制件表面形成镀覆层。其主要工艺过程有:
(1)热浸镀 将金属制件浸入熔融金属中,使其表面上形成与基体牢固结合的金属镀覆层的过程称为热浸镀,如热浸锡等。
(2)热喷镀 将熔融状态的金属雾化并连线喷射在制件表面上,形成与基体牢固结合的金属覆盖层的过程称为热喷镀,如热喷锌等。
(3)热烫印 将各类金属箔在加温加压下覆盖于制件表面的过程称为热烫印,如烫印铝箔等。
(4)化学热处理 将制件与化学物质相接触,在高温下使有关元素进入制件表面层的过程称为化学热处理,如渗碳、渗氮等。
(四) 高真空方法 此法是利用材料在高真空下的气化或受激离子化而在制件表面形成镀覆层的过程。常见的工艺有:
(1)真空蒸发镀 在高真空容器中,将金属材料加热蒸发,并镀着在制件表面上,形成与基体牢固结合的金属或非金属覆盖层的过程称为真空蒸发镀,简称真空镀或蒸发镀,如真空镀铝,真空镀镀金等。
(2)溅射镀 在高真空容器中,在低气压下使离子在强电场作用下轰击膜料,使其表面原子逸出并沉积在制件表面上形成薄膜的过程称为溅射镀,如溅射硅、溅射银等。
(3)离子镀 在高真空容器中,在低气压下利用蒸发源蒸出的粒子,经过辉光放电区部分电离,通过扩散和电场作用,沉积于制件表面形成与基本牢固结合镀覆层的过程称为离子镀,如镀氮化钛等。
(4)化学气相镀 在低压下,利用气态物质在固态表面上进行化学反应生成与基体结合良好的固体沉积层的过程称为化学气相镀(有时也有常压下进行)。如气相沉积氧化硅、氮化硅等。
(5)离子注入 在高压电下将不同离子注入工件表面以改变表面性质的过程称为离子注入,如注硼等。
(五) 其它物理方法 主要利用机械的或化学的方法将有关金属镀覆于制件表面之上。属于这一类有:
(1) 冲击镀 利用机械冲击作用将有关金属镀覆于制件表面并形成与基体牢固 结合的镀覆层过程称为涂装,如涂漆等。
(2) 涂装 利用喷射、涂饰等方法,将有机涂料覆于制件表面并形成与基本牢固结合的涂覆层过程称为涂装,如涂漆等。
(3) 激光表面加工,利用激光对制件表面进行辐照,使制件表面结构改变的过程称为激光表面加工,如激光淬火等。
以上分类法只有相对意义,因为很多工艺往往兼具几种方法的特点,关于各种工艺的详细过程将在下面各章中介绍。利用这些工艺得到的镀覆层的主要特性和用途列于表1-1和1-2中。
表1-1 镀覆层的主要特性、用途及常用处理方法
特性 概要 用途举例 常用的处理方法
防护装饰特性 装饰性 光亮度
色泽彩色
花纹
防护性
机械特性 硬度和耐磨损性
润滑性
脱模性
其他
电磁特性 高频特性
磁性
低接触电阻特性
电阻特性
其他
光学特性 防反射性
光选择吸收性
光反射性
耐候性
热学特性 耐热性
热吸收性
热导性
热反射性
物理特性 软钎焊性
压焊性
多孔性
抗粘合性
粘附性
化学特性 耐蚀性
防粘污性
杀菌性
其他 耐燃性
耐海水腐蚀性
复制特性
表 1-2 常用镀覆层的功能特性
装饰 防护 耐磨损性 机械特性 电气特性 光特性 热特性 物理特性 化学特性 其他
硬度 润滑性 尺寸精度 增厚性 脱模性 低摩擦性 二次加工性 导电性 高频特性 磁性 低接触电阻 电阻特性 防反射性 光选择吸收性 光反射性 耐候性 耐热性 热吸收性 热导性 热反射性 软钎焊性 粘结性 多孔性 抗粘附性 粘结性 耐蚀性 防污性 杀菌性 耐刷性 防海水腐蚀 仿型性
铜
镍
铬
装饰镀层 黑铬、黑镍
锡合金
铜合金
镍合金
金、金合金
银
铑
钯
铂
黑铑
电铸
化学转化
防护镀层 锌
锌、镍合金
镉
锡-锌合金
镉-钛合金
化学转化处理
铜
化学铜
镍
镍-镉扩散
化学镍
工业用铬
黑铬
金-金合金
银
铑
铂
钯
钌
锡-
锡-铅合金
铅
铟
铁
磁性
分散(复合)
电铸
注:效用的评价:√:最有效;Δ:有效果;*:在一定条件下有效果。
第二节 金属镀覆和化学处理表示方法
一、主题内容和适用范围
本标准规定了金属镀覆和化学处理的表示方法。
本标准适用于金属和非金属制件上进行电镀、化学镀、化学处理和电化学处理的表示。
注:对金属镀覆和化学处理有本标准未予规定的要求时,允许在有关的技术文件 中加以说明。
二、表示方法
(一)金属镀覆规定的符合按下列顺序表示:
基体材料 / 镀覆方法 · 镀覆层名称镀覆层厚度镀覆层特征·后处理
1 基体材料在图样或有关的技术文件中有明确规定中,允许省略。
2 由多种镀覆方法形成镀层时,当某一镀覆层的镀覆方法不同于最左侧标注的“镀覆方法”时,应在该镀覆层名称的前面标出其镀覆方法符合及间隔符合“·”
3 镀覆层特征、镀覆层厚度或处理无具体要求时,允许省略。
例1 Fe/EP·Cu10 Ni15bcr0.3mc
(钢材,电镀铜10μm以上,光亮镍15μm以上,微裂纹铬0.3μm以上)
例2 Fe/Fp·Zn7·c2c
(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型)
例3 Cu/Ep·Ni5b cr0.3r
(铜材,电镀光亮镍5μm以上,普通铬0.3μm以上)
例4 Fe/Ep·cu20Ap·Ni10cr0.3cf
(钢材,电镀铜20μm以上,化学镀镍10μm以上,电镀无裂纹铬0.3以上)
例5 Pl Ep·cu10b Ni15b cro.3
(塑料,电镀光亮铜10μm以上,光亮镍15μm以上,普通铬0.3μm以上。普通铬符号r省略)
(二)化学处理和电化学处理用第3章规定的符合按下列顺序表示:
基体材料 / 处理方法·处理名称 处理特征·后处理(颜色)
1 基体材料在图样或有关的技术文件中有明确规定时,允许省略。
2 若对化学处理或电化学处理的处理特征、后处理或颜色无具体要求时,允许省略。
例1 A1/Et·A ·C1(BK)
(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法无特定要求)
例2 Cu/Ct·P
(钢材,化学处理,钝化)
例3 Cu/Ep·MnPh
(钢材,化学处理,磷酸锰盐处理)
例4 A1/Et·Ec
(铝材,电化学处理,电解着色)
三、 表示符号
(一)基体材料表示符号
金属材料用化学元素符号表示;合金材料用其主要成分的化学元素符合表示,非金属材料用国际通用缩写字母表示。常用基体材料的表示符号见附表1-1
附表1-1
材料名称 符号
铁、钢 Fe
铜及铜合金 Cu
铝及铝合金 Al
锌及锌合金 Zn
镁及镁合金 Mg
钛及钛合金 Ti
塑料 PL
硅酸盐材料 (陶瓷、玻璃等) CE
其它非金属 NM
(二)镀覆方法、处理方法表示符号
镀覆方法和处理方法的表示符号见附表1-2
(三)镀覆层表示符号
1.镀覆层名称用镀层的化学元素符号表示。
附表1-2
方法名称 英文 符号
电镀 Electroplating Ep
化学镀 Autocatalytic plating Ap
电化学处理 Electrochemical treatment Et
化学处理 Chemical treatment Ct
2.合金镀覆层的名称以组成该合金的各化学元素符号和含量表示。合金元素之间用连字符“-”相连接。合金含量为质量百分数的上限值,用阿拉伯数字表示,写在相应的化学元素符号之后,元素成分的含量,三元合金标出二种元素成分的含量,依次类推。合金成分含量无需表示或不便表示时,允许不标注。
例1Cu/Ep·Sn(60)-Pb15·Fm
(铜材,电镀含锡60%的锡铅合金15μmc h ,热熔)
例2 A1/Ep·Ni(80)-Co(20)-P3
(铝材,电镀含镍80%,钴20%的镍钴磷合金3μm以上)
例3Cu/Ep·Au-Cul~3
(铜材,电镀金铜合金1~3μm)
3.如果需要表示某种金属镀覆层的金属纯度时,可在该金属的元素符号后用括号( )列出质量百分数,精确至小数点后一位。
例 Ti/Ep· Au(99.9)3
(钛材,电镀纯度达99.9%的金3μm以上)
4.进行多层镀覆时,按镀覆先后,自左至右顺序标出每层的名称,厚度和特征,每层的标记之间应空出一个字母的宽度。也可只标出最后镀覆层的名称与总厚度,并在镀覆层名称外加圆括号,以与单层镀覆层相区别,但必须在有关技术文件中加以规定或说明。
例1 见2.1.3例1、例3、例4、例5
例2 Fe./Ep·(cr)25b
(钢材,表面电镀铬,组合镀覆层特征为光亮,总厚度25μm以上, 中间镀覆层按有关规定执行)
(四)镀覆层厚度表示符号
镀覆层厚度用阿拉伯数字表示,单位为μm。厚度数字标在镀覆层名称之后,该数值为镀覆层厚度范围的下限。必要时,可以标注镀层厚度范围。
例 Cu/Ep·Ni5 Au1~3
(钢材,电镀镍5μm以上,金1~3μm)
(五)化学处理和电化学处理名称的表示符号见附表1-3。
附表1-3
处理名称 英文 符号
钝 化 passivating P
氧 化 Oxidation O
电解着色 Electrolytic coloring Ec
磷化磷酸处理 磷酸锰盐处理 Manganese phosphate treatment MnPh
磷酸锌盐处理 Zinc phosphate treatment ZnPh
磷酸锰锌盐处理 Manganese zinc phosphate treatment MnZnPh
磷酸锌钙盐处理 Zinc calcium phosphate treatment ZnCaPh
阳极氧化 硫酸阳极氧化 Sulphuric acid anodizing A(S)
铬酸阳极氧化 Chromic acid anodizing A(Cr)
磷酸阳极氧化 Phosphoric acid anodizing A(P)
草酸阳极氧化 Oxalic acid anodizing A(O)
注:对磷化及阳极氧化无特定要求时,允许只标注Ph(磷酸盐处理符号)或A(阳极氧化符号)
例 见2•2•2。
(六) 镀覆层特征、处理特征表示符号
镀覆层特征、处理特征的表示符号见附表1-4。
附表1-4
特征名称 英文 符号
光亮 Bright B
半光亮 Semi-bright S
暗 Matte M
缎面 Satin St
双层 Double layer D
三层 ----- D
普通 Regular R
微孔 Micro-porous Mp
微裂纹 Micro-crack Mc
无裂纹 Crack-free Cf
松孔 Porous P
花纹 Patterns Pt
黑色 Blackening Bk
乳色 Opalescence O
密封 Sealing Se
复合 Composition Cp
硬质 Hardness Hd
瓷质 Porcelain Pc
导电 Conduction Cd
绝缘 Insulation I
①无特别指定的要求,可省略不标注,如常规镀铬。
②指弥散镀方式获得的镀覆层,如镍密封。
例 见2.1.3 例1、例3、例5。
(七)后处理名称表示符号
后处理名称的表示符号见附表1-5。
附表1-5
后处理名称 英文 符号
钝化 Passivation P
磷化(磷酸盐处理) Phosphating(phosphate treatment) Ph
氧化 Oxidation O
乳化 Emulsification E
着色 Colouring C1
热熔 Flash melting Fm
扩散 Diffusion Di
涂装 painting Pt
封闭 Sealing S
防变色 Anti-tarnish At
铬酸盐封闭 Chromate sealing Cs
例 见2.2.2。
(八) 电镀锌和电镀镉后铬酸盐处理表示符号
电镀锌和电镀镉后铬酸盐处理的表示符号见附表1-6。
例 见2.1.3例2。
附表 1-6
后处理名称 英文 符号 分级 类型
光亮铬酸盐处理 Bright chromate treatment 1 A
漂白铬酸盐处理 Blanching chromate treatment B
彩虹铬酸盐处理 Iris chromate treatment 2 C
深色铬酸盐处理 Dark chromate treatment D
四 颜色表示符号
(一)轻金属及其合金电化学阳极氧化后着色常用颜色的表示符号见附表1-7。
(二)轻金属及其合金电化学阳极氧化后进行套色时,按套色顺序列出颜色代码,并在其中间插入“加号”(+)表示。
(三)轻金属及其合金电化学阳极氧化后着色的色泽以及电化学阳极氧化后套色的要求应以加工样品为依据。
附表 1-7
颜色 黑 棕 红 橙 黄 绿 蓝(浅蓝) 紫(紫红)
字母代码 BK BN RD OG YE GN BU VT
颜色 灰(兰灰) 白 粉红 金黄 青绿 银白
字母代码
颜色字母代码用括号( )标在后处理“着色”符号之后。
例 1 见2.2.2例1
例 2 AI/Et·A(s)·CI(BK+RD+GD)
(铝材,电化学处理,硫酸阳极氧化,套色颜色顺序为黑、红、金黄)
五 独立加工工序名称符号
独立加工工序名称符号见附表1-8。
附表1-8
名称 英文 符号
有机溶剂除油 Solvent degreasing Sd
化学除油 Chemical degreasing Cd
电解除油 Eiectrclytic degreasing Ed
化学酸洗 Chemical pickling Cp
化学碱洗 Alkaline cleaing Ac
电解酸洗 Eletrolytic pickling Ep
电化学抛光 Electrochemical polishing Ecp
化学抛光 Chemical polishing Chp
机械抛光 Mechanical polishing Mp
喷砂 Sand blasting Sb
喷丸 Shot blasting Shb
滚光 Barrel burnishing Bb
刷光 Brushing Br
磨光 Grinding gr
振动擦光 Viber vi
例 Fe/SD(钢材,有机溶剂除油)
第二章 预处理
第一节 研磨与机械抛光
金属制品表面精饰的预处理包括研磨、抛光、除油和除锈等过程。
研磨和机械抛光是对金属制品表面进行整平处理的机械加工过程。研磨用以除去表面上的毛刺、砂眼、气泡、焊疱,划痕,腐蚀痕,氧化皮和各种宏观缺陷,提高表面的平整度和降低粗糙度,保证精饰质量,有色金属及其合金经研磨后有时还要机械抛光,进一步降低粗糙度,以增加镀覆层的光泽和外观质量,机械抛光亦常用在电镀后镀层的精加工。
研磨是在粘有磨料的磨轮上进行,机械抛光是在涂有抛光膏的抛光轮上进行,其效果与质量取决于所用磨料和轮子的刚性以及轮了的圆周线速度(研磨时一般为10~30m/s,抛光时为15~35m/s)。研磨用较硬的轮子,磨轮弹性愈小,圆周线速度愈大则研磨速度愈快;圆周线速度愈大,则表面粗糙度愈低。抛光用软轮子,其圆周线速度比研磨时稍高。精抛时用较高的圆周线速度,精抛时用较低的圆周线速度。抛光较硬材料 所用的圆周线速度应比抛光较软材料时为高。
一、磨料的选择
研磨所用磨轮是以骨胶或皮胶为粘结剂,粘结各种磨料。常用的磨料及其特性列于表2-1。
表2-1 研磨常用磨料及其特性
磨料名称 成份 物理性质 用途
莫氏硬度 任性 结构形状 外观
人造金刚石
人造刚玉
天然刚玉 (金刚砂)
硅藻土
浮石
石英沙
铁丹
磨料按其颗粒尺寸分为磨粒、磨粉、微粉和超精微粉四组。磨料颗粒尺寸以磨料粒度号码来标志。粒度号码及其对应的颗粒尺寸列于表2-2。
表 2-2 磨料粒度号及颗粒尺寸
种类 粒度号 基本颗粒尺寸范围(um)
磨粒
磨粉
微粉
超细微粉
磨粒和磨粉的粒度用筛分法(或淘析法)测定,号码愈大则颗粒愈小。微粉和超精微粉的粒度用显微镜分析法规定,由基本颗粒的最大宽度(μm)确定粒度号码,号码愈小则颗粒愈细。
根据金属制品的材质、表面原始状态和加工后表面的质量要求来选择磨料种类和粒度。电镀预外理中的研磨通常使用120~180磨料,依次加大磨料的号码,由粗到细分几道工序进行研磨。如制品表面原始状态很粗糙时则应先用120更粗的磨料进行粗磨。
二、抛光膏的选择
金属制品抛光时,需在柔软的抛光轮上涂抹抛光膏。抛光膏系由微细颗粒的磨料、各种油脂及辅助材料制成,抛光膏原料的性能及规格要求见表2-3。
常用的抛光膏三种。各种抛光膏的组成分别见表2-4、表2-5和表2-6。
表 2-3 抛光膏原料的性能及规格要求
原料 成分及性能 规格要求
抛光用石灰
氧化铁
长石粉
白泥
铬绿
硬脂酸
动物油
植物油
石蜡
油酸
松香
气缸油
表 2-4 白色抛光膏的组成
配方成分(重量%) 1 2 3
抛光用石灰
硬脂酸
石蜡
动物油
植物油
硬化油
米糠油
表 2-6 绿色抛光膏的组成
配方成分(重量%) 1 2 3
长石粉
氧化铁
红丹
石灰
硬脂酸
石蜡
地蜡
白蜡
动物油
植物油
气缸油
硬化油
美丰油
米糠油
硬杂油
松香
表 2-6 绿色抛光膏的组成
配方成分(重量%)
氧化铬
氧化铝
白泥
硬脂酸
油酸
白抛光膏中的主要磨料是呈圆形、无锐形棱面的氧化钙极细粉末,适用于镍、铝、铜及其合金等坎质金属的抛光及要求低粗糙度表面的精抛光。
红抛光膏中的主要磨料是具有中等硬度的氧化铁和长石细微粉末,适用于钢铁制品的抛光。
抛光时应根据被抛光材料的性质及抛光表面的质量要求选用合适的抛光膏。
三、滚光或擦光材料的选择
滚光或擦光是将小零件与磨料和滚光液装入滚筒或钟形桶中,滚筒的旋转使零件与零件、零件与磨料相互摩擦,加上滚光液的化学作用,除去零件表面的油污和锈,整平金属表面并使之获得光泽。滚光或擦光除用于预处理外,亦或用于镀后的镀层光泽处理,特别适用于大批量生产的小零件。
滚光常用的磨料有铁屑(如钉子洒)、石英砂、皮革碎角、浮石和其他一些硬质难熔物质细粒。磨料尺寸应大于或小于零件上孔径的三分之一。滚光铜件和铁件的磨料应分开,不能混用。
滋光时,若零件表面有少量油污时,可加入少量碳酸钠、肥皂、皂荚粉、洗衣粉或乳化剂等。零件表面有锈时,可加入一些稀硫酸或稀盐酸。零件装载量加上磨料和溶液的总体积应为滚筒或钟形桶容积的80~90%。
不同金属材料常用的滚光工艺配方及条件及表2-7
表 2-7 不同金属材料滚光工艺配方及条件
配方成分(g/L)及工艺条件 钢铁 铜及其合金 锌及其合金
硫酸
皂荚粉
石英砂
滚光时间(h)
滚筒宜为六边形或八边形,转速不宜过高,以避免零件及磨料受离心力作用贴附于筒壁上,因而减少相互摩擦,降低滚光效果,一般滚筒转速控制在20~60m/min。滚筒直径愈大应用较小的转速。钟形桶应选用较小的转速。
第二节 化学抛光和电化学抛光
一、化学抛光
化学抛光是金属制品表面在特定条件下的化学浸蚀过程。金属表面上微观凸起处特定溶液中的溶解速度比微观凹下处的大得多,结果逐渐整平而获得平滑、光亮的表面。
(一)、钢铁制品的化学抛光
1.低碳钢制品的化学抛光见表2-8。
表 2-8 低碳钢制品化学抛光配方及工艺条件
配方成分(g/L)和工艺条件
过氧化氢(30%)
草酸
氟氢化氨
尿素
苯甲酸
硫酸
PH
润湿剂
温度
搅拌
时间
操作注意事项:
(1)抛光过程放出的热量会使溶液温度升高,需冷却降温,以免过氧化氢加速分解。
(2)应及时补充过氧化氢(每次约5~10g/L),对于配方2、3还需按4~6g/L同时补充氢氟酸。配方1中草酸的补充量为过氧化氢补充量的一半。
溶液中铁含量过高时,抛光速度和抛光质量都将下降,补充过氧化氢和其他成分均不能恢复其功能。铁含量氧化氢和其他成分无不能恢复其功能。铁含量超过35g/L时应更换新溶液。
2.低、中碳钢和低合金钢制品可用下列工艺进行化学抛光。
在20~60m,/min。滚筒直径愈大应用较小的转速。钟形桶应选用较小的转速。
磷酸( ) 60%(体积)
硫酸( ) 30%(体积)
硝酸( ) 10%(体积)
铬酐酸( ) 5~10g/L
温度 110~130℃
时间 <10 min
制品在进入抛光槽前必须干燥并加热至抛光液相同的温度。如有水带入抛光液,会使抛光后制品表面被腐蚀和失去光泽。当发现NO逸出量减少时可酌量补充硝酸2~8%。
3.不锈钢可用下列配方及工艺条件进行化学抛光。
(1)硫酸 230mL
盐酸 70mL
硝酸 40mL
水 660mL
温度 50-80℃
时间 3~20min
抛光时要抖动工件。加入甘油可以改善抛光质量。
(2)盐酸(HCI) 60~70g/L
硝酸 180~200g/L
氢氟酸 70~90g/L
冰醋酸 20~25g/L
硝酸铁 18~25g/L
柠檬酸饱和溶液 60mL/L
磷酸氢二钠饱和溶液 60mL/L
温度 50~60℃
时间 0.5~5min
(二) 铜及铜合金的化学抛光
铜及铜合金的一般制品用表2-9的配方及工艺条件进行化学抛光。
表 2-9 铜及铜合金化学抛光配方及工艺条件(mL)
配方成分 1 2
磷酸
硝酸
冰醋酸
水
温度
时间
操作时如发现NO,逸出量减少,工件表面呈暗红色时,可按配方量的三分之一补充硝酸,工件入槽时不应带有积水。
铜及铜合金的精密制品可用下列配方及工艺条件进行化学抛光。
硫酸 250~280mL/L
硝酸 45~50mL
盐酸 2~4mL
铬酸酐 180~200g
水 650~670mL
温度 20~40℃
时间 1~3min
应严格控制硝酸含量及抛光时间。
(二)铝及铝合金的化学抛光(见表2-10)
表 2-10 铝及铝合金化学抛光配方及工艺条件
配方成分(重量%)及工艺条件 1 2 3 4
磷酸
硫酸
硝酸
冰醋酸
硫酸铵
尿素
硫酸铜
硼酸
温度
时间
注:配方1适用于抛光纯铝和含铜量较低的铝合金;
配方2适用抛光纯铝和铝镁铜合金
配方3适用于抛光工业纯铝和铝镁合金
配方4适用抛光含铜、锌较高的高强度铝合金
为获得光亮表面,必须严格控制抛光液硝酸含量。硝酸含量过低时,抛光速度慢且抛后表面光泽性差;硝酸含量过高时,容易发生点状腐蚀。磷酸含量低时不能获得光亮的抛光表面。工件进入抛光槽前表面必须干燥。铝锌铜合金在不含铬酸酐的溶液中抛光时难以获得光亮的表面。
经配方1或配方3抛光的工件,一般还应在400 ~500g/L的铬酸酐溶液中于室温下浸渍数称至数十秒钟,以除去接触镀的铜。
(四)镍及镍合金的化学抛光
配方及工艺条件如下:
磷酸 60%
硝酸 20%
硫酸 20%
温度 80~85℃
时间 1~3min
(五)锌和镉的化学抛光(见表2-11)
表 2-11 锌和镉化学抛光配方及工艺条件
配方成分及工艺条件 1 2
铬酐酸
硫酸
硝酸
温度
时间 100~150
2~4
室温
0.2~1 200~250
3~4
60~100
室温
0.2~0.5
(六)银的化学抛光
纯银及银镀层化学抛光的配方及工艺条件如下:
氰化钠 20~30g/L
过氧化氢 70~80mL/L
温度 室温
时间 抛亮为止
操作时,轻轻地抖动工件,俟气体开始析出时取出,经水洗后浸入含溶液中,随即重新浸入抛光槽中,反复多次,直于抛亮为止。
(七)钛的化学抛光
钛及某些钛合金的化学抛光配方及工艺条件如下:
氟氢化铵 100g/L
硝酸 400mL/L
氟硅酸 200mL/L
水 余量
温度 20~26℃
二、电化学抛光
电化学抛光是金属制品表面的阳极电化学浸蚀过程。在特定条件下,金属制品表面微观凸出处的阳极溶解速度显著地大于微观凹下部位,表面显微粗糙度逐渐减小,最后,可以获得镜面般光亮平滑的表面。
电化学抛光,除用于镏金属表面粗饰加工的预处理外,还常作为金属表面粗饰加工的主要过程。
(一)、钢铁制品的电化学抛光
1、 碳钢和低合金钢的电化学抛光(见表2-12)。
表 2-12 碳钢和低合金钢电化学抛光配方和工艺条件
配方成分(重量%)和工艺条件 1 2 3 4 5
磷酸
硫酸
铬酸酐
草酸
硫脲
乙二胺四乙酸二钠
水
溶液密度
温度
阳极电流密度
时间
注:配方1适用于含碳量低于0.45%的碳钢;
配方2和3适用于各种类型钢材;
配方4适用于低合金钢;
阴极材料用铅,电源电压均为12V。
溶液中的磷酸、硫酸、铬酸酐和三价格的含量应定期分析调整。溶液密度应经常测定并用加水或加热浓缩来调整。
新配制的含有铬酸酐的溶液需先通电处理(阳极电流密度为30~40A/dm2)达5~6A·h/L后使用。在生产过程中当溶液中铁含量高达7~8%时,抛光质量很差,溶液需部分或全部更换。溶液中三价铬积聚过多时,抛光表面的光亮度差,这时可以用与新溶液通电处理相同的方法通电处理,最好阴阳极室用素烧瓷隔开,通电处理后倒去阴极室的溶液。
2、不锈钢的电化学抛光
广泛采用磷酸-硫酸型电解液,见表2-13
表 2-13 不锈钢电化学抛光配方及工艺条件
配方成分(重量%)和工艺条件 1 2 3
磷酸
硫酸
铬酸酐
甘油
明胶
水
溶液密度
温度
阳极电流密度
时间
阴极材料
配制配方1溶液后,应在70-80℃下以60~80A/dm2的阳极电流密度(电极材料用铅)通电处理达40A·h/L后,方可开始使用。配方3溶液亦应在低的阳极电流密度下通电处理几十分钟后才能用于生产。
电解液的磷酸、硫酸含量及密度应定期测定的调整。当溶液中的铁含量按Fe2O3计超过7%时,溶液失去抛光能力,应部分或全部更换新溶液。
(二)铜及铜合金的电化学抛光
铜及铜合金的电化学抛光常用单一的磷酸电解液,有时也用磷酸-铬酸电解液,见表2-14。
表 2-14 铜和铜合金电化学抛光配方及工艺条件
配方成分(重量%)和工艺条件 1 2 3
磷酸
铬酸酐
水
溶液密度
温度
阳极电流密度
槽电压
时间
阴极材料
注:配方2加少量脂肪醇后可在室温下操作。
新配制的电解液使用前需先经通电处理。使用过程中应经常测定和调整溶液组分含量和密度。配方2溶液中当三价铬含量(Cr2O3计算)超过30g/L时,应于45~50℃下以10A/dm的阳极电流密度通电处理,使三价铬转变成六价铬。
阴极表面沉积的铜粉需定期除去。
(三)铝及铝合金的电化学抛光
纯铝进行电化学抛光可获得镜面般光泽表面。随着铝纯度的降低,抛光质量亦下降。铝与铝合金常用酸性电解液进行电化学抛光,其工艺配方及条件见表2-15。
表 2-15 铝及铝合金电化学抛光配方及工艺条件
配方成分(重量%)和工艺条件 1 2 3 4 5
磷酸
硫酸
铬酸酐
水
温度
阳极电流密度
槽电压
时间
阴极材料
注:配方1适用于纯铝、纯镁和铝镁合金;
配方2和3适用于纯铝;
配方4适用于纯铝、铝镁和铝锰合金;
三价铬和铝在电解液中的含量都会随使用时间的增加而升高,过高的含量会使抛光质量下降,过多的三价铬可用大面积阳极电解法来处理。溶液中铝含量超过5%时,应部分或全部更换电解液。
电解液中氯离子含量应控制在1%以下,否则,工件表面容易出现点腐蚀。
铝及铝合金也可以在碱性溶液中用下述配方进行电化学抛光。
磷酸三钠 130~150g/L
碳酸钠 350~380g/L
氢氧化钠 3~5g/L
PH 11~12
温度 94~98℃
阳极电流密度 8~12A/dm2
槽电压 12~25V
时间 6~10min
阴极材料 不锈钢或普通钢板
移动阴极或搅拌溶液
(四)镍及镍合金的电化学抛光
表 2-16 镍及镍合金电化学抛光配方及工艺条件
配方成分(重量%)和工艺条件 1 2 3 4
磷酸
硫酸
铬酸酐
甘油
柠檬酸
柠檬酸铵
温度
阳极电流密度
槽电压
时间
阴极材料
注:配方1、2和3用于镀镍层和镍基体的抛光;
配方4适用于镍和镍铁合金的抛光。
(五)锡的电化学抛光
锡镀层可用下列配方及工艺条件进行电化学抛光。
高氯酸 194mL
冰醋酸 806mL
温度 15~22℃
阳极电流密度 9~15A/dm2
槽电压 25~40V
时间 8~10min
(六)钨的电化学抛光
用下列配方及工艺条件进行电化学抛光。
氢氧化钠 10~20%(重量)
温度 室温
阳极电流密度 3~6A/dm2
时间 10~30min
(七)钛的电化学抛光
用下列配方及工艺条件进行电化学抛光。
铬酸酐 400g/L
氢氟酸 160mL/L
温度 室温
阳极电流密度 20~50A/dm2
槽电压 3~7V
第三节 除油
为保证金属表面精饰产品有良好的质量和镀层、涂覆层与基体金属的牢固结合,必须在加工过程前先除去零件表面上的油污。
油脂可分为皂化性油脂和非皂化性油脂两类。动植物油属于皂化性油脂,能与碱发生皂化反应生成可溶于水的肥皂;不能与碱发生皂化反应的矿物油属非皂化性油脂。
除油方法可分为有机溶剂除油、化学除油包括低温了除油和电化学除油等。与上述除油法同时使用超声波场时,可以大大提高除油的速度和效果。
一、有机溶剂除油
有机溶剂对两类油脂有物理溶解作用。特点是除油速度快,一般不腐蚀金属,但除油不彻底,需用化学法或电化学法再补充除油。溶剂大多易燃或有毒。
常用的有机溶剂有:煤油、汽油、苯类、酮类、某些氯化烷烃、烯烃等。常用有机溶剂的主要物理化学性质见表2-17。
表 2-17 常用有机溶剂的物理化学性质
名称 分子式 分子量 密度 沸点 蒸汽密度 燃烧性 爆炸性 毒性
汽油
酒精
苯
甲苯
二甲苯
丙酮
二氯甲烷
四氯化碳
三氯乙烷
三氯乙烯
全氯乙烯
有机溶剂除油有下列几种方法:
1.浸洗法 将工件浸泡城有机溶剂中并加以搅拌,油脂被溶解并带走不溶解的污物。各种有机溶剂均可应用。
2.喷淋法 将有机溶剂喷淋于工件表面上,油脂不断被溶解,反复喷淋直至油污全部除净为止。除易挥发的溶剂和丙酮、汽油和二氯甲烷外其他均可应用,但须于密闭容器内操作。
3.蒸气洗法 在密闭容器内,底部装入有机溶剂,工件悬挂在有机溶剂上面。将溶剂加热,溶液蒸气在工件表面冷凝成液体并溶解油脂,连同油污一起滴落入溶剂槽中,除去工件表面上的油污。
4.联合处理法 工件若采用浸洗-蒸气洗联合处理,或浸洗-喷淋-蒸气洗联合处理,除油效果更好。
三氯乙烯在光、热、氧和水的作用下,特别是在铝、镁的强烈催倾下,会分解出剧毒的光气和腐蚀性的氯化氢,因此操作时应避免将水带入除油槽内,避免日光直射,及时捞出掉入槽中的铝、镁工件,除油槽并应有良好的抽风装置。
有机溶剂多为易燃、易爆或有毒的物质,生产中需有良好的安全措施。除油设备应有完善的通风装置。
二、化学除油
化学法除油是利用碱溶液对皂化性油脂的皂化作用和表面活性物质对非皂化性油脂的乳化作用,除去工件表面上的各种油污。
(一)除油液中各组分的作用
1.氢氧化钠 有很强的皂化能力,但对金属有一定的氧化和腐蚀作用。铝、锌、锡、铅及其合金不宜使用氢氧化钠除油。铜及其合金的除油液中氢氧化钠的含量也不宜过多。钢铁制品除油液的氢氧化钠含量可高些。氢氧化钠含量提高虽可加强皂化作用,但过高的氢氧化钠含量会使皂化反应形成的肥皂溶解困难,对除油不利。
2.碳酸钠 呈弱碱性,水解能生成碳酸氢钠,因此,有一定的皂化能力和对溶液pH值起缓冲作用pH〈8.5,皂化反应不能进行,pH〉10.2则肥皂发生水解)。可作为铝、镁、锌、锡、铅等两性金属及其合金除油溶液的主盐。
3.磷酸三钠 呈弱碱性,有一定的皂化能力和缓冲pH值的作用,同时,又是一种乳化剂,溶解度大,洗去性好,能使水玻璃容易从工件表面洗去。但磷酸盐废水由于其过营养效应,使水生微生物大量繁殖而过量消耗水中的氧,危及水生动物的生存,其排放将会受到限制。
4.水玻璃 呈弱碱性,有较强的乳化能力和一定的皂化能力。对铝、镁、锌等金属有缓蚀作用。但从工件表面洗净较困难,因此,在除油液中的含量不宜过多,且应与磷酸三钠配合使用,清洗应用热水,否则容易在后续的酸性介质处理工序中生成难溶的硅胶膜,水玻璃现已不多用,以适当的表面活性剂代替,效果更好。
5.乳化剂 OP-10、6501、6503洗净剂、三乙醇胺油酸皂、TX-10等都是由一种或几种表面活性物质所组成。它们的分子结构中有极性的亲水基团和非极性的增水(亲油)基团(碳氢链)。它们吸附在油污与溶液之间的界面上,其憎水基团指向油污与溶液之间的界面上,其增水基团指向油污而亲水基团指向溶液,定向地排列,使油-溶液界面张力大大降低,在溶液的热运动和搅拌作用下,油膜便容易被分散成极细小的油珠而脱离工件表面活性剂又能防止小油珠之间的相互合并和重新粘附在工件表面上,因此除油效果显著。但有些表面活性剂不易从工件表面洗净而影响后面的镀覆盖层质量,必须加强清洗。
6.络合物除油剂 一种由无机盐与高分子化合物反应而形成的高分子络合物,具有一定的油熔性,可熔解于工件表面的油膜中而到达工件的金属表面并能与金属发生络合反应,工件表面金属的溶解促进油膜脱离工件表面而进入溶液中,达到除油的目的。
化学除油液可根据配方配制或用市售配好的除油混合物来配制。
化学除油通常是在可加热熔液的槽中进行的。提高温度能提高皂化速度和增中皂化产物的溶解度,降低油脂的粘度,降低油-溶液间界面张力、加强溶液的热对流,使工件表面溶液更新速度加快,从而加速除油过程。溶液的适宜温度应由除油效果、能量消耗、工作环境条件、金属的腐蚀等方面综合考虑确定。
(二)钢铁制品的化学除油(见表2-18)
表 2-18 钢铁制品化学除油配方及工艺条件
配方成分(重量%)和工艺条件 1 2 3
氢氧化钠
碳酸钠
磷酸三钠
水玻璃
OP-10乳化剂
温度
阳极电流密度
槽电压
时间
阴极材料
(三)铜及铜合金化学除油配方及工艺条件(见表2-19)
表 2-19 铜及铜合金化学除油配方及工艺条件
配方成分(g/L)和工艺条件 1 2
氢氧化钠
碳酸钠
磷酸三钠
水玻璃
OP-10乳化剂
温度
时间
(四)其他有色金属及其合金化学除油(见表2-20)
配方成分(g/L)和工艺条件 1 2 3 4
碳酸钠
磷酸三钠
水玻璃
OP-10乳化剂
焦磷酸钠
温度
时间
三、低温除油(表面活性剂除油)
用于除油的表面活性剂,按分子结构可分为:阴离子型、阳离子型、非离子型和两性离子型四类,如表2-21所示。
各种除油清洗剂,如洗净剂、洗涤灵或液体皂等都是由表2-21中的一种或几种化合物所组成。使用时一般为3~5%的水溶液。可在室温下操作,不需加热,因而可以节约能量。表面活性剂除油是靠乳化作用,因此,必须搅拌溶液、移动或翻动零件。
表面活性剂除虽然适用于各种金属零件,但由于成本较高,目前仅用于各种精密制品的除油,见表2-22。
表 2-21 除油表面活性剂分类
类型 名称 化学分子式
阴离子型
阳离子型
非离子型
两性离子型
注:R—为碳氢链
表 2-22 各种精密制品的配方及工艺条件
配方成分(g/L)和工艺条件 1 2
6501洗净剂
6503洗净剂
三乙醇胺油酸皂
水玻璃
OP-10乳化剂
温度
时间
四、 电化学除油
在碱性电解液中金属工件受直流电的作用发生极化作用,使金属-溶液界面张力降低,溶液易于润湿并渗入油膜下的工件表面。同时,析出大量氢或氧对油膜猛烈地撞击和撕裂,对溶液产生强烈搅拌,加强油膜表面溶液的更新,油膜被分散成细小油珠脱离工件表面而进入熔液中形成乳浊液。
电化学除油分阴极除油和阳极除油。在相同的电流下,阴极除油产生的氢化阳极除油产生的氧多一倍,气泡小而密,乳化能力大,除油效果更好。但容易造成工件渗氢,引起氢脆和杂质在阴极析出的现象。阳极除油虽没有这些缺点,但可能造成工件表面氧化和溶解。采用何种方法,应视工件的材料及要求而定。目前常用联合电化学除油法,即先阴极除油,然后短时间极除油,或先阳极除油,然后短时间的阴极除油,以资取长补短。
(一)钢铁制品的电化学除油(见表 2-23)
表 2-23 钢铁制品电化学除油配方及工艺条件
配方成分(g/L)和工艺条件 1 2 3
氢氧化钠
碳酸钠
磷酸三钠
水玻璃
温度
电流密度
槽电压
阴极除油时间
阳极除油时间
注:配方1、2适用于一般钢铁和高强度高弹性钢铁制品;
配方3适用于形状复杂的低弹性钢铁制品。
(二)铜及铜合金的电化学除油(见表2-24)
表 2-24 铜及铜合金电化学除油配方及工艺条件
配方成分(g/L)和工艺条件 1 2
氢氧化钠
碳酸钠
磷酸三钠
水玻璃
温度
电流密度
槽电压
阴极除油时间
(三)铝、镁、锌及其合金的电化学除油(见表2-25)
表 2-25 铝、镁、锌及其合金电化学除油配方及其工艺条件
配方成分(g/L)和工艺条件 1 2
氢氧化钠
碳酸钠
磷酸三钠
水玻璃
温度
电流密度
阴极除油时间
五、超声波除油
在碱溶液化学除油和电化学除油过程中引入超声波场,可以强化过程、缩短除油时间、提高工艺质量,还可以使细孔、盲孔中的油污彻底清除。
超声波振荡的机械能可使溶液内产生许多真空的空穴。这些空穴在形成和闭合时产生强列的振荡,对工件表面的油污产生强大的冲击作用,有助于油污脱离工件表面,加强皂化和乳化作用,从而加速除油过程并使除油更加彻底。
超声波除油熔液的浓度和温度比相应的化学除油和电化学除油为低,可减少工件表面金属的腐蚀。在阴极电化学除油时,超声波虽然可使金属表面活化而促进渗氢,但所产生的真空空穴对吸附氢的排除极为有利,可防止渗氢。因此,合理地选择超声波场参数(频率、强度等)可以抑制渗氢,防止氢脆。超声波除油对处理形状复杂、有细孔、盲孔和除油要求高的制品更为有效,一般形状较复杂的小制品可用高频低振幅的超声波;表面较大的制品则使用频率较低(15~30kHz)的超声波。
超声波的振子可安装在除油液的内部或外部,频率极高的超声波是直线传播的,为使工作的凹陷及背面部位也能得到良好的除油效果,最好不断地变换工作在除油槽内的位置。
第四节 除 锈
一、除锈方法的分类
除去金属制品表面锈层有机械法、化学法和电化学法三类。
机械法除锈是对表面锈层进行喷砂、研磨、滚光或擦光等机械处理,在制品表面得到整平的同时除去表面的锈层。
化学法除锈是用酸或碱溶液对金属制品进行强浸蚀处理,使制品表面的锈层通过化学作用和浸蚀过程固执己见产生氢化泡的机械剥离作用而被除去。
电化学法除锈是在酸或碱溶液中对金属制品进行阴极或阳极处理除去锈层,阳极除锈是由于化学溶解、电化学溶解和电极反应析出的氧气泡的机械剥落作用。阴极除锈是由于化学溶解和阴极析出氢气的机械剥落作用。
二、酸浸蚀
对一般金属制品多用酸浸蚀法除锈。对两性金属可用碱溶液浸蚀法除锈。
(一) 常用浸蚀剂的作用
1.盐酸、对金属氧化物具有较强的浸蚀(溶解)能力,但对钢铁基体溶解较缓慢,不易发生过腐蚀和严重氢脆,浸蚀后表面的残渣较少,质量较高。盐酸的浸蚀能力虽与其浓度成正比,但由于挥发性大,通常并不使用很浓的盐酸来浸蚀,室温下一般不超过360g/L(约31%的HCI),在加热情况下使用的盐酸浓度更低。
2.硫酸 在室温下,硫酸溶液对金属氧化物的溶解能力较弱,提高浓度并不能显著地提高其浸蚀能力,通常使用时控制在100~150g/L范围最好。提高温度可显著地提高硫酸的浸蚀能力,对氧化铁皮有较强的剥落作用,宜加热操作。但温度过高会加速钢铁基体金属的溶解而发生过腐蚀和氢脆现象,一般以50~60℃为宜,并且还要加入缓蚀剂。
3.硝酸 硝酸是氧化性酸,浸蚀能力较强,在30%硝酸中,低碳钢的浸蚀表面洁净而均匀,而中、高碳钢和低合金钢的浸蚀表面残渣较多,还需在碱溶液中进行阳极补充处理。
在硝酸或某混合酸中酸中浸蚀铜及铜合金,可获得具有光泽的浸蚀表面。
在硝酸中加入适量的盐酸和氢氟酸,可用来浸蚀不锈钢和耐热钢。
4.磷酸 室温下磷酸对金属氧化物的溶解能力较弱,因此,需加热操作。浸蚀后工件表面残存的浸蚀液能转变成磷酸盐保护膜,适用于焊接和组合件涂漆前的浸蚀。
磷酸与硫酸、硝酸、醋酸或铬酸酐组成的混合液,常用于钢铁、铜、铝制品的光泽浸蚀。
5.铬酸酐 溶于水生成铬酸和重铬酸,有很强的氧化和钝化能力,但对金属氧化物的溶解能力较弱。常用于浸蚀后消除残渣和钝化处理。
6.氢氟酸 能溶解硅化合物和铝、铬的氧化物。常用于铸件和不锈钢件的浸蚀。10%左右的氢氟酸溶液对镁合金腐蚀缓和,因此,也常用于浸蚀镁及其合金制品。
(二)钢铁的浸蚀
钢铁制品表面上的锈一般为Fe2O3和少量的FeO,热处理的氧化皮由Fe2O3、Fe3O4和少量Feo所组成,FeO易与各种酸溶液发生化学作用,由于高价铁的硫酸盐在硫酸中的溶解度较小,所以,Fe2O3和Fe3O4在硫酸中的的速度较慢,但当酸液与锈层中的铁或锈层下面基体金属铁作用产生初生态的氢能将高价铁的氧化物还原成易与酸作用的Fe0,所产生的氢气物还原成易与酸作用的FeO,所产生的氢气泡能将锈层机械剥落,从而加速了浸蚀过程。虽然可以用单一的酸来浸蚀,如用硫酸一盐酸(有时加硝酸)的混合液可使浸蚀获得更好的效果。
在酸溶液中采用电化学浸蚀法,可以加速浸蚀过程。
按制品材料及其表面锈层性质可采用不同的浸蚀工艺。
1.一般钢铁制品的浸蚀(见表2-26)
表 2-26 一般钢铁制品的化学浸蚀配方及工艺条件
配方成分(g/L)和工艺条件 1 2
硫酸
盐酸
氯化钠
若丁
温度
时间
2.钢铁制品磁性氧化皮的浸蚀(见表2-27)
表 2-27 钢铁制品磁性氧化皮浸蚀配方及工艺条件
配方成分(g/L)和工艺条件 1 2
硫酸
盐酸
氯化钠
若丁
温度
时间
3.铸钢件的浸蚀(见表2-28)
表 2-28 铸钢件化学浸蚀配方及工艺条件
配方成分(g/L)和工艺条件 1 2
硫酸
盐酸
氢氟酸
金属锌
温度
时间
4.钢铁制品电化学浸蚀(见表2-29)
表 2-29 钢铁制品电化学浸蚀配方及工艺条件
配方成分(g/L)和工艺条件 1 2 3 4
硫酸
盐酸
氢氟酸
温度
电流密度
辅助电极材料
时间
注:配方1、2用于阳极浸蚀;
配方3用于阴极浸蚀;
配方4用于交流电浸蚀。
(三)不锈钢和耐热钢的化学浸蚀
不锈钢和耐热钢表面有一层致密难溶的氧化皮(氧化铬、氧化镍、氧化铁铬)。为了有效地除去这层氧化皮,浸蚀前需经松动氧化皮处理。不锈钢和耐热钢松动氧化皮处理、浸蚀及清除浸蚀表面残渣的工艺分别见表2-30~2-32。
表 2-30 不锈钢和耐热钢松动氧化皮处理
配方成分(g/L)和工艺条件 1 2
硝酸
氢氧化钠
硝酸钠
温度
时间
表 2-31 不锈钢和耐热钢浸蚀
配方成分(g/L)和工艺条件 1 2
硫酸
盐酸
诺丁
温度
时间
表 2-32 不锈钢和耐热钢清除浸蚀残渣
配方成分(g/L)和工艺条件 1 2
硝酸
过氧化氢
铬酸酐
硫酸
氯化钠
温度
时间
(四)铜及铜合金的浸蚀
铜及铜合金的强浸蚀通常使用硝酸、硫酸和盐酸的混合酸。当制品表面有较厚的氧化皮时,需先在10~20%的硫酸中于60℃下进行疏松氧化皮处理,然后再浸蚀。铜合金的各组分在不同酸溶液中的溶解速度不同,要根据合金成分正确选择浸蚀酸的比例。硝酸对铜的溶解速度较大,而盐酸则对锌、锡等的溶解速度较大。薄壁铜及铜合金制品的浸蚀常使用适当加热的硫酸溶液。此时硫酸对铜的氧化物则能很好地溶解,不容易发生过腐蚀现象。铜及铜合金浸蚀见表2-33和表2-34。
表 2-33 铜和铜合金浸蚀
配方成分(g/L)和工艺条件 1 2 3 4 5 6
硝酸
硫酸
盐酸
氯化钠
铬酸酐
醋酸
磷酸
温度
时间
注:配方1、2适用于铜及黄铜件;
配方3、4适用于铜及铍青铜件;
配方5适用于低锡青铜及磷青铜件;
配方6适用于铜及铜合金铸件。
表 2-33 薄壁铜材的浸蚀
配方成分(g/L)和工艺条件 1 2
硫酸
重铬酸钾
硫酸高铁
温度
时间
(五)铝及铝合金的浸蚀
铝属两性金属,其氧化物既可溶于酸也可溶于碱,铝及铝合金的浸蚀常用碱溶液,配方及工艺条件如下:
氢氧化钠
氯化钠
温度
时间
铝合金经强浸蚀后表面出现暗色膜,含铜的铝合金可用1:1(体积经)的硝酸浸蚀出光,含镍、锰、硅等的铝合金可用HNO3:HF=3:1(体积比)的混合酸浸蚀出光。铸铝的浸蚀如下:
硝酸
氢氟酸(HF)(40%)
温度
时间
(六)镁及镁合金的强浸蚀
表 2-35 镁及一般镁合金的强浸蚀
配方成分(g/L)和工艺条件 1 2
氢氧化钠
铬酸酐
温度
时间
含硅的镁合金的浸蚀剂及工艺条件如下:
氢氟酸
温度
时间
镁合金铸造毛坯的浸蚀剂及工艺条件如下:
硝酸
温度
时间
(七)其他金属的浸蚀
锌、镉、镍及镍合金、锡及锡合金的浸蚀见表2-36~2-38。
表 2-36 锌、镉的浸蚀
配方成分(g/L)和工艺条件 1 2
硫酸
硝酸
温度
时间
注:配方2用于锌、镉的光亮浸蚀。
表 2-37 镍和镍合金浸蚀
配方成分(g/L)和工艺条件 1 2
盐酸
硫酸
硫酸铁
温度
时间
表 2-38 锡及锡合金浸蚀
配方成分(g/L)和工艺条件 1 2
盐酸
氢氧化钠
温度
时间
钛及钛合金浸蚀去除氧化膜的配方及工艺条件如下:
硝酸
氢氟酸
温度
时间
三、缓冲剂
为了减少强浸蚀过程中基体金属的溶解,确保金属制品的几何尺寸并减轻渗氢,防止氢脆,可以在浸蚀液中添加缓蚀剂。缓蚀剂能选择性地吸附在裸露的基体金属上而不被金属的氧化物所吸附。因此,在不影响氧化物的正常溶解下,提高金属表面析氢的超电压,从而减缓酸对金属的腐蚀和氢脆。对黑色金属特别是对氢脆敏感的高强度钢浸蚀时,常加入2%左右的缓蚀剂。缓蚀剂有:二邻甲苯硫脲(若丁)、六亚甲基西胺(乌洛托品)、硫脲、尿素、碘化动物蛋白、皂荚浸出液等。在硫酸浸蚀液中常用若丁和硫脲,在盐酸浸蚀中常用乌洛托品。缓蚀剂的效果随温度升高而下降,因此,不宜在加热下操作。
缓蚀剂常牢固地吸附在金属表面上不易清洗干净,可能影响随后沉积的镀层与基体的结合力以及抑制氧化、磷化等反应,所以,浸蚀后必须认真将缓蚀剂清洗干净。
四、除油-除锈联合处理
对于表面油污不太严重的工作,其预处理过程的除油和除锈步骤可以合并为除油一除锈联合处理。即将工件在含有乳化剂的浸蚀液中处理,以简化工艺,减少设备及化工原料数量。
联合处理法所用浸蚀剂,对黑色金属及重有色金属常用酸液,对轻金属及其合金常用碱深液。因乳化作用是唯一去油的途径,故应选用乳化能力强的乳化剂。
黑色金属除油-除锈联合处理配方及工艺条件见表表2-39。
表 2-39 黑色金属除油——浸蚀联合处理配方及工艺条件
配方成分(g/L)和工艺条件 1 2 3 4 5 6
盐酸
硫酸
OP乳化剂
烷基苯胺磺酸钠
乌洛托品
平平加
硫脲
若丁
温度
时间
注:配方1、2适用于附有疏松锈层和少量油污的制品;
配方3、4适用于附有氧化皮和少量油污的制品;
配方5适用于有氧化皮又有锈蚀产物和少量油污的制品。
轻金属制品除油——除锈联合处理可用如下工艺:
氢氧化钠 80~100g/L
洗涤剂 40~50g/L
温度 70~80℃
时间 油锈除净为止
第五节 弱浸蚀及活化
需要电镀的金属制品在除油和强浸蚀之后,进行镀槽电镀之前,还需进行弱浸蚀或活化处理。其目的是除去金属表面上的极薄氧化膜,使金属表面活化以保证镀层与基体金属的牢固结合的重要措施。
弱浸蚀可用化学法、电化学法或阴极活化法、化学弱浸蚀是将金属制品浸入稀酸(3~5%或溶液中或稀的NaCN溶液中短时间(0.5~1min)而使金属表面的极薄氧化膜溶解而除去。电化学弱浸蚀用上述相同但浓度低些的溶液,在电流密度5~10A/dm2下进行阳极处理,将氧化膜溶解。阴极活化法则是将工件在溶液中进行阴极处理,使表面的极薄氧化膜阴极还原而成金属。例如,用焦磷酸盐镀液电镀铜及铜合金时,即可于碱性焦磷酸钾溶液中进行阴极活化处理。
一般钢铁制品的弱浸蚀见表2-40
表 2-40 一般钢铁制品的弱浸蚀
配方成分(g/L)和工艺条件 1 2
硫酸
盐酸
氰化钠
温度
时间
钢铁制品电镀硬铬时,常采用阳极弱浸蚀,即直接在镀铬槽中先使工件短时间为阳极浸蚀处理,然后转为阴极进行正常电镀。
铜及铜合金制品电镀前的弱浸蚀见表2-41
表 2-41 铜及铜合金的弱浸蚀
配方成分(g/L)和工艺条件 1 2
硫酸
氰化钠
温度
时间
弱浸蚀总是在工件经过彻底除油和强浸蚀之后才进行的。如弱浸蚀液就是电镀溶液成分之一、或它的带入不污染镀液时,工件弱浸蚀后,最好不经清洗立即进入镀槽电镀。
第三章 普通电镀
第一节 镀铜
一、铜镀层的性质和用途
铜是玫瑰红色富有延展性的金属。原子量为63.54,密度8.9g/cm3, 熔点1083℃。铜在化台物中可以成一价或二价状态存在.一价铜的电化当量为2.372g/(A. h), 二价铜的电化当量为1.186 I g/(A .h)。铜的标准电极电位…
铜具有良好的导电性和导热性.硬度在HV=1 50~220之间,性质柔软容易抛光.延展性好,在潮湿空气中与二氧化碳或氯化物作用生成一层碱式碳酸铜或氯化铜。受到硫化物的作用会生成棕色或黑色的硫化铜。由于铜镀层的化学稳定性较差,除特殊的外观和热处理要求外,一般T-单独用作防护装饰性镀层,而常作为其他镀层的中间层或底层,以提高表面镀层和基体金属的结合力。
铜在电化序中位于正电性金属之列,因此,锌、铁等金属上的铜镀层是属于阴极性镀层。当镀层有孔隙、缺陷或损伤时,在腐蚀介质的作用下,基体金属成为阳极受到腐蚀,比未镀铜时腐蚀得更快.所以在防护装饰性电镀中,采用厚铜薄镍的组台底镀层来减少镀层孔隙率并节约镍的耗用量。
对于需局部渗碳的零件,常用铜镀层来保护不需要渗碳的部位,称为防渗碳镀铜。在电力工业中也有用铁丝上高速镀厚铜来代替纯铜导线,以减少铜的耗用量。在无线电行业印刷线瞎板上通孔镀钢也获得了极好的结果。此外,铜镀层也用来修复塑料电镀方面。
由于铜镀层具有小晶粒结构.现代电镀工业使用周期换向电流操纵技术,以及开发种种添加剂.可以从廉价的铜镀液中镀出全光亮、整平性好、韧性高的铜镀层,因而铜镀层至今仍被广泛地应用于防护装饰性镀层,并成为电镀工业中主要的镀种之一。
可以用来获得铜镀层的镀液种类很多,按其组成可简单划分为剧毒性的氰化镀液和非氰化镀液两大类。后者又有酸性镀铜液、焦磷酸盐镀铜液、柠檬酸盐镀铜液,酒石酸盐镀铜液、HEDP镀铜液以及氨三乙酸镀铜液、乙二胺镀铜液、氟硼酸盐镀铜液等。
氰化镀铜自1915年开始获得工业的应用。随着汽车的高速发展.对氰化镀铜液的配方不断改进和完善,获得沉积速率高、平滑且光亮的钢镀层后,直至本世纪三十年代才得到工业部门的广泛应用。氰化镀锕溶液主要含有[Cu(CN)3]2-和游离的CN等离子.由于CN一离子对州有很强的络合,致使[Cu(CN)3]2-在25℃时的不稳定常数为5.0x10-28, 因而电镀时的极化很大,所获得的铜镀层结晶细致, 镀液的分散能力和覆盖能力也很好,由于镀液呈碱性.有一定的去油能力,用于钢铁零件和锌制品零件等基体金属上直接镀铜,可获得结合力良好的镀层。但这类镀液含有剧毒的氰化物,生产过程中产生的废水、废气和废渣危害操作者的身体健康,必须进行综台治理。氰化物稳定性较差,分解后生成的碳酸盐在镀液中积累,有一定的副作用。因此,关于用其他较稳定、毒性小的镀液来替代便成为目前电镀工作者的主要课题之一。
目前钢铁零件上多层电镀工艺中,镀覆第一层铜时使用氰化镀铜液仍起着优越的作用。
非氰镀铜液中广泛使用且具有典型意义的是酸性硫酸盐镀铜液。该镀液的特点是成分简单、价格便宜、镀液稳定易于控制,在一定条件下,允许使用较高的阴极电流密度,从而可以提高电镀的生产效率。缺点是分散能力较差,镀层的结晶组织要比由氰化镀液获得的锕层粗大。另一缺点是不能直接在铁和铁合金上镀铜,对管状零件,由于管内壁有铜的化学析出而影响质量,因此,目前酸性硫酸盐镀铜一般用作多层电镀中加厚的过渡镀层,特别适用作塑料电镀的中间镀层。
近年来, 某些添加剂的采用促使酸性硫酸盐镀铜液有了新的发展。可直接镀得镜面光泽的铜镀层,镀液的分散能力亦有所提高,镀层的韧性、孔隙率等质量有改善, 因而该类镀铜工艺在生产中广泛使用。
焦磷酸盐镀铜也是使用广泛的镀铜之一。焦磷酸盐镀铜液能获得满意的性能,如工艺成分简单、镀液稳定、电流效率高、分散能力好、镀层结晶细致、镀液无毒和对设备无腐蚀,可获得较厚的铜镀层。已在电子工业中印刷线路板的通孔镀铜,电铸工业中锌压铸件镀铜,防渗碳渗氮的隔离铜镀层等方面应用。
为了提高焦磷酸盐镀铜层的结台力,通常仍需进行预镀或预处理.镀汽成本亦偏高,目而该镀液的使用仍受到一定的局限。
特别应该指出,随着镀铜溶液新配方的研究,某些非氰镀铜液(如HEDP和柠檬酰盐一酒石酸盐镀铜液)已在一定程度上克服了钢铁零件的置换铜现象,从而可直接进行非氰镀铜,使电镀工艺简化,有着良好的使用前景.
二、氰化镀铜
(一)原理
氰化镀铜液的主要成分是铜氰络合物和一定量的游离氰化物。当将某种铜盐,如氰化亚铜溶解在过量的氰化物溶液中,就能形成铜氰络合离子。一般认为铜氰络合离子有如下几种形式[Cu(CN)d一、.[cu(cN),]卜、[Cu(cN)·]3-,其中铜的原子价皆为+1价.形成络合物的反应为:
离子反应为:
以上不同配位数的铜氰络离子在溶液中都可能同时存在,其中最稳定的形式为[Cu(CN)tr一,但最稳定的形式并不一定是存在的主要形式,各种离子在镀液中存在的浓度取决于镀浓中游离氰化物的含量,在电镀工艺中,通常使用的游离氰化物浓度范围内,饲氰络离子存在的主要形式为[Cu(cN)3]2-.
铜氰络离子在溶液中以下式离解:
离子的离解常数,即不稳定常数
离子的离解常数
由上可见, 的离解常数都很小,溶液中游离的简单一价铜离子的浓度极低,几乎可以忽略不计。在电镀时,由于铜氰络离子有较大的吸附能力,它吸附于阴极表面,在双电层电场的作用下,络离子发生变形,其正端向着阴极,副端指向镀液内部,然后在阴极上放电成为阴极表面的吸附原子,并转移到晶格位置。
由于铜氰络离子能量较低,需要外界提供较大能量方能使其在阴极上放电,以致阴极电位大大地超过了氢离子的放电电位.从而电镀时伴有明显的氢气析出。这能补充清洗彼镀零件补和提高镀液的分散能力。
氰化物镀铜的阴报反应为
阳极溶解形成铜氰络离子:
如发生阳极钝化,则有下列析氧反应:
(二)成分和作用
目前常用的氰化镀铜溶液见表3—1。
表 3-1 氰化镀铜液组成与工艺条件
镀液成分(g/L)和工艺条件 预镀液 一般配方 光亮镀铜
氰化亚铜
氰化钠
氢氧化钠
碳酸钠
酒石酸钾钠
硫氰酸钠
硫酸锰
QZ-A光亮剂
镀液温度
阴极电流密度
周期换向
阴极移动
1. 铜氰络合物
它是镀液的主要成分。铜在含铜氰络离子镀液中有较负的平衡电位,因此在钢件、铝件、锌合金件浸入氰化镀铜液时不会发生铜的置换现象,所以可直接从镀液中获得结合力良好的镀铜。
在铜氰络合物中的铜以一价状态存在的,要获得相等厚度的铜镀层时,较二价铜形式存在的镀液消耗的电量要减少一半,从该意义上讲,可加快沉积速度。
在配方中,以氰化钾代替氰化钠与铜形成络合物,在成分上是相似的,但钾盐络合物更易溶解,电镀时允许采用较高的电流密度。氰化钾价格较贵,因此,在生产中能满足工艺要求的前提下,氰化钠的使用较为广泛。
当镀液中游离氰化物含量和温度不变时,降低镀液中铜氰络合物的浓度.可以获得细致的铜镀层,并能提高镀液的分散能力和覆盖能力,但阴极电流效率和允许的电涟密度上限将会降低。故作为预镀时,一般用低浓度的铜氰络合物;作为快速镀铜时,当用高浓度的铜氰络合物。
2游离氰化物
游离氰化物的存在是控制氰化镀铜的重要因素。游离量过低,络合物的稳定性降低,阴极极化小, 镀层易粗糙发暗,阳极易钝化。随着游离量的增加,阳极电流效率增加,阴极电流效率降低,但有可能使用较高的电流密度而不影响沉积速率。由于阴极极化的增大,所获得的铜镀层更为致密。游离氰化物过高,阴极在电镀时会产生大量氢气.电流效牢过低,甚至有可能很难沉积出铜来。
不同的氰化镀铜工艺,游离箭化物的含量是不同的。通常作为预镀使用的镀液,游离氰化物和铜的比值较高,即高游离量与低铜含量的配合,这可以使形成置换铜层而影响结合力的可能性减到最小。作为加厚的中间镀铜层,由于采用了某些防止阳极钝化的措施,游离氰化物和铜的配比可低于预镀液。如果使用电流周期换向工艺,其配比可更低些。
在氰化镀铜溶液中,氰化物的稳定性较差的原因为
(1) 在空气中,和二氧化碱作用而分解:
(2) 因阳极的析氧而分解。分解速度与阳极上氧的生成量成正比:
(3) 加热镀液而分解。生成各种化合物,如氨、蚁酸钠和苏打等。
因此,在生产过程中镀液的游离氰化物含量会逐渐降低,需要经常补充。
根据生产经验.镀液中游离氰化物的含量可由阴阳极上发生的某些现象来粗略地加以判断。电镀时阴极上产生气泡较少,阳极上有大量气泡生成,且表面上有褐色饨化膜,阳极区镀液呈浅蓝色,甚至有氨昧,阴极电流不变时,槽压升高.这都说明游离氰化物含量不足。若在电镀过程中阴极上冒出的气泡较多,沉积速度很低,阳极表面很少有气泡产生且显现光亮的金属铜晶体。这可能是镀液中游离氰化物含量过高所致。
3.氢氧化钠或氢氧化钾
在氰化镀铜溶液中加入氢氧化钠或氢氧化钾,主要是为了获得良好的电导,从而可改善镀液的分散能力。实践证明,含有阳极去极化剂(如酒石酸盐,硫氰化物等)的氰化镀铜溶渍液中加入适量的氢氧化钠或氢氧化钾,可增加阳极去极化效果。但镀液中氢氧化物含量过高时,容易被分解而造成碳酸盐的积累, 即
4.碳酸盐
如上所述,镀液中碱酸盐的存在主要是由于氰化物和氢氧化物的分解造成。新配置的镀液有时也有意加入碳酸盐,适量的碳酸盐可降低阳极极化作用。
碳酸钠的含量大约在75g/L以下,或碳酸钾的含量在90g/L以下,对电镀过程没有明显的影响。超出这个范围,会造成电流效率下降、镀层疏松、产生毛刺、光亮范围缩小、阳极钝化等疵病。因此,为了获得稳定的镀层质量,还应把碳酸盐的浓度控制在范围的下限为好。
5酒石酸盐和硫氰化物
它们都是阳极去极化剂.在加厚氰化镀铜和快速镀铜工艺中,为了提高阴极电流效率和加快沉积速度,游离氰化物含量控制得较低,此时阳极溶解的铜由于氰化物含量的不足而形成难溶的CuCN覆盖在阳极表面,使阳极活泼表面面积减小,阳极的真实电流密度增大,极化作用增大。在阳极极化曲线上出现两个拐点,相应于形成了一价铜和两价铜的化合物的过程,使阳极达到完全钝化的状态。镀液中加人酒石酸盐和硫氰化物,它们可与阳极上的钝化物形成暂时的锏络合物,使饨化产物溶解。反应式如下:
…
此外.在光亮氰化锰钒溶液中,加^酒石酸盐能赋予铜镀层更高的光亮度,这与阴极电层中可能形成络合盐的现象有关。酒石酸盐含量通常在45g/L为宜。资料表明,其最佳浓度大约为22.5g/L。用柠檬酸钾钠取代酒石酸钾的镀液配方已有报导。
硫氰酸盐除有阳极去极化作用外,还可抵消镀液中某些金属杂质(如锌)对镀层质量的影响。此外,当镀液中加入15g/L的硫氰化物,可部分抵消铜镀层原有的张应力,应力值的变化从1100MPa(睢应力)到3 5MPa(压应力),硫氰化物的通常含量为1 0~15 g/L。
6. 其他添加剂
为了改善铜镀层的晶体结构.提高光亮度,可在氰化镀铜液中加入某些光亮添加剂。如在挂镀溶液中加入无机添加剂硫酸锰或有机光亮剂Qz—A,井与酒石酸盐、硫氰化物共同使用,再配以周期按向电流,可获得高光亮度的铜镀层,硫酸锰(MnSO4.5H2O)的用量控制在0 12g/L以下为宜。 而有机光壳剂Qz—A的使用量,以铜和游离氰化物的比侧在1:0.35~.45时,效果最佳。在滚镀溶液中,常用铅盐(醋酸铅或铅酸钠等)怍为晶粒细化剂和光亮添加剂。由于铅和铜能共沉积,消耗量较多,必须经常添加。铅盐的控制用量H O.0l 5~0.03g,L.但尽量控制在下限为好,否则获得的铜镀层有脆性。
(三)工艺条件
提高阴极电流密度.将会显著降低电流效率。例如,在含有30g/L铜和12g/L游离氰化钠的镀液中,温度为40℃,当电流密度由0.5增至2A/dm2时,阴极电流效率将自65%降至42%。
阴极电流密度控制在1.5~4A/dm2时,阳极电流效率接近l 00%。过低的阳极电流密度(0 2~0 6A/dm2),由于阳极表面有晶间腐蚀而产生铜颗粒以致被镀零件的水平部位上有严重粗糙和毛刺。某些专利有机添加剂,可在阳极表面上形成一层明显的有机薄膜,促进阳极腐蚀平滑均匀,对改善阳极溶解有较好的效果。
为了在较高的电沈密度下仍保持较高的电流效率,以获得镀铜的高速率,可采取下列措施:
(1) 提高镀液内铜氰络合物的浓度;
(2) 在采取防止阳极钝化的措施同时,降低游离氰化物的浓度;
(3)适当提高镀液温度。
温度对电极过程有明显的影响。升高温度将置著降低阴极极化,提高电流效率。例如,在含有0. 05 mol/L(0.1N)铜和约0.3mol/L(0.3N)氰化物(总含量)的镀液中,在0.01A/dm2的电流密度下,当温度从15℃升高至70℃时,阴极电位从一1.41V升高到-1.25V,阴极电流效率则由13%增至48%。因此,尽管提高镀液温度对氰化物的稳定性有不利的影响,但为了加速电镀过程,左工艺中常用加热措施,有时甚至加强至60℃~70℃。
在氰化镀铜工艺中,常用电流操纵技术改善镀铜层质量。 所谓周期换向镀铜(PR)就是先用通常的方法以选定的时间电镀,然后以反向电流在较短的时间去镀。一般使用正周期为25秒,加上反周期5秒,即周期换向比为5:1的PR技术。也有使用正周期为60砂,反周期为12秒的较长周期进行电镀。而锌压铸件的氰化镀铜常使用电镀10秒,然后中断电流1秒的间隙电流工艺。使用间隙电流工艺能从被杂质污染了的光亮镀液中获得极好光亮度的铜镀层,而在该镀液中使用通常的直流电是不能获得满意的铜镀层的。
采用周期换向电流或间隙电流的另一优点是使镀层整平。PR技术镀出的镀层显示层状组织,而普通直流电所得到的镀层则显示柱状组织。将零件坯料和铜镀层的轮廓线世行比较,周期换向电流显然有良好的整平性,周期换向电流的整平性高于间隙电流,但电流效率低于后者。
氰化镀铜溶液的组成和工艺条件对电流效率的影响见表3-2。
表 3-2 氰化镀铜溶液组成和工艺条件对电流效率的影响
镀液和电镀工艺条件的变化 电流效率
阴极 阳极
镀液中铜含量增加
镀液中游离氰化物增加
镀液温度升高
电流密度增加 增高
降低
增高
降低 略降
增加
增高
降低
(四)氰化物镀铜液的配置、维护和控制
1. 配制
氰化镀铜液通常以氰化亚铜、氰化物(钠或钾)及其他要求的成分配制而成,方法比较简单。当缺少氰化亚铜时,也可以二价铜盐代替,但在制备过程中一部分氰化物要把铜还原成一价铜而白白地消耗掉。
用氰化亚铜为原料的具体配制方法如下:
(1) 将计算量的氰化物溶于温水中(温度不宜超过45℃);
(2) 将氰化亚铜用少量水调成糊状,在不断搅拌下慢慢加到氰化物溶液中。此时生成铜络合物,并为放热反应,溶液温度应控制在60~70℃,否则要冷却降温;
(3)加入氢氧化物等其他成分和添加剂.加水至规定体积,若镀液中不溶性杂质较多,要过滤;
(4) 分析并调整镀液.试镀合格后.即可使用。
用二价铜盐配制镀铜液的方法如下:
(1) 分别溶解二价铜盐(如硫酸铜)和碳酸钠;
(2) 在不断搅拌下将碳酸钠逐渐倒入铜盐溶液中,此时即有沉淀物碱式碳酸铜析出;
(3) 用倾泻法洗涤沉淀数次。 在洗涤过程中溶液温度始终应保持在50℃以下,否则可能形成难溶的黑色氧化物;
(4) 在良好的通风条件下,将新鲜的沉淀物立即溶于氰化物溶液中,即成澄清的氰化镀铜液:
(5)如镀液中仍有黑色沉淀物,可过滤除去;
(6)分析并调整镀液各成分至配方要求范围。
2维护和控制
(1) 遵循电镀工艺要求,可以从氰化镀铜液中获高质量的铜镀层。现有的分析方法完全能满足控制镀液成分和各种外来杂质的含量范围。霍尔槽试验已广泛用来测定有机物的污染、控制添加剂和确定各种净化处理的效果。
(2)氰化镀铜溶液中过多的碳酸盐会缩小光亮电镀的电流密度范围,并产生柱状镀层,阴极效率下降,阳极钝化等疵病。如碳酸钠含量超过75g/L时,就应设法清除。去除方法是将计算量的氢氧化钙(或氢氧化钡)加到60~70℃的镀液中,搅拌1~2小时,此时即有不溶性碳酸钙(或钡)沉淀,经澄清和过滤,可去除碳酸盐。反应方程为:
处理后,如嫌生成的NaOH太多,可在镀液中加酒石酸中和或悬挂不溶性阳极电解去除。
此外,在冬天可冷却镀液至0℃左右,使碳酸盐结品折出.应该指出,上进冷却结晶法不适用于单用钾盐的镀液配方,因在所有的温度下,碳酸钾盐的溶解度都比较大。
(3)少量的铅(如0.015~0.03g/L)可使镀层光亮, 但当含量在2~75ppm时,铜镀应力增加,超过0.08 g/L时,镀层会变得粗糙。为了去除镀液中的铅杂质,先将镀液加热至60℃,在搅拌下加入0.2~0.4g/L,搅拌2小时,过滤后即可使用。
当镀液中游离氰化物含量过低时,用硫化物处理去除铅杂质的同时,会有硫化亚铜沉淀出现,因此镀液应先补充氰化物后再进行处理。
(4)锌杂质在镀液中的存在可和铜发生共沉积,当锌的浓度高到1.5~2.25 g/L,使镀层成为带有脆性的黄铜,所以锌含量过高对镀层质量不利,一般锌含量应<0.1g/L。为消除锌杂质,可用0.3~0.5 A/dm2的阴极电流密度电解除去,也可用去除铅杂质同样的方往将硫化物与锌形成硫化锌沉淀去除。少量的硫氰化钠对掩蔽过量的锌有一定的效果。
(5)在氰化物镀液中,甚至浓度很低的铬酸盐(5~10 ppm)都是有害的。它的影响表现为:产生暗而不均匀的镀层;在低电流密度范围有疙瘩状的镀层出现;阴极电流效率大大降低,当铬酸稍高时,这种状况愈加明显,甚至能扩展到较高的电流密度时沉积不出镀层。
在不含酒石酸盐的镀铜液中要去除铬酸盐,可将镀液加热至60℃左右,在搅拌下加固体保险粉0.2~0.4 g/L,此时六价铬被还原成三价铬而沉淀,过滤后即可使用。过量的保险粉可在过滤后加双氧水氧化,但双氧水不得添加过量,否则镀液中的氰化物过多地被破坏。如镀液中含有酒石酸盐添加剂,它会与三价铬络合而无沉淀产生,此时可加入少量茜索,然后以活性炭吸附过滤。
(五)常见故障和处理方法(见表3-3)
表 3-3 氰化镀铜常见故障和处理方法
故障现象 原因及处理方法
铜镀层粗糙 阳极钝化,应降低阳极电流密度;增加阳极活化剂;升高镀液温度;
镀液中游离氰太低;
镀液中铜含量过高;
镀液中碳酸盐太高,应化学沉淀或冷冻结晶;
阴极电流密度过大;
镀液中有固体颗粒,应过滤镀液
铜镀层色泽暗红 镀液中游离氰太低;
阴极电流密度太低;
镀液温度太低
铜镀层有针孔 阴极电流密度太高
镀液温度太低
镀液不净,应过滤镀液
镀层结合力差 前处理不净
镀液中游离氰太低
阴极电流效率低 镀液中游离氰太高
镀液中铜含量太低
镀液温度太低
外界有害杂质混入镀液,应分析杂质含量并处理
镀液中铜含量降低 镀液中游离氰不足
镀液温度低
镀液中碳酸盐含量高,应化学沉淀或冷冻结晶
阳极电流密度过高
(六) 阳极
氰化镀铜槽中一般用电解铜板或经过压延加工过的电解铜板作为阳极,当阳极电流密度低于临界电流密度时,阳极表面上形成的铜的化台物是可溶解的。阳极电流密度过高,由于形成绝缘膜而引起阳极钝化,为了防止阳极的过度极化,可采用下列措施:
(1)提高镀液中游离氰化物含量;
(2)提高镀液温度;
(3)加入阳极去极化剂;
(4)采用周期换向电流。
为了控制镀液铜含量的升高(阳极溶解过量),有时也使用铜板和钢扳组成的联合阳极的作用。一般最好选择大晶粒组织,在惰性气体条件下熔化、压延或铸造生产的铜阳极质量更优。
三、酸性硫酸盐镀铜
(一) 原理
酸性硫酸盐镀铜有普通镀液和光亮镀液两类。普通镀液早在1843年已在商业上应用。光亮镀液是在普通镀液的基础上,添加某些光亮剂,从而可直接获得光亮铜镀层.省去机械抛光。 酸性硫酸盐镀铜溶液基础成分比较简单,主要是由硫酸铜和硫酸组成。硫酸铜在镀液中电离产生二价铜离子和硫酸根离子,在外电流的作用下,二价铜离子在阴极上放电而获得铜镀层。铜阳极溶解成二价铜离子以补充镀液中二价铜离子的损耗。此外,还存在破坏正常过程的其他反应,阳极溶解的结果也有可能形成一价铜离子。这由铜的标准电位值Cu/Cu+=+0.51V; Cu/Cu2+=0.34V;可知。铜阳极与镀液接触处还发生化学可逆反应:
Cu+Cu2+<——>2Cu+
在常温下,此反应的平衡常数为
K=[ Cu+]2/[Cu2+]=0.5x10-4
尽管一价铜的浓度很低,当温度升高时,Cu+的浓度会增高。此外,硫酸亚铜也可能因空气中的氧和硫酸的作用而氧化,这一现象在用空气搅拌镀液时尤甚:
由于镀液中硫酸的消耗而导致酸度有降低的倾向。硫酸亚铜易水解而形成氧化亚铜:
不管何种原因形成的氧化亚铜,它对镀层质量是至关重要的,可使镀层变得粗糙,甚至有海绵状镀层出现,镀渍也混浊不堪。
由于镀液中一定要含有游离硫酸,硫酸铜又以简单离子形式存在,镀液的电导率高,阴极极化很小,阴阳极电流效率都近于100%,分散能力较碱性镀液为低,镀层的次级分布与初级分布十分相近,仅相差10.8%或更小。
综上所述,在酸性硫酸盐镀液中获得铜镀层质量的优劣与镀液中铜盐浓度、游离硫酸含量、温度,阴阳极电流密度以及搅拌程度和类型均密切相关。也可利用添加剂使镀层光亮和变硬。当然,在酸性硫酸盐镀液中.钒铁零件不经预镀是不能直接镀铜的。
(二)镀液成分和作用(表3-4)
表 3-4 酸性硫酸盐镀铜溶液的组成与工艺条件
溶液成分(g/L)与工艺条件 1 2 3 4 5
硫酸铜
硫酸
2-四氢基噻唑硫酮
苯基聚二硫丙烷磺酸钠
。
。
。
1.硫酸铜
硫酸铜是供给铜离子的主盐,其含量在150~220 g/L,一般宜控制在l 80—190 g/L为宜。硫酸铜含量过低,将降低允许电流密度、光亮度和电流效率;硫酸铜含量过高,受溶解度的限制,在镀槽壁或极扳上结晶析出,镀液的均镀能力也会下降,在含有H2SO4时.硫酸铜的溶解度见表3 5。
表3-5 CuSO4•5H2O在25℃下的溶解度
H2SO4浓度(g/L) CuSO4.5H2O浓度(g/L)
24.5
49
73.5
2. 硫酸
在酸性硫酸盐镀铜溶液中,加八硫酸的目的是为了镀液的电导和阴极极化,从而改善均镀能力。例如.硫酸浓度从50 g/L增加到100g/L,比电导增加一倍。继续提高游离硫酸浓度到200g/L,镀液的电阻从42~43降到1.6~1.9Ω·cm。向硫酸铜溶液中加入少量的硫酸,阴极极化下降,井在38g/L左右降到最低值,而后随硫酸浓度的增加而提高。尽管硫酸铜浓度的变化对镀层的晶体粒度几乎没有影响,但当硫酸浓度增加到72 g/L时,可以发现某些晶粒的细化现象。
此外,镀液中硫酸的存在还可防止铜盐水解成氧化亚铜析出,即减少电镀过程中“铜粉”的产生,增加镀液的稳定性。
在电镀工艺中,硫酸的含量可以在较大范围内变化,通常可控制在50~70g/L。硫酸含量过低,影响镀层的均镀能力和产生疏松镀层;过高虽可改善镀液的均镀能力,但镀层的光亮度会受到影响。如硫酸的含量提高到100~250g/L, 硫酸铜的浓度降低到50~100 g/L,镀液的均镀能力可大大提高,用于印刷板的孔金属化。但镀层的光亮度和镀液的整平性会受到一定影响。
3.添加剂
由于找到了光亮效果非常好的添加剂,酸性硫酸盐镀铜可以不再需要抛光而直接获得全光亮镜面铜镀层。该体系的镀液由于成本低,可使用较高的电流密度(2~20A/dm2), 生产效率高而受到专业工作者的普遍重视。
为了获得光亮的铜镀层,一般要用二种以上的添加剂配合使用方能获得良好的效果.因此,对添加剂的选取是至关重要的,这些添加剂可归纳为下列数种娄型:
第一类为聚硫有机磺酸盐,通式为R‘(s)n—RSO,Na.如苯基聚二硫丙烷磺酸钠;
第二类为含硫基的杂环化合物;
第三类为聚醚表面活性剂。
第四类为芳香族磺酸盐的衍生物。如亚甲基二萘二磺酸钠。
现将酸性硫酸盐光亮镀铜常用添加剂的主要作用叙述如下:
(1) 苯基聚二硫丙炕磺酸钠和聚二硫二丙烷磺酸钠 苯基聚二硫丙炕磺酸钠和聚二硫二丙烷磺酸钠的主要作用是提高电流密度和使镀层晶粒细化。它们和巯基聚并咪和乙撑硫脲配台使用效果更为显著。含量一般在0.01~0.02g/L。过低会使光亮度下降,镀层边缘产生毛刺和烧焦,过高使镀层产生白雾,低电流密度区域产生暗区。此时可加入少量乙撑硫脲或电解处理来解决。
聚二硫丙烷磺酸钠对低电流密度区的光亮作用较大,在高电流密度区易出现毛刺,因而限制了电流密度的上限范围。如果和聚二硫二丙烷磺酸或苯基聚二硫丙烷磺酸钠混合使用时,效果会更佳,但大大增加了镀液维护的复杂性。
(2) 乙撑硫脲 它可在宽温度范围内镀出整平性和韧性良好的光亮镀层。温度范围可扩展到10~40℃或更大。当在镀层中含量很低时,和其他光亮添加剂及整平剂配台使用,已能发挥其优异性能。它的含量可随操作温度的变化而增减。在10~40℃时,含量可在0.0002~0.001g/L。
乙撑硫脲含量过低时,镀层的光亮度和镀液的整平性便下降; 过高时镀层会出现光亮的树枝状条纹,整平性能降低。此时可加入的过氧化氢或聚二硫二丙烷磺酸钠来调节,或电解处理。 (3) 2一巯基苯并咪唑 2-巯基苯并咪唑是良好的光亮剂和整平剂,它可在宽广的温度范围内使用,尤其在低电流密度区,对镀层的光亮作用更为突出。它与乙撑硫脲配合作用,除了发挥其自身的优异作用外,还可大大促进乙撑硫脲的光亮效果。由于2-巯基苯并咪唑的溶解度较低,在加入镀液时,如不用稀溶液和剧烈搅拌,易使镀液产生混浊。镀液中如加有十二烷基磺酸钠,混浊现象更盛。因此,要先配成0.5g/L溶液,加倍稀释后再加入镀液,如用压缩空气搅拌更为理想。2一巯基苯并咪唑在镀液的含量随温度的高低而增减。当温度在10~40℃时,含量可以在0.0003~0.001g/L内变化, 如含量过低,镀层光亮度和整平性均下降,甚至低电流密度区域也难以光亮;过高时可使镀层表面呈细状,甚至有桔皮和烧焦现象。此时可用加过氧化氢或电解方坛处理之。
(4) 聚乙二醇 聚乙二醇是由亲水基和憎水基组成的非离子型表面活性剂,它可以提高镀液的阴极极化作用。在和其他光亮剂配合使用时,方能获得镜面光亮度和整平性良好的铜镀层。市售聚乙二醇的分子量通常为4000~6000,镀液中含量为0.05~0.1g/L。如用分子量为1500或12000的聚乙二醇,其含量为0.02g/L为宜。聚乙二醇分子量小时,所添加的光亮剂聚二硫二丙烷磺酸钠含量可酌情减少。聚乙二醇含量过低或过高时,镀不出光亮镀层,且会在镀层表而产生一层憎水膜,影响其后镀镍层的结合力,故建议含量不得超过0.3g/L。
(5)十二烷基磺酸钠 十二烷基磺酸钠为阴离子型表面活性剂,在光亮镀铜中采用阴极移动时,它可以扩大低电流密度区的光亮范围和消除镀层磨砂状的表面状态。当使用四氢噻唑硫酮、聚乙二酵和聚二硫二丙烷磺酸钧为光亮剂时,它的加入可提高氯离子含量的的上限。十二烷基磺酸钠含量通常为0.05~0.1g/L,过少表面会产生花斑,过多时则影响光亮度和光亮范围。
由于镀液中加入十二皖烷基磺酸钠,降低了2-巯基苯并咪唑的溶解度,甚至产生沉淀使镀液混浊。所以一定要将2-巯基苯并咪唑稀释至0.5g/L以下,并在强烈搅拌下加入镀液。如果被镀零件形状不十分复杂,十二皖烷基磺酸钠亦可不加,尤其是用压缩空气搅拌时,在镀液表面会产生大量泡沫,通常不宜使用。
(6)AE乳化剂 AE乳化剂为非离子型表面活化剂,它和聚乙二醇同样可提高酸性镀铜溶液的阴极极化。AE乳化剂的特点在于它对在低电流密度区的光亮作用较大,操作40℃时亦不影响光亮作用。但在高电流密度区易产生毛刺,从而限制了电流密度的上限,同时还会产生一层憎水层,所以必须在碱性溶液中阴极电解去膜,以提高与次镀层的结合力。
A12乳化剂的规格有1:2、1:3、1:4.5、1:5等比例,电镀中常使用1:2规格,使所生成的憎水层较易清除。AE乳化剂和十二皖烷基磺酸钠不能同时使用,以免镀液混浊。
(7) 氯离子 在酸性硫酸盐光亮镀铜溶液中必须含有一定量的氯离子,它不仅可获得全光亮镀层,还可降低加有其他光亮添加剂后所产生的内应力。氯离子的含量为0.02~0.08g/L,含量低时镀层的整平性和光亮度均会下降,内应力较大,易产生光亮树枝状条纹,严重时镀层粗糙日有钊孔,甚至烧焦;过高时镀层光亮度下降和低电流密度区不亮。
加入氯离子可用盐酸或氯化铜溶液,新配制镀液时,因硫酸铜溶液经过双氧水和活性炭处理,工业用硫酸铜和活性炭中总有少量的氯离子存在,故可不加氧离子。
镀液中氯离子含量过高时,可用碳酸银处理,生成氯化银沉淀,过滤除去。
(三) 工作条件的影响
1.镀液温度
酸性硫酸盐光亮镀铜溶液的温度可在10~40℃范围变化,但普遍使用20~35℃,因为该温度范围几乎不需要加热或冷却,可节约能源.降低生产成本。升高镀液温度可增加电导,阳极和阴极的极化均下降。当温度从35℃下降至1 5℃时,对于用3A/dm2的电流密度,镀层晶粒细化十分明显。对镀层质量影响的综合平衡,建议使用低于30℃的操作温度,以维持较好的整平能力。
2.阴极电流密度
为了获得优质的光亮铜镀层,在空气搅拌镀液或阴极移动的条件下,阴极电流密度可控制在2~5/dm2或更高。当阴极电流密度升高时,由于阴极膜中放电的两价铜离子变得更少,硫酸根离子浓度增加,阴极极化提高(但不如其他镀液那样明显),因而使镀层晶粒细化,电流密度从1增加到7A/dm2, 晶粒尺寸大约减小到约三分之一。但也要防止过高的阴极电流密度容易形成瘤状和树枝状镀层。
3.搅拌和过滤
压缩空气搅拌或阴极移动可使阴极区镀液中的金属离子浓度保持正常,降低浓度极化作用,这样可提高阴极电流密度,加快沉积速度。此外,压缩空气搅拌,有助氧化电镀对溶液中产生的一价铜离子并消除其对电镀过程的干扰。目此,压缩空气搅拌可代替添加双氧水,提高镀液的稳定性。应该指出,压缩空气必须先进行油水分离和过滤,除去油份和机械颗粒。
在进行搅拌和阴极移动的同时,最好能同时连续过滤镀液,以消除镀液中阳极泥等的机械颗粒对镀层质量的影响。
(四)镀液配制
(1)将计算量的硫酸铜用热蒸馏水(或去离子水)溶解,加入少量硫酸(化学纯或电池级,其数量约为需求量的1/10左右)以防止硫酸铜水解。加入0.5~1mL/L的双氧水(30%),搅拌半小时,然后加入1~2 g/L活性炭.搅拌半小时,静止数小时(最好隔夜)。
(2)过滤溶液,并加人余量的硫酸。
(3)将所需的添加剂分别按下列要求配制成溶液。
① 乙撑硫脲:用热水配成0.5g/L溶液;
② 2一巯基苯并咪唑:用沸水配成0 5 g/L溶液 (不得大于此浓度),再用同体积蒸馏水稀释,然后加入镀液;
③ 聚二硫二丙烷磺酸钠:用热水配成10g/L溶液;
④ 聚乙二醇:用热水配成10g/L溶液;
⑤十二烷基磺酸钠:用热水配成10g/L溶液;
(4) 将配制好的添加剂分别按需要量加入硫酸铜和硫酸的溶液中(当加2-巯基苯并咪唑时,遗度要很慢,并要不断地剧烈搅拌),再加蒸馏水至所需体积,充分搅拌。如用压缩空气搅拌效果更佳。
(5)氯离子含量为0.02~0.08g/L,通常保持下限。新配制的镀液已用活性炭处理过,可不再加入氯离子。
(五)阳极
在酸性硫酸盐光亮镀铜工艺中,阳极采用含磷为0.04~0.3%的铜板。此种阳极板在通电溶解时,生成一层有一定韧性的棕黑色膜,它对阳极的导电性能影响甚微,故不会降低阳极的正常溶解,却可阻止阳极一价铜的产生。
阳极中磷含量对某些电极过程有较大影响。磷含量过高,阳极膜过厚且坚实,影响阳极溶解.致使镀液中的铜离子含量不断降低。反之,含量过少,阳极膜难以阻止铜扳以一价铜离子形式溶解,使镀液中“铜粉”增多,光亮茉的消耗也加快。
为了防止铜阳极在通电溶解过程中有不溶性物质进入镀液,可用涤纶布袋或阳极框,以减少镀层粗糙和毛刺的产生。
阳极和阴极的面积比为1:1时,不会发生阳极钝化现象,镀液中铜含量也能保持稳定。
(六)杂质的影响和去除方法
在镀铜溶液中,由于过量的硫酸存在,二价铜离子电极电位较正,其地盒属离子不易产生共沉积,因而金属杂质的允许含量可略高一些。但某些杂质的存在,尤其是有机添加剂的分解产物和氰化物带入镀液,都会对镀层的质量发生不良影响。
砷和锑杂质因和铜的电位较为接近,会使镀层粗糙发脆,产生黑色或褐色条纹。此时可用大电流电解处理,即用1 0~1 5A/dm2的电流密度电解4~8小时。
镀液中如带入氰化物,镀层极易烧焦。只有将镀液加热至沸,以加速氰化物的自然分解。
镀液中有机物的分解产物过多会影响镀层光亮度,降低分散能力。此时,可加双氧水2~3 mL/L,搅拌半小时.并加热至70~75℃,继咎搅拌2小时,以驱除过量的双氧水,再加入3~5g/L活性炭,搅拌后静止过夜,过滤即可。
(七)常见故障和处理(见表3-6)
表 3-6 酸性硫酸盐镀铜常见故障与处理方法
故障现象 原因及处理方法
镀层烧焦
光亮度不好
镀层有条纹
镀层有黑色或褐色条纹
镀层有白雾
铜镀层结合力不好
镀层有毛刺
(八)光亮添加剂的消耗量
在酸性硫酸盐光亮镀铜工艺中,当镀液成分和工艺条件保持正常时,光亮剂的消耗量基本恒定(见表3-7)。
表 3-7 光亮剂消耗量
光亮添加剂 通过100A.h电量后的消耗量(g)
20℃ 30℃ 40℃
乙撑硫脲
2-巯基苯并咪唑
聚二硫二丙烷磺酸钠
聚乙二醇
四、焦磷酸盐镀铜
焦磷酸盐镀铜是国内应用比较广泛的工艺之一。它的主要特点是镀液比较稳定,易于控制,电流效率较高,均镀能力和深镀能力较好,镀层结晶细致,并能获得较厚的镀层。由于电镀过程无刺激性气体逸出,一般可不用通风设备,但在钢铁零件上镀铜时,通常要预镀或预处理,以改善镀层和基体的结合能力,镀液成本亦稍高。
(一)原理
镀液以焦磷酸钾为主络合剂,主要成分为焦磷酸铜(供给铜离子)和焦磷酸钾、硝酸盐、氨等,焦磷本酸钾可与铜离子生成中等稳定的络合物,络合反应如下:
络合物的平衡常数,也即络合物的稳定常数K为:
络合物的不稳定常数Kd=1/K 或pK=logK=-logKd。 当溶液的pH为7~10, 的不稳定常数Kd=1.0x10-9,pK=9.0。
焦磷酸铜的络离子有几种存在形式,它与溶液的PH值有极大的关系。
pH<5.3时,可能存在形式为
pH=5.3~7时,可能存在的形式为:
pH=7~10时,可能存在的形式为:
由于生产中使用的镀液pH一般在7~10之间,所以主要存在的形式为 , 当游离的 离子过量存在,可以使络离子 比较稳定。
铜焦磷酸盐络离子的结构如下:
…
PH在7~11,络合离子将缓慢地水解而生成PO4.PH在11左右,有 ,CU(OH)2的沉淀产生。当将镀液酸化到PH低于7,使(P2O7)4-向(HPO4)2-转化;pH明显低于7,有CuH2P2O7或CuHP2O7沉淀生成,因此,络合离子极易分解破坏。
这种连状络合物的扩期速度很小,使溶解的CU2+不容易离开阳极,造成阳极附近Cu2+ 的积累,提高了阳极极化,使金属的继续溶解发生困难。此时,由于氧的析出,阳极表面生成氧化膜而使阳极钝化。因此,生产中要加入辅助络合剂,如酒石酸盐、柠檬酸盐、氨三乙酸盐、氨水、草酸盐等来发送阳极溶解,以防止钝化。
电镀时的电极反应如下:
在阴极上:
镀液中若有硝酸根存在,则
在阳极上:
当阳极发生钝化而析氧时,由于焦磷酸盐容易和铜离子形成大分子链状络合物。这种链状络合物的扩散速度很小,使溶解的Cu2+不容易离开阳极,造成阳极附近Cu2+的积累,提高了阳极极化,使金属的继续溶解发生困难。此时,由于氧的析出,阳极表面生成氧化膜而使阳极钝化。因此,生产中要加入辅助络合剂,如酒石酸盐、柠檬酸盐、氨三乙酸盐、氨水、草酸盐等来改善阳极溶解,以防止钝化。
(二) 镀液成分和作用
表 3-8 焦磷酸盐镀铜溶液的组成和工艺条件
镀液成分(g/L)和工艺条件 1 2 3 4
焦磷酸铜
硫酸铜
焦磷酸钾
柠檬酸钾
柠檬酸铵
磷酸氢二钾
硝酸铵
氨水
二氧化硒
2一巯基苯并咪唑
PH
温度
阴极电流密度
阴极移动
注:1、3号配方适用于一般镀铜;
2号配方适用于光亮镀铜;
4号配方适用于滚镀。
1.焦磷酸铜
焦磷酸铜是镀液的主盐,供给铜离子。因焦磷酸铜的来源不同,铜含量也有波动,配方中所列的焦磷酸铜含量一般以分析量计算。焦磷酸铜也可自行制备,即用硫酸铜与焦磷酸钠生成焦磷酸铜沉淀,将沉淀溶于过量焦磷酸钾溶得到焦磷酸铜的络合物。镀液中如有少量硫酸根存在,一般镀铜时,对镀液性能并无明显影响。
镀液的含铜量对镀液性能有较大影响,它影响镀液的阴极极化作用和工作电流密度范围,通常在22~38g/L(以Cu计算)范围内。在光亮镀铜液中,铜含量为25~35g/L。如铜含量过低,不但镀层光亮度和整平性差,而且允许的工作电流范围狭窄;若铜含量过高,极化作用降低,镀层粗糙,此时,要获得良好的镀层,必须相应提高焦磷酸钾的含量,这反而会千万镀液粘度增加,导电能力降低,镀件出槽时带出的镀液增多,提高生产成本。
用于钢铁件预镀的焦磷酸镀铜,为了使铜的平衡电位向负值偏移,减缓置换铜的速度,从而获得良好的结合力,铜含量一般不超过10/g/L
2.焦磷酸钾
由于焦磷酸钾的溶解度大于钠盐,钾离子的迁移率较高,钾盐溶液有较高的电导,所以都采用焦磷酸钾作为铜的络合剂。此外,镀液中还必须有一定量的游离焦磷酸钾存在,它的作用为:①使焦磷酸铜络合物稳定,防止沉淀产生;②改善镀层质量提高镀液分散能力;③改善阳极溶解状况。
在生产中,常以镀液中焦磷酸根的含量与铜含量,即P值来控制镀液的成分。实践表明,P值应保持在7~8:1的范围为好,8.5:1或更高的比例促使形成正磷酸盐的趋势增大,阴极电流效率下降,光亮电镀范围亦相应缩小,P值低时,阳极溶解性差,镀层结晶粗糙,分散能力不好,镀液也不太稳定,P值可适当提高,对于预镀溶液,P值可高于25以上,甚至高达50。
3.硝酸盐
硝酸盐可以提高工作电流密度的上限,减少针孔,降低镀液的操作温度,提高分散能力等,但明显降低电流效率,这是由于硝酸根离子与氢作用,降低了阴极极化:
生成的铵离子与铜有络合作用,减少高电流密度区域的“烧焦”趋势,加入NHNO比加入KNO对提高容许的电流密度范围和改善镀层质量更有效。
在焦磷酸盐铜溶液中如已加有柠檬酸盐成分,镀铜后再要进行镀镍的复杂深孔零件,为了防止硝酸盐带入镀镍液,应尽可能不加或少加硝酸盐。
4.柠檬酸盐、酒石酸盐、氨三乙酸和氨水
这些物质都能和铜生成络盐,在焦磷酸盐镀铜中起辅助络合剂作用。它们发送镀液分散能力、增强镀液的缓冲作用、促进阳极溶解、增大容许电流密度和提高镀层的光亮度有一定的作用。其中以柠檬酸盐的效果较好,控制用量为10~30g/L。含量过低效果不明显,过高镀层易产生毛刺,光亮镀层易生成雾状,若用酒后酸盐或氨三乙酸盐代替柠檬酸盐,效果基本相似,但镀层的整平性和光亮度稍有逊色。
在焦磷酸盐镀铜溶液中,可加入铵离子以改善镀层外观,生成更均匀和光亮的镀层,并改善阳极溶解,但过量的氨会导致形成氧化亚铜,降低结合力,因而是不可取的。由于氨易从槽液中挥发,需每天添加补充,含量为1~3g/L。
5.正磷酸盐
镀液中正磷酸盐是由焦磷酸盐水解生成的,当浓度在100g/L以下时,对电镀过程无有害的影响,可促进阳极溶解和提高镀液的缓冲性能,但起过上限,镀液电导和光亮电镀范围将会缩小,镀层出现条纹。
正如前述,镀液PH值低于7、P值高、镀液的局部过热等因素皆会引起正磷酸盐的升高,用化学方法去除正磷酸盐较为困难,因而在生产中要严格控制工艺规范,以延缓焦磷酸盐的水解过程。
6.光亮添加剂
在焦磷酸盐的镀液中添加含疏基(-SH)的化合物能获得光亮的铜镀层。但大多数含疏基的化合物在镀液中不稳定。其中效果最好的是2-蔬基苯并咪唑,又称麻风宁或MB防老剂,它能使镀层光亮,还有一定的整平作用,并可提高工作电流密度,用量为0.0001~0.005g/L。
2-疏基苯并噻唑(M促进剂)和2-疏基苯并咪唑有类似的结构,来源较广,但效益稍差。两者可以并用。
为了能获得更好的光亮度和降低镀层内应力,需要加入SE02;或亚硒酸盐作为辅助光亮剂。其含量为0.008~0.02g/L,当镀液经过双氧水处理后,因亚硒酸盐被氧化,应当重新调整方能获得满意光亮铜镀层。
应该指出,光亮添加剂在所控制的有限浓度范围内使用时,能改善铜镀层的晶粒组织,起到光亮剂的作用,并使镀层有一定的整平性。但添加剂浓度过高时,从其分解出来的产物会引起铜镀层发脆。因此,不应该加入多于消耗量的添加剂。
(三)工艺条件的影响
1.PH
焦磷酸盐镀铜溶液的PH值对镀层的质量和镀液的稳定性有直接的影响,镀液PH值的最佳值是8~9,此时,阳极和阴极电流效率都接近100%,也不存在化学溶解破坏镀液成分的问题,且具有高的缓冲能力。正如前述,PH值超过范围会导致焦磷酸盐的水解,生成正磷酸盐或沉淀。同样,PH值太高,阳极溶解变差,工作电流密度范围缩小,镀液分散能力和电流效率皆会下降。
镀液PH值低时可用氢氧化钾调节。如镀液中同时缺少铵离子,也可用氨水调整,降低PH值可采用焦磷酸、柠檬酸调整,在含有硝酸盐的镀液中,也可用适量的硝酸,为了防止镀液中正磷酸盐的积累,应避免用磷酸调整PH值。
2.温度和电流密度
焦磷酸盐镀铜的温度可以提高电流密度值,但温度过高会使氨的挥发增多,高于60℃会导致迅速形成正磷酸盐。温度过低(低于35℃),镀层会“烧焦”,虽可适当降低电流密度来避免,但沉积速度太慢,镀层易氧化,因此,温度一起都控制在40~45℃,电流密度为0.8~1.2A/dm2(采用阴极移动)。此时电流效率接近100% 。
3.搅拌和阴极移动
镀液在工作时必须进行强烈搅拌。不仅可以降低浓差极化,增加镀层的光亮度,而且能增加工作电流密度,如没有足够的搅拌,会获得棕褐色的镀层,且工作电流密度范围急刷下降。
镀液的搅拌可用阴极移动和空气搅拌,同时配合连续过滤效果更佳。阴极移动的频率为15~30次/min。一般镀铜可采用下降,光亮镀铜采用上限。移动行程为10cm左右。当用压缩空气搅拌时,应采取措施防止油类等不净物沾污镀液。
4.铜阳极
阳极材料不仅要考虑纯度,而且也要注意到和阳极溶解有关的金属结晶组织。铜阳极应选用坚实、结晶细致的电解铜板为宜,如经压延加工,则效果更好。
在电镀时,阴阳极面积之比一般为1:2。阳极电流密度不超过1A/dm2。如阳极电流密度过大,镀液中又缺乏焦磷酸钾、柠檬酸盐、酒石酸盐等成分时,阴极上会生成浅棕色的薄膜而钝化。
在电镀过程中,铜阳极上会产生一定量的“铜粉”(氧化亚铜)。其形成原因为:
(1)阳极的不完全氧化:
(2)铜阳极和镀液中二价铜离子的反应;
(3)二价铜被铁还原,特别是经过浸酸后的活化铁,反应更易进行:
“铜粉”附着在镀件上,镀层产生毛刺,因而必须用阳极护框或阳极袋,一旦产生“铜粉”,可用双氧水氧化,使其与焦磷酸根络合:
(四)镀液的配制
将计算量的硫酸铜和焦磷酸钠分别用热水溶解(1份重量硫酸铜需要焦磷酸钠0.54份,可制得0.6份焦磷酸铜),在不断搅拌下,将焦磷酸钠慢慢地倒入硫酸铜溶液,此进生成焦磷酸铜沉淀,直至上层溶液接近无色,PH为5左右。若PH值偏低或上层溶液呈淡绿色,则为焦磷酸钠的用量不足,需补加焦磷酸钠。倒去上层清液,用清水洗涤沉淀数次,如在洗涤过程中铜盐水解而使上层清液变混蚀,则可在清洗水中加入数滴磷酸。弃去清水,得到沉淀备用(若直接使用商品焦磷酸铜,可省略以上步骤)。
将计算量的焦磷酸钾溶解在三分之二的水中(若镀液配方中有磷酸氢二钾,则可共同溶解),再加入上述焦磷酸铜,不断搅拌,使其溶解,此时溶液由无色变为蓝色,再加入其他成分。
光亮剂2-疏基苯并咪唑和2-疏基苯并噻唑应先配成20g/L的溶液,使用时要稀释到1g/L的浓度后再加入镀液,以免与铜盐发生絮状沉淀。
配制结束以后,即可用柠檬或氢氧化化钾调节PH值,然后加入1~2mL/L的30%双氧水和3~5g/L活性炭,加热到50℃左右,搅拌1~2小时,静置过夜后过滤即成镀液。
(五)杂质影响和去除方法
在焦磷酸盐镀铜时最常遇见的杂质是氧化物、油,以及有机添加剂的分解产物,这些物质积累到一定量时,镀层的光亮度等性能将会受到明显影响。
氰化物和油将产生有条纹的暗镀层,并会降低有效电流密度范围,当用氰化物镀铜液打底时,彻底的清洗可防止氰化物的污染;采用电镀专用压缩空气净化装置搅拌镀液,以免油的污染。
氰倾物(能用联苯胺铜检验出来)可用30%的双氧水1~2mL/L或高锰酸钾0.1~0.2g/L来处理,在用氰化物镀铜打底之后,由于表面残留氰化物的痕迹所造成其后镀铜层出现条纹和不均匀倾向,可以在焦磷酸盐镀铜之前用焦磷酸钾溶液进行短时间的阴极处理来克服。
镀液中油的污染可以用2.5~6g/L的活性炭,在55℃的温度下处理4~8小时来除掉。
焦磷酸盐镀铜溶液对金属杂质有较大的承受能力。这是因为很多金属离子都能和焦磷酸钾开成络合物而失去作用。但当这些金属杂质超过,定量后,镀层会出现雾状外观,重则镀层呈暗红色,结晶粗糙,可用电解去除,但速度很慢,少量可用氨三乙酸盐掩蔽,较高含理量的 可用氧化、加温、提高PH而使其沉淀的方法处理、但由于部分铜离子也许随沉淀,使铜损耗。镍离子的含量超过5g/L时,易使镀层结晶粗糙,增加焦磷酸钾的含量可减少它的影响。
添加剂的分解产物过多,能产生有应力的脆性镀层。控制添加剂的使用量以及临时性净化镀液的措施,能使分解产物减去最低含量,为了彻底除掉这些分解产物,单纯使用活性炭处理不能充分净化,最好在活性炭处理后,再用双氧水处理,然后重新用活性炭处理。所用活性炭要试剂级,否则无效。
焦磷酸盐镀铜常见故障及处理方法见表3-9
表 3-9 焦磷酸盐镀铜常见故障与处理方法
故障现象 原因及处理方法
镀层易烧焦
镀层粗糙呈暗红色
镀层有毛刺
镀层有针孔
电流效率低或镀不厚
镀层起泡、结合力不好
光亮范围窄
(六)焦磷酸盐镀铜层的结合力
焦磷酸盐镀铜层结合力不良主要是因为钢欠缺件在镀液中存在置换反应。在置换的疏松铜粉上继续电镀,得到的铜镀层与基体不能牢固结合,发生置换反应的原因在于铜和铁的电极电位相差很大,它们的标准电位:
铜:
铁:
铜的标准电位比铁正得多,因此当铁件浸入铜的溶液中即发生置换反应:
在焦磷酸盐镀铜溶液中,焦磷酸盐对Cu2+虽有一定的络合能力,但并不强,使铜的电位向负值偏移不多,而和铁的电位相差甚大。它们的电位分别为:
铜的平衡电位:
铁的稳定电位:
由于在焦磷酸镀铜溶液中铜和欠缺的电位仍相差较大,置换反应不可避免。
结合力不好的其他原因,有的认为是钢铁件在该镀液中表面处于钝化状态,镀液的PH值属弱碱性,去污能力很弱,表面处理不慎,必会影响结合力。
解决结合力不良的方法有下列四种:
1.预镀法
有焦磷酸盐预镀铜、预镀镍、氰化预镀铜。目前以预镀镍较常用,镀液成分和工艺规范可参照普通镀镍。
2.化学浸渍法
将经除油和酸洗后的钢铁零件,在规定的溶液中浸渍,置换上一层很薄的较致密的结合力良好的铜层,常用配方见表3-10
表 3-10 化学浸渍法配方及工艺条件
溶液组成(g/L)
及工艺条件 1 2 3
预浸 浸铜
硫酸铜
硫酸
盐酸
丙烯基硫脲
焦磷酸钾
柠檬酸钠
PH值
温度
时间
注:配方1经预浸后,不进行水洗直接镀铜。若在室温下,零件浸铜不到30秒就生成红色铜层,则丙烯酸硫脲太少,应及时调整。浸铜后零件表面应形成均匀的薄铜层;用配方2、3浸渍后,不经水洗直接进行焦磷酸盐镀铜。
实践证明,经过化学浸渍得到的铜层,结合力良好。但丙烯基硫脲价格较高,且稳定性较差,易分解。
3.活化处理法
活化处理法是在含铜量极低的熔液中,将钢铁零件作为阴极进行电解处理。此时,由于电解的阴极电流效率极低,阳极上又大量析氧,钢铁零件表面受到了电化学活化。与此同时,溶液中极微量的铜逐步沉积在活化的零件表面上,这层铜非常薄,肉眼难以看出。活化处理后的零件进行焦磷酸盐镀铜,所得镀层的结合力令人满意。活化处理液的组分和工艺条件见表3-11。
表 3-11 活化处理液的组分和工艺条件
成分(g/L)和工艺条件 酸性活化液 碱性活化液 柠檬酸盐活化剂
硫酸铜
盐酸
六次甲基斯铵
焦磷酸钾
柠檬酸钠
硫酸
海鸥洗涤剂
pH
阴极电流密度
温度
阳极材料
时间
4、焦磷酸盐直接镀铜
由于焦磷酸盐镀铜时产生铜的置换以及被镀件表面处于钝化状态而造成结合力不良,因此提出大大提高镀液中焦磷酸钾的浓度,可以防止钢铁件表面钝化,因而能直接得到结合力良好的镀层。
镀液成分和工艺规范如下:
焦磷酸铜
焦磷酸钾
草酸
pH
温度
电流密度
五、其他类型镀铜
正如前述,氰化物镀铜在获得镀层的质量等方面具有不少优点,但镀液具有毒性和沉积速度慢等缺点;酸性硫酸盐镀铜和焦磷酸盐镀铜在镀前处理及预镀等工艺方面又增加了镀铜工艺的复杂性。因此,寻找代用氰化物,并能在钢铁零件上直接镀铜的镀液已引起电镀工作者的普遍重视。
铜能与许多络合剂形成络合物,而且都具有颇大的稳定性。属于这些铬合剂的在无机物中有焦磷酸,在有机物中有含羟基的羰酸、多元羰酸(酒石酸、柠檬酸和草酸等)、多元醇(乙二醇、丙三醇)和氨衍生物(乙二胺、乙二胺四乙酸)等。因此,在寻找新镀液的前提是从能否与铜结合成稳定性高的络合物出发,然后按照电镀工业上的指标(质量、经济、安全和维护等)来确定其应用价值。
就目前试验结果和工业上已应用的其他镀铜液配方及规范简述如下:
(一)HEDP镀铜
HEDP即羟基乙叉二膦酸(以HSL表示),它与铜生成的络合状态随条件的不同而异。
在电镀溶液所确定的配方范围内,当PH为9~11时,主要生成HEDP/Cu摩尔比值为2的络合物,其结构估计为
1 镀液成分和规范
铜
HEDP
碳酸钾(或硫酸钾)
pH
阴极电流密度
温度
阴极面积:阳极面积
阴极移动
上述基本配方中,不加导电盐K2CO3(或K2SO4)也能获得结合力良好的细致光洁镀层。加入少量硝酸钾5~10g/L,能显著提高允许电流密度范围,但明显降低了电流效率。因此,根据工艺和对镀件的具体要求,也可考虑到镀液中加入硝酸钾或硝酸铜等成分。
2. 镀液中各成分的作用及操作条件的影响
(1)主盐可用碱式碳酸铜或硫酸铜或硫酸铜。Cu2+的浓度与允许电流密度及分散能力有关。Cu2+浓度过低,光亮范围缩小,允许电流密度下降;Cu2+浓度过高,分散能力降低,为了使电流密度,分散能力、沉积速度等性能达到较理想的指标,铜含量在8~12g/L范围为宜。
(2)HEDP是主络合剂。在镀液中主要络合装态随镀液中HEDP/Cu的克分子比和pH值而异。当其比值在3/1~4/1时所获得的铜镀层结合力好,外观细致光亮。如比值太低,镀层光亮区范围缩小,分散能力降低,且结合力不良,阳极亦易钝化。HEDP/Cu比值太高,电流效率降低,镀液成本也相应上升。因此,当镀液中铜含量在8~12g/L时,一般维持HEDP的浓度为80~120。
(3)过氧化氢是为氧化HEDP液体中存在的少量还原性杂质(如亚磷酸根PO33-),用量视HEDP材料而定。用量过多,会使HEDP破坏并转化为无机磷酸根。通常用量在2~4mL/L。
(4)辅助络合剂酒石酸钾 可降低镀层外观粗糙度,减少孔隙牢,但降低了分散能力。通常含量为8~16g/L为宜,过高,可能会缩小镀层光亮区范围,过低则效果不明显。
(5)镀液的pH值是对获得结合力良好与否的主要因素之一。关于镀液不同的pH值对铜和铁稳定电位的影响,见表3-12
表 3-12 pH对铜和铁稳定电位的影响
镀液pH值 φ φ 备注
8.5
9.5
10.5
11.5
注:基本镀液组成为:Cu2+=0.15m/L, HEDP=0.45md/L, pH值用KOH调节,温度为50℃。
由上表可知,镀液pH值低时(PH<=8.5),铜络离子稳定性下降,易产生置换铜 ,结合力不佳。镀液pH值在9以上时,没有铜的置换现象,结合其他工艺要求,pH值可控制在9.0~10.0为宜。
(6)HEDP镀铜的温度范围较宽,在30~50℃之间都可获得合格的铜镀层,温度偏于下限时,铜镀层外观光亮性稍差,分散能力也降低;温度过高,消耗能源多,槽液挥发量也多,但分散能力较高(温度自30℃升高至50℃时,分散能力自30%提高至67%)。
(7)阴极电流密度的大小,特别当铁零件入镀槽时的起始电流密度的大小,对能否获得结合力良好的铜镀层影响颇大。有数据表明,当镀液基本配方不变的情况下,起始电流密度在0.2A/dm2时获得的铜镀层结合力不良,而在1~1.5 A/dm2能镀得结合力不合格的铜镀层,同时,电流密度的大小,还取决于镀液的温度、浓度及采用阴极移动与否。
(8)阳极材料在HEDP镀铜时采用高纯轧制铜板为好,电解铜板易产生“铜粉”。为尽量避免阳极泥污染电镀液,阳极最好使用尼龙套。
阳极电流密度控制在1.6 A/dm2以下时,不发生阳极钝化现象。通常用1 A/dm2。阴极和阳极面积之比为1:1左右。
镀液中HEDP/Cu摩尔比降低或无机磷酸根量增加,易使阳极钝化。磷酸根含量高时,阳极表面易生成棕红色膜,经X射线衍射法测定为Cu2O物相。
3.镀液配制
按需要量称取HEDP,加入30% 2~4mL/L,以氧化HEDP中的亚磷酸等还原性杂质,搅拌后用水稀释至总体积的60%左右,再逐渐加入KOH的浓溶液(KOH要缓慢加入,以防止中和放热反应过分激烈,必要时可用水浴冷却),调节溶液pH值对8左右(用广范pH试纸测定即可)。逐渐加入固体铜盐以及导电盐(K2CO4或K2SO4)。待全部溶解后,如pH值偏低,可再用KOH浓溶液调节pH互通有无 9~10(可用精密试纸或pH计测定)。最后加入稀释至所需体积。
如需要加入酒石酸钾或硝酸钾,可在稀释前加入需要量。
(二)柠檬酸—酒石酸盐镀铜
柠檬酸和酒石酸盐都是铜的良好结合剂,当两者配合使用时,效果更为显著,且酒石酸盐比柠檬酸有更强的吸附作用,对电极表面有活化作用。
镀液中柠檬酸和铜形成络合物的反应如下:
在碱性溶液中形成的这种混合配体络合物[Cu(OH)2(Cit)2]6-是比较稳定的,较铜的焦磷酸盐络合物要更稳定性,该络合离子在阴极上放电有较大的阴极极化作用。
阴极过程为:(Cit)3-系柠檬酸根离子
当溶液中有少量酒石酸钾钠存在的,也能与铜形成络合物:
铜酒石酸络合物比铜柠檬酸络合物更稳定,有利于提高阴极极化,提高镀层结合力和增加镀液的稳定性。
由于铜的柠檬酸是酒石酸形成了较为稳定的络合物,所组成的镀液能防止钢铁零件对铜的置换现象,因而生产中已有使用作为直接镀铜的工艺之一。
1.镀液成分及工艺条件
碱式碳酸铜 55~60g/L
柠檬酸 250~280 g/L
酒石酸钾钠 30~35 g/L
碳酸氢钠 10~15 g/L
二氧化硒 0.008~0.02 g/L
防霉剂 0.1~0.5 g/L
pH 8.5~10
温度 30~40℃
电流密度 0.5~2.5A/dm2
阴极移动 25次/min
阴阳极面积比 1:1~1.5
2.成分的作用及工艺条件影响
(1)碱式碳酸铜 提供铜离了的主盐,碱式碳酸铜CU(OH)2 CUCO3 nH2O含量为52~56%,故镀液中铜的含量在30g/L左右。若直接采用硫酸铜或硝酸铜为主盐,SO42-及NO3会影响镀的结合力。可用硫酸铜和碳酸钠按一定量混合制备碱式碳酸铜。其反应式如下:
主盐含量影响允许电流密度范围,适当提高主盐含量可以提高电流密度和沉积速度。但含量过高,阴极极化降低,镀层结合力下降。
(2)柠檬酸 它是含三个羧基和一个羟基的有机酸,它的含量和镀液的pH值直接影响络离子的稳定性。当铜的含量为30g/L时,柠檬酸的最佳含量为250~280g/L,即的比值保持在8~9为宜。柠檬酸含量过低降低了阴极极化,镀层结合力下降;含量过高,镀液的粘度增加,影响镀液的导电能力。
(3)酒石酸钾钠 酒石酸钾钠在镀液中作为辅助络合剂。实践证明,仅含有柠檬酸为主络合剂的镀液,钢渡层颇为粗糙,光亮区范围狭窄,结合力低于浸铜工艺。当加入酒石酸钾钠成分以后,可大为增加光亮区和电流密度范围,和SeO2配合使用,可获得满意的光亮铜镀层。酒石酸钾钠还有利于阳极溶解。其含量控制在30g/L左右,含量高时会使铜镀层硬度增加。
(4)碳酸氢钠 是镀液的缓冲剂,以提高镀液pH值的稳定性。
当镀液的pH值升高时,上述反应向右移动,补充了镀液中H+ 的浓度,从而起到调节镀液pH值的作用。
(5)二氧化硒 无机光亮剂,微量的SeO2就能使镀层光亮,最佳含量为0.01g/L。
(6)pH值 镀液的pH值直接影响柠檬酸和酒石酸盐对铜的络合能力,随着pH值的升高,它们的络合能力提高,阴极极化增加,镀层的结合力亦相应提高;当pH〉10时,光亮区范围减小,易烧焦,阳极区易生成Cu(OH)2沉积物,进而转成CU2O(铜粉)。故pH值的最佳范围9.0±0.2。
(7) 温度的影响 随镀液温度的升高,导电能力增加,浓差极化降低,光亮区范围扩大,允许电流密度提高。但温度升高,降低了镀层的结合力。温度在25~50℃范围都可以得到正常镀层,最佳温度为30~40℃。
3.镀液的配制
(1)用1/2体积的蒸馏水将柠檬酸溶解,加入KOH将pH值调至3~4左右。
(2)将碱式碳酸铜用水调成糊状,并在不断搅拌下慢慢倒入槽内。此时有大量气体析出,严防溢出。
(3)在搅拌下加入KOH,使pH值粗调至9左右。
(4)加入活性炭1~3g/L,搅拌均匀,静置24小时后过滤。
(5)用水分别溶解酒石酸钾钠、碳酸氢钠和光亮剂,加入槽内。稀释槽液至所需体积。
(6)用柠檬酸或KOH溶液调节pH值至9.0±0.5后即可试镀。
(三)三乙醇胺碱性光亮镀铜
三乙醇胺碱性光亮镀铜工艺由于维护简便,镀液的分散能力和深镀能力较好,阴极允许的电流密度较高,沉积速度快,所获得的铜镀层光亮均匀,韧性又好,目前已在一些电镀厂应用,特别对管状零件的镀铜,更为适宜。
镀液配方和工艺条件如下:
铜离子
三乙醇胺
氢氧化钠
硝酸钾
氨三乙酸
A-1
B-2
温度
阴极电流密度
阴极移动
阳极面积:阴极面积
周期换向
以上配方中铜离子是以氧化铜形式加入。它的浓度影响电镀时的电流密度、络合剂的添加量、镀液的分散能力以及镀层的光亮度。因此,在控制阴阳极面积之比是稳定镀液中铜离子浓度的关键之一。必要时可适当补充氧化铜以维持铜离子的平衡。
镀液中三乙醇胺是铜的主络合剂,当有氢氧化钠存在时,可大大提高三乙醇胺和铜的络合稳定性,从而加大阴极极化作用,获得结晶较为细致的铜镀层。通常三乙醇胺与铜离子的比控制在12:1左右为宜。镀液中过高的络合剂浓度将导致镀液粘度增加,铜离子的迁移受到阻滞,浓差极化增加,镀层易烧焦。络合剂浓度过低,镀层较为粗糙,光亮范围也会为窄。
硝酸钾除作为导电盐以外,可防止镀件电流密度分布小的部位出现“黑洞区”(即该区被热的碱性镀液钝化形成黑色的氧化铜薄膜)而影响结合力,以及促进阳极溶解的作用。硝酸钾在镀液中的含量也不宜过多,否则带出的NO相对较大,可能污染其后的镀镍槽液,过多的NO-3还会在阴极放电,从而降低阴极电流效率。
氨三乙酸的存在,可使铜镀层具有韧性,其控制含量在5~10g/L,过量增中氨三乙酸的浓度会提高镀液成本,也无有益的作用。
A-1在镀液中的存在可获得光亮的铜镀层。B-2能扩大电流密度范围,提高电流密度上限。两者配合使用,可获得令人满意的铜镀层。
镀液配置方法和步骤如下:
(1)制备氧化铜。将计算量的硫酸铜用热水溶解,加入计算量的氧化钠,加入时要剧烈搅拌。此时有蓝色的氢氧化铜沉淀出现。待沉淀完全后,加热或通入蒸汽,使氢氧化铜脱水成为褐色的氧化铜沉淀。经三次漂洗清液,以去除SO4-2离子,所得氧化铜沉淀备用。
(2)按配方用量的氢氧化钠和三乙醇胺溶于1/2体积的水中,搅拌均匀。
(3)将上述氧化铜用水调成糊状,在搅拌下加入盛有三乙醇胺、氢氧化铵的镀槽中,充分搅拌至氧化铜完全溶解,此时溶液呈深蓝色。
(4)用水溶解配方量的硝酸钾并加入槽液。
(5)用计算量的氢氧化钠溶解氨三乙酸,加入槽液。加入使槽液规定容积。
(6)加入3g/L活性炭不断搅拌1小时,静止后过滤。
(7)加入光亮剂A-1和B-2,即可试镀。
(四)乙二胺镀铜
乙二胺(简写En)能与铜结合稳定性相当高的螯合物:
它在水溶液中甚难电离:
[Cu(En)2]2+Cu2++2En
(25℃时)
曾经试用过的镀液配方为
CuSO4•5H2O
En
Na2SO4•10H2O
(NH4)2SO4
温度
pH
电流密度
阴阳极面积之比
配置上述镀液时,先用70~80℃热水溶解硫酸铜,所得溶液却到40~50℃后在不断搅拌下加入已调成20%的乙二胺溶液,此时生成蓝紫色的铜螯合物,冷却溶液至30~35℃时,加入硫酸钠和硫酸铵溶液。经0.8~1.0A·h/L电解处理后即可使用。
自上述镀液中获得的铜镀层结晶细致且孔隙率很低,镀液分散能力相当好。
六、铜镀层的镀后处理及退除
(一)铜镀层的镀后处理
如零件镀铜后不再镀覆其他镀层或只在表面覆盖有机涂层,为了提高铜镀层的抗变色能力,要进行钝化处理。钝化处理的工艺方法有电解钝化法和化学钝化法。
1、电解钝化法工艺条件
重铬酸钠(Na2Cr2O7•2H2O
冰醋酸
温度
阴极电流密度
时间
阳极
2、化学钝化法工艺条件
铬酸酐
硫酸
氯化钠
温度
时间
3、无铬化学钝化法工艺条件
第一次苯并三氮唑
温度
时间
第二次苯并三氮唑
温度
时间
硫酸
氯化钠
温度
时间
(二)不良铜镀层的退除
钢铁基本上不良铜层的退除有电解法和化学法两种。
2 电解法退铜(被退镀零件作为阳极)
配方1:硝酸铵
铵三乙酸
六次甲基四胺
pH
温度
阳极电流密度
配方2:硝酸钾
硼酸
pH(用硝酸调节)
温度
阳极电流密度
配方3: 铬酸酐
硼酸
硫酸钡
温度
阳极电流密度
3 化学退铜
配方1:间硝基苯磺酸钠
氰化钠
氨水
温度
说明:氨水也可不用,但溶液温度应提高到80~90℃。
配方2:硝酸
氯化钠
温度
说明:退镀时,零件表面不能有水。
配方3:铬酸酐
硫酸
温度
配方4:氰化钠
氢氧化钠
说明:本配方为退除薄铜层使用。
第二节 镀 镍
一、镍镀层的性质和用途
镍是白色微黄的金属,具有铁磁性。通常,在其表面存在一层钝化膜,因而具有较高的的化学稳定性。在常温下,对水和空气都是稳定的。易溶于稀酸,在稀硫酸和稀盐酸中比在稀硝酸中溶解得慢;遇到发烟硝酸,则呈钝态。镍与强碱不发生作用。
镍的标准电极电位为-0.25V,比铁的标准电极电位正。镍表面钝化后,电极电位更正,因而铁基体上的镍镀层是阴极性镀层。
镍的一些物理化学常数列于表3-13。镍镀层的性能与采用的镀镍工艺有密切关系,工艺不同,获得的镍镀层的性能也不同,表3-14列入几种不同镀液中沉积出镀层的物理性质。此外,即使采用同一镀液,由于操作条件不同,所获镍镀液的性质也不同。
镀镍的应用面很广,可分为防护装饰性和功能性两方面。
表 3-13 镍的一些物化常数
元素符号
原子序数
原子量
通常显示的化合阶
密度
熔点
沸点
电化学当量
标准电极电位
表 3-14 几种不同镀镍溶液中所获镍镀层的物理性质
槽液类型 基本组成 极限强度 屈服强度 延伸率 硬度 内应力
瓦特镀镍液
含NH4+的高硬度瓦特镀镍液
全氯化物镀镍液
氨基磺酸盐镀镍液
添加消除应力剂的氨基磺酸盐镀镍液
高浓度氨基磺酸盐镀镍液
氟硼酸盐镀镍液
作为防护装饰性镀层,镍可以镀覆在低碳钢、锌铸件、某些铝合金,铜合金表面上,保护基体材料不受腐蚀,并通过抛光暗镍镀层或直接镀光亮镍的方法获得光亮的镍镀层,达到装饰的目的。镍在城市的大气中易变暗,所以光亮镍镀层上往往再镀一薄层铬,使其抗蚀性更好,外观更美。另外,也有在光亮镍镀层上镀一层金,或镀一薄层仿金镀层,并覆以透明的有机覆盖层,或镀一薄层仿金镀层,并覆以透明的有机覆盖层,从而获得金色装饰层。塑料经处理后也可镀镍,使塑料零件金属化,既轻又美。自行车、缝纫机、钟表、家用电器、日用五金产品、仪表、汽车、摩托车、照相机等的零件均用镍镀层作为防护装饰性镀层。
在镍镀层的功能性应用方面,最令人注目的是修复电镀,在被磨损的、被腐蚀的,或加工过度的零件上镀比实际需要更厚的镀层,然后经过机械加工,使其达到规定的尺寸。尤其是近年来发展了刷镀技术,可在需要修复的部位进行局部电镀,进一步降低修复的成本。易磨损的轴类零件的修复常采用这一方法。
选择适当的镀液,可以高速度镀得韧性好、内应力低的镍镀层。这种镀镍工艺常用在电铸工业,用来制造印刷行业的电铸版、唱片模子以及其他模具。
厚的镍镀层具有很好的耐磨性,可作为耐磨镀层。尤其是近年来发展了复合电镀,以镍作为主体金属,以金刚石、炭化硅等耐磨粒子作为分散微粒,可沉积出夹有耐磨微粒的复合镀层,其硬度比通常的镍镀层高,耐磨性更好。若以石墨或氟化石墨作为分散微粒,则获得的镍-石墨或镍-氟化石墨复合镀层就具有很好的自润滑性,可用作为润滑镀层。
二、镀镍溶液的种类
镀镍溶液的种类很多,大致可分为电镀暗镍、半光亮镍与光亮镍,和特殊要求的镀镍三大类。电镀暗镍多用于要求厚镀层的功能镀镍,也常用作防护装饰性镀层,经抛光后,再镀光亮镍、铬或其他镀层。不同类型暗镍镀液的组成与工艺条件列于表3-15。半光亮镍与光亮镍主要用于防护装饰镀镍,而且常组成双层镍或三层镍,以达到较高的抗蚀性。其镀液组成无恙瓦特镍相同,仅添加不同的添加剂。特殊要求的镀镍则是针对不同的要求而言的,其镀液组成、工艺条件及主要途列于表3-16。
表 3-15 不同类型暗镍镀液的组成与工艺条件
镀液成分(g/L)与工艺条件 瓦特镀镍 全氯化物镀镍 硫酸盐-氯化物镀镍 全硫酸盐镀镍 氨基磺酸盐镀镍
无氯化物 含氯化物 高速镀液
硫酸镍
氯化镍
硼酸
氨基磺酸镍
抗针孔剂
温度
pH
阴极电流密度
搅拌类型
表 3-16 特殊应用镀镍溶液的组成与工艺条件
镀液成分(g/L)与工艺条件 滚镀镍 电镀黑镍 室温镀镍 氟硼酸盐镀镍 硬镍 高硫酸盐镀镍 镍-磷合金
硫酸盐镀液 氯化物镀液
低磷 高磷
硫酸镍
氯化镍
氟硼酸镍
硫酸镍铵
硼酸
硫酸镁
无水硫酸钠
硫酸锌
氯化锌
氯化铵
硫氰酸钠
磷酸
亚磷酸
温度
pH
阴极电流密度
三、瓦特(Watts)型镀镍(无光镍)溶液
大多数的镀镍溶液都是以瓦特型镀镍溶液为基础的。瓦特首先提出了下列组成的镀镍溶液:
硫酸镍
氯化镍
硼酸
现在使用的瓦特镀镍溶液多数在此基础上作了稍微变化。最典型的是用氯化钠代替氯化镍。虽然Na+对于含有有机添加剂的镀镍溶液是有害的,但由于氯化钠比氯化镍便宜,所以在某些情况下仍旧使用。现在所用的瓦特型镀镍溶液的组成与工艺条件列于表3-15,其镀层性能见表3-14。
硫酸镍是镀镍溶液中的镍离子的主要来源。提高硫酸镍的含量,即提高了Ni2+的浓度,就允许采用较高的电流密度,从而提高了电镀速度。通常,为了提高电镀速度,需用电流密度的上限时,往往不仅提高硫酸镍的浓度,同时也加剧搅拌,升高温度,并提高氯化物含量对硫酸盐含量的比。
氯化镍的作用有二,一是它能帮助阳极溶解,二是能提高溶液的导电率,从而降低了达到额定电流密度时所需的槽电压。
硼酸在镀镍溶液中起缓冲作用,它能稳定镀镍溶液的pH。当其含量低于20g/L时,缓冲作用较差;当其含量达到28~35g/LJF ,缓冲作用较强。对于在较低pH下使用的镀镍溶液,硼酸的缓冲作用是特别重要的,由于这类镀液中,H+的活度较高,H+的放电会引起阴极区中pH较快地升高,以至于生成氢氧化镍等杂物,这些杂物与Ni2+一起沉积出来,夹杂在镍镀层中,形成不合格的镀层。
采用瓦特镀镍液时,镀液浓度、电流密度、温度、pH和搅拌等,是互相影响的,图3-1表示在常规的工艺条件下,瓦特镀镍溶液的pH与所用电流密度间的关系,由图可见,镀液的pH值低,允许较高的电流密度。但它使瓦特镀镍液的电流效率与分散能力均有所下降,因此通常瓦特镀镍液的pH控制在3.5~4.5。图3-2表示当温度从60℃降至40℃时,上述关系的变化。由图可见,由于温度降低,操作范围明显地变窄。图3-3与图3-4表示由于氯化物含量的升高,以及搅拌的加刷,操作范围变宽。
图 3-1 常规的瓦特镍槽的工艺条件
图 3-2 40℃时瓦特镍槽的工艺条件
图 3-3 高氯化物的的瓦特镍槽的工艺条件
图 3-4 搅拌加剧时瓦特镍槽的工艺条件
此外,提高pH、温度、镍和氯化物的含量,均可提高瓦特镀镍液的分散能力。
在通常的工艺条件下,从瓦特镀镍液中可沉积出任意厚度的不光亮镍镀层,可满意地用于功能性镀镍。也可将这种镀层抛光后,作为防护装饰性镀层。抛光后的瓦特镍镀层不仅具有光亮的外观,而且还具有较好的抗蚀性能。
当用瓦特镀镍液沉积厚镀层作功能性应用时,镀层的机械性能是相当重要的因素。表3-17列出了各种因素对瓦特镀镍层机械性能的影响。
表 3-17 各种因素对瓦特镀镍层机械性能的影响
镀层性能 工艺条件的影响 镀液组成的影响
张应力
延伸率
硬度
内应力
四、氨基磺酸盐镀镍
氨基磺酸盐镀镍液的突出优点是能镀得低内应力的镀层,电镀速度快,镀液的分散能力优于用硫酸盐的镀镍溶液,主要用于功能性镀镍与电铸镍。
该镀液由氨基磺酸盐与硼酸组成,可根据不同的要求,考虑是否添加氯化物。并可根据需要,添加润湿剂、提高硬度或降低应力的添加剂。通常用萘磺酸作为降低应力的添加剂。其镀层性能见表3-14,镀液组成及工艺条件见表3-15。
采用不含氯化物的氨基磺酸盐镀液可获得内应力低,硬度中等、强度高、延展性好的镀层。若用含氯化物的镀液,则由于C1-的存在,可提高溶液的导电性,改善阳极的溶解,但会增加镀层的内应力,因此,应比瓦特镀镍液更严格地控制氯化物的含量,如果没有含硫镍阳极,为了保证阳极的正常溶解,5g/L的氯化镍是必要的。资料介绍,可用溴化镍代替氯化镍。因为溴与镍产生的应力是相同含量的氯化镍所产生应力的2/3。如果将氨基磺酸镍的含量提高到650~780g/L,就可用比通常的氨基磺酸镍镀液允许的电流密度高得多的电流密度,从而获得很高的电镀速度。
为了使镀层的内应力接近于零,必须严格控制电镀的条件。为此,在镀槽外另设一只容积为镀槽容积1/10~1/5的小槽,槽内置有低活性的镍阳极,使镀液循环通过此槽,并将槽中阴、阳极的电流密度均控制在0.5~1A/dm2,进行连续电解。当镍阳极在较高的电位下溶解时,氨基磺酸根阴离子就在阳极上被氧化,而产生了降低应力的化合物。
如前所述,氨基磺酸盐镀镍常用于功能性目的,此时镀层的机械性质就非常重要。表3-18列出了各种因素对氨基磺酸盐镀镍层机械性能的影响。
表 3-18 各种因素对氨基磺酸盐镀镍层机械性能的影响
镀层性能 工艺条件的影响 镀液组成的影响
张应力 1. 在规定的镀液温度范围内,受镀液温度变化的影响很小;
2. 不受阴极电流密度变化的影响;
3. 在规定的PH范围内,受PH变化的影响很小 1.随镍含量的提高而提高;
2.随氯化物含量的提高而提高;
延伸率 1. 当温度低于55℃时,随温度的升高而提高;当温度高于55℃时,随温度的提高稍稍降低;
2. 在规定的PH范围内受PH变化的影响很小 1.随镍含量的提高而降低
硬度 1. 当温度低于55℃时,随温度的升高而降低;当温度高于55℃时,随温度的升高而提高;
2. 当阴极电流密度低于5.4A/dm2时,随电流密度的提高而显著减少;当阴极电流密度高于5.4A/dm2时,随电流密度的提高而增加 1. 随镍含量的提高而增加;
2. 随氯化物含量的提高而增加
内应力 1. 不取决于镀液温度
2. 随阴极电流密度的提高,现稍降低,而后增大
3. 在规定pH范围内,不受pH变化的影响 1. 随镍含量的提高而稍增大;
2. 随氯化物含量的提高而显著增大
五、其他类型的暗镍
1.全氯化物镀液
此类镀液中仅含氯化镍与硼酸。从这类镀液中可镀得结晶细致、较硬、较光滑的镀层,但镀层应力较高,延展性较差。由于镀液中含有较多的氯化物,需要考虑设备的防腐问题。
2.硫酸盐-氯化物镀液
此类镀液中含有几乎等量的硫酸盐与氯化物,所得镀层的性能介于瓦特镀镍层与金氯化物镀镍层之间,镀层比瓦特镀镍层更平滑,结晶更细致,易于抛光,不易产生针孔,而镀层的延展性比全氯化物镀镍层好。采用这类镀液也需考虑设备的防腐问题。
3.全硫酸盐镀液
该镀液中仅含硫酸镍与硼酸,用于不溶性阳极的场合。由于镀液中不含氯化物,电解时不产生氯气,保证不溶性阳极(通常使用铅阳极)不会溶解,在给细长管子的内壁上镀镍时常需使用不溶性阳极,此时需使用此类镀液。
上述三类镀镍液的具体成分及工艺条件见表3-15
六、光亮镍
瓦特镀镍溶液中沉积的镀层是木色的,需经机械抛光,表面才会变得光亮。既需较多的劳动力,又费金属材料及抛光材料,是很不经济的。于是,发展了光亮镀镍,在通常的瓦特镀镍溶液中加入适当的光亮剂,可以直接镀得光的镀层,镀后不需抛光,典型的光亮镍渡液的配方与工艺条件见表3-19。
表 3-19 光亮镍镀液的组成与工艺条件
名称
硫酸镍
氯化镍
氯化钠
硼酸
糖精
丁炔二醇
香豆素
BE
791
十二烷基硫酸钠
pH
温度
电流密度
阴极移动
*采用压缩空气搅拌代替阴极移动时,配方中的十二烷基硫酸钠应改用低泡或无泡型润湿剂,如2-乙基己基硫酸钠。
镀镍光亮剂分为二类。第一类光亮剂又称初级光亮剂,包括芳香族磺酸、芳香族磺酰胺、芳香族磺酰亚胺、芳香族亚磺酸以及杂环磺酸等五种类型的化合物,常用的各类化合物见表3-20。这些化合物均具有=C-SO2-的结构,即具有一个以上的磺化基团,并在接近磺化基团的地方有不饱和碳链。
表 3-20 镀光亮镍用的第一类光亮剂
化合物的类型 典型光亮剂
芳香族磺酸
芳香族磺酰胺
芳香族磺酰亚胺
杂环磺酸
芳香族亚磺酸
第一类光亮剂有如下四个特点:
(1)能使镀层晶粒减少,具有一定的光泽,但单独使用时,不能产生会光亮的镀层,只有与第二类光亮剂配合使用,才能使镀层达到金光亮。
(2)能降低镀层的张应力,但用量过多时会给镀层带来压应力。
(3)由于具有=C-SO2-的结构,它能以新沉积的镍作为催化剂,在阴极上进行反应,生成相应的含硫化合物,这些含硫化合物最终还原成硫化物,以硫化镍的形式进入镍镀层,(一般亮镍镀层中含硫量达0.05~0.1%),从而使镀层具有较负的电位。例如:
(4)第一类光亮剂通过其不饱和链吸附在阴极表面的晶体生长部位,如顶端、晶体边缘处等。由于这些适宜于吸附的部位在数量上有限的,所以第一类光亮剂的容许用量一般在0.5~8g/L,对结合力与极限电流密度均无很大影响,而且能将控制量的硫夹入镀层。
第二类光亮剂又称次级光亮剂,它包括醛类、酮类、炔类、氰类和杂环类等五种类型的化合物。常用的第二类光亮剂表3-21。添加这类化合物可产生全光亮的镀层。这类光亮剂通常在镀层中引入含碳的物质,由于它们的分子中常含有双键、叁建等不饱和基团,使镀液具有较好的整平性。但单独使用时,会使镀层带来很大的张应力,使镀层产生脆性,必须与第一类光亮剂配合使用。
除上述两类光亮剂外,近年来又发展一类辅助光亮剂,它除具有第一类光亮剂的某些作用外,还能防止或减少针孔,与第一、二类光亮剂配合,加快出光和整平速度,对低电流密度区镀层的光亮起良好作用,并能降低其他光亮剂的消耗。辅助光亮剂具有不饱和碳相连接。例如:乙烯磺酸钠(CH2=CHSO3Na)、烯丙基磺酸钠(CH2=CH-CH2SO3Na)、3-氯-2-丁烯-1-磺酸钠(CH3-CHClCH=CHSO3Na)、苯乙烯磺酸钠、丙炔磺酸钠( 单烯丙基硫酰胺( ) 双烯丙基硫酰胺 等。目前用得较多的是烯丙基磺酸钠。
表 3-21 镀光亮镍用的第二类光亮剂
活性基因 化合物 典型光亮剂
综上所述,光亮镀镍具有下述特点:
(1)可由镀液中直接镀出光亮的镀层,而不需要抛光。
(2)由于光亮镍镀层中含有硫,所以光亮镍镀层更趋于阳极性,电位约在-110~160mV之间,抗蚀性较差。
(3)由于第二类光亮剂的使用,使镀层应力增大。
(4)光亮镍镀层具有层状的结构。
七、半光亮镍
为了提高镍镀层的抗蚀性,发展了半光亮镀镍。半光亮镀镍溶液采用不含硫的光亮剂 ,如香豆素,1.4-丁块二醇等,并采用甲醛、醋酸和甲酸等作为稳定剂,所以镀层中基本上不含硫(含硫量低于0.0005%),镀层电位较正,约在-30~60mV之间,抗蚀性较高。半光亮镍具有柱状的结构。由于半光亮镍镀液中所用的光亮剂多数含不饱和碳链,所以半光亮镍镀层的整平性较好;又由于在半光亮镀镍溶液中所加光亮剂含量很低,通常,半光亮镍镀层比光亮镍镀层较低的内应力。典型的半光亮镍镀液的配方与操作条件列于表3-22。
表中,配方1与配方2用香豆素作为光亮剂,它使镀层具良好的整平性,但易于分解生成邻羟苯丙酸,使镀层应力增加,韧性降低,镀液逐渐失去新配时所具有的优良性能。采用香豆素时,必须添加甲醛作为稳定剂,以抑制香豆素的分解。香豆素在镀液pH为4、电流密度较低时更容易分解,所以不宜用低电流密度电解法净化用香豆素作为添加剂的镀镍液,而代之对双氧水氧化法。
配方3以1,4-丁决二醇作为光亮剂,虽然比新配的含香豆素的镀镍液的整平性差,所获镀层的韧性也稍低,但它能保持稳定,整平性与韧性比使用较长时间、添加香豆素的镀液好。
表 3-22 半光亮镀镍液的组成与工艺条件
镀液成分(g/L)与工艺条件 1 2 3
硫酸镍
氯化镍
氯化钠
硼酸
香豆素
甲醛
丁炔二醇
醋酸
十二烷基硫酸钠
pH
温度
阴极电流密度
*甲醛易聚合生成白色沉淀物,影响镀层质量。使用甲醛时,应先过滤,并稀释至1/10后加入。过滤好的甲醛若暂时不用,也应冲稀至1/2保存。
八、多层镍体系及其抗蚀性
根据半光亮镍镀层电位较正、抗蚀性较高、亮镍镀层电位较负、抗蚀性较低的特点,将这两种类型的镍镀层组合起来,即将半光亮镍镀层作为底镀层,在其上再镀光亮镍。此时,相对于半光亮镍镀层,光亮镍镀层是一个阳极性镀层,若光亮镍镀层中存在孔隙,将下部的半光亮镍镀层暴露在外时,空气中的水分成为电解质,就形成了以光亮镍镀层为阳极,半光亮镍镀层为阴极的微电池,使腐蚀沿着横向在光亮镍镀层中发展,保护了半光亮镍镀层不被腐蚀,从而进一步保护了基本,达到了电化学保护的目的。于是可以采用较薄的镍镀层达到较高的抗蚀性,节约用镍。上述双层镍体系的防蚀机理可见图3-5,通常,在双层镍镀体系中,半光亮的镍镀层的厚度占2/3。光亮镍镀层的厚度占1/3。二层镍之间的电位约相差130mV,电位相差过少,起不到电化学保护的作用。
电镀三层镍体系则是上述双层镍体系的发展,是在半光亮镍镀层层与光亮镍镀层之间增加一层含硫量很高的(比光亮镍镀层更高,约为0.15%)极薄的镍镀层(约0.7~1μm)。由于该镀层中含硫量高,其电位就更负,所以当光亮镍镀层存在孔隙时,这层高硫镍镀层就成为阳极,保护了半光亮镍镀层与光亮镍镀层都不受腐蚀,常用的高硫镍液配方与工艺条件见表3-23。
表 3-23 高硫镍镀液的组成与工艺条件
镀液成分(g/L)与工艺条件 1 2
硫酸镍
氧化钠
硼酸
丁炔二醇
糖精
苯亚磺酸钠
十二烷基硫酸钠
pH
温度
电流密度
阴极移动(次/分)
为了保证各层镍镀层间有良好的结合力,电镀双层镍与三层镍时,应注意如下几点:
(1)将镀件取出或挂入镀镍槽中时,均应注意防止产生双性电极,最好采用带电入槽。
(2)在电镀双层镍时,为了保证半光亮镍镀层与光亮镍镀层间的结合力,镀件从半光亮镍镀槽中取出后,一般只用一道清洗,然后立即进入光亮镍镀槽,且在此道清洗水中,往往加入少量硫酸,使pH达3左右,以对镀得的半光亮镍镀层表面起活化作用。
(3)电镀三层镍时,作为中间层的高硫镍镀液含硫量较高,切勿将其带入随后的光亮镍镀液中去。为此,零件电镀完高疏镍后,需经较彻底的清选,再进入光亮镍镀液。
为了达到很好的抗蚀性能与抗暗性能,常在光亮镍镀层表面再镀上一层厚度为0.25~0.75μm的铬层,采用标准镀铬工艺或无裂纹铬工艺所获得铬层往往有肉眼可见的粗而少的裂纹或孔隙,将铬层下部的亮镍镀层裸露在外,由于镍的电位比铬正,在腐蚀介质中就形成了以铬为阴极、镍为阳极的微电池,裂纹或孔隙处裸露的镍层与整个镀铬层相比,面积小得多,此进形成的微电池中,阴极很大,阳极很小,通过阳极的腐蚀电流密度就很大,即通过此裸露的镍层的腐蚀电流密度很大,腐蚀迅速向纵深发展,很快贯穿到底层。若采用微间断铬(微裂纹铬或微孔铬),在铬层表面生成大量肉眼不可见的微裂纹或微孔,镍层在这些部位也会裸露在外,形成了无数个肉眼不可见的镍阳极,在腐蚀介质中,这些镍阳极与铬镀层(阴极)组合成无数个微电池,腐蚀电流分散在这无数个镍阳极上;从而延缓了腐蚀向纵深发展的速度。图3-6是标准铬与微间断铬腐蚀机理的示意图。由图可见,采用微间断铬后,由于腐蚀电流分散在整个镀层表面上,腐蚀电流密度大大降低,腐蚀速度也明显地减慢。
为了获得孔铬镀层,在一般的镍镀层(如光亮镍镀层、半光亮镍镀层、暗镍镀层、双层镍、三层镍等)上电镀一层复合镍层、称为镍封闭。
在通常的镀镍溶液中加入粒径为0.01~0.5μm的不溶于水的惰性微粒,搅拌使这些微粒悬浮,在一定的条件下进行电镀时,这些微粒就与镍离子一一起沉积出来,使所获镍镀层中均匀地分布着无数个不导电的微粒。在此外长镍镀层上镀铬时,嵌着惰性微粒的表面上就没有铬镀层沉积,即获得带有微孔的铬镀层,从而分散了腐蚀电流,降低了腐蚀电流密度,大大提高整个镀层体系的抗蚀能力。由于这些惰性微粒极小,且镍封闭镀层很薄,所以经镍封闭后套铬的镀层仍是全光亮的,不会因为微粒的嵌入而影响镀层外以。由于该镀层体系的抗蚀性能较大的提高,基体金属似被“封闭”在此体系中而不受腐蚀,故称为“镍封闭”。
镍封闭溶液的组成与工艺条件见表3-24。镍封闭溶液的基本组成与光亮镍液基本相同,仅增添了一些非导体微粒及促进剂。影响微粒共析的因素很多,主要有:
(1)微粒的选择。常用于镍封闭的非导体微粒有二氧化硅、硫酸钡、氧化铝等。微粒的直径与密度直接影响镍封闭的质量。微粒过大会使形成的微孔过大,起不到提高抗蚀能力的作用,而使镀层变得粗糙;微粒过小,会使生成的微孔过小,同样起不到提高抗蚀能力的作用。微粒的密度过大,会使其不易悬浮;密度过小,又会使其难于沉降,给溶液的处理带来困难。微粒的含量也应很好控制,过少则微孔数不足,达不到提高抗蚀能力的目的;过多则又会使镀层“倒光”、不亮、影响外观。
表 3-24 生产中应用的镍封闭工艺
镀液的成分(g/L)与工艺条件 1 2 3
硫酸镍
氯化镍
氯化钠
硼酸
糖精
丁炔二醇
乙二胺四乙酸二钠
二氧化钠
促进剂NC-1
促进剂NC-2
硫酸铝
LB-1
LB-2
LB-3
LB-4
791光亮剂
温度
阴极电流密度
pH
搅拌形式
时间
*武汉长江化工厂生产的添加剂。
**上海市轻工业研究所与上海自行车共同研制的添加剂。
***上海市轻工业研究所研制的添加剂。
(2)促进剂的应用。为了使惰性微粒均匀地分布在镍封闭层中,并达到一定的密度,镀液中还需添加促进剂。常用的促进剂有硫酸铝、EDTA二钠盐及某体阳离子表面活性剂。
(3)搅拌方式。在镍封闭中,通常采用压缩空气搅拌。必须根据具体情况来布置空气导管,排列送气孔,控制气流强度。通常,空气导管上气孔方向应朝下,并与垂直方向成一定角度,使全部微粒都能均匀地分布在镀液中,不存在“死角”,以保证镀液中微粒的有效浓度;在静置镀液时,送气孔也不会被微粒堵塞。
(4)其他工艺条件。镍封闭镀锌的pH通常控制在2~5之间,Phf过高,嵌入镀层中的微粒显著减少;pH过低,嵌入镀层中的微粒过多,会造成镀层“倒光”,影响外观。同时,镀液的温度与使用的阴极电流密度也均不宜过低,以免降低镀层的光泽。
由于镍封闭层的存在,才使铬镀层具有微孔结构,从而获得了较好的抗蚀性,所以在该该中,对镍封闭层与铬镀层无前较严格的要求。具体归纲如下:
(1)用于镍封闭镀液的微粒直径应控制在0.01~0.5μm之间,不宜过大。
(2)在镍封闭层上镀铬,微孔铬镀层中微孔数为20000个孔/cm2时,抗蚀效果较好,而当微孔数达4000000个孔/cm2时,抗蚀效果极为显著。当然微孔数也不宜过多,否则镀层“倒光”,影响外观,应严格控制镍封闭镀层中嵌入微粒的量,使其处于上述范围。
(3)应将镍封闭层的厚度控制在2.5μm左右。
(4)铬镀层的厚度不宜过大,一般控制在0.25μm左右,铬镀层太厚。超过微粒的粒径后,铬镀层会再一次连成片,称为“搭桥”,降低微孔密度,影响抗蚀效果。
镍封闭溶液中使用数周后需大处理。此时静置镀液,使微粒沉降,然后取出上清液,按一般亮镍镀液的处理法处理,沉于槽底的微粒用于400目以上的筛子过筛,并漂洗二次,与处理后的镀液合并,适当补充各类添加剂后即可使用。
为了获得微裂纹铬镀层,在一般的镀镍层(如光亮镍镀层、半光亮镍镀层、暗镍镀层、双层镍、三层镍等)上电镀一层特殊的镍层,该镀层具有很高的应力,在其上镀铬时,铬层就与高应力镍层一起裂开,生成肉眼不可见的网状微裂纹,达到分散腐蚀电流,降低腐蚀电流密度,从而大大提高此镀层体系抗蚀性的目的。
为了获得高应力镍镀层,通常用全氯化物镀液,并加入大量的羧酸盐,如醋酸镍、醋酸钠、醋酸铵等。为了获得较高的应力,在电镀高应力镍时,往往用较低的温度(如25℃)及较高的阴极电流密度(5~8A/dm2)。资料介绍,电镀高应力镍的工艺如下:
氯化镍
醋酸钠
pH
温度
阴极电流密度
事实上,在电镀高应力镍时,往往采用很多专利的添加剂,以增加裂纹密度,使裂纹分布均匀等。介绍较多的有Harshaw化学公司的PNS-100工艺等。
与微孔铬体系相同,在微裂纹铬体系中,对裂纹的宽度与密度也有一定的要求,应做到如下两点:
(1)严格控制高应力镍的电镀条件,以保证随后的铬镀层表面的各方向上电镀条件,以保证在随后的铬镀层表面的各方向上裂纹数均达250条/cm以上,而且不出现肉眼可见的粗裂纹。
(2)高应力镍层的厚度应控制在1~3μm,以产生足够的应力,使铬层裂开。
与用镍封闭法产生微铬的工艺相比,用高应力镍法产生微裂纹铬的工艺具有如下优点:
(1)因为高应力镍镀液是均相的,其中不含任何微粒,所以镀微易于管理,处理方便。
(2)铬层的微裂纹是在高应力镍镀层中的应力作用上产生的,与铬镀层的厚度无关,所以高应力镍表面铬层的厚度可以不受严格的限制。这对要求采用较厚的铬镀层以达到较高的耐磨性的零件特别有意义。
但是,高应力镍也有不理想的方面。如前所述,铬层的微裂纹是在高应力镍镀层中的应力作用下产生的,高应力镍镀层不达到一定的厚度,就不能产生足够的应力使铬层裂开。所以在形态复杂的零件上,由于高应力镍镀层的厚度不均匀,所获微裂纹铬层中裂纹的密度也不均匀,在一定程度上,限制了高应力镍的应用。
由于双层镍或三层镍以及微裂纹铬或微孔铬的采用,大大提高了防护装饰性质一铬体系或铜-镍-铬体系或铜-镍-铬体系的抗蚀性能,从而可以彩用较溥的镍镀层,获得较高的抗蚀性。国际标准中已对此作出了相应的规定,表3-25、表3-26分别列出ASTM B456-79与ISO1456-1974标准中对在不同使用条件下,钢铁上的镍-铬镀层厚度的规定。由表可见:
(1)对于在条件3、4(严酷与极严酷条件)下使用的零件,若采用微裂纹铬或微孔铬,铬层下部镍镀层的厚度可隆低5~10um。
(2)对于在条件3(严酷条件)下使用的零件,若采用多层镍,镍层的厚度可以采用单层光亮镍时低5um。
表 3-25 ASTM B456-79对镍-铬系厚度的规定
等级 记号 镀层类型 镀层厚度 腐蚀试验时间
镍 铬 镍 铬
注:r-普通;mc-微裂纹;mp-微孔;b-光亮镍;p-暗镍或半光亮镍;d-双层镍或三层镍
表 3-26 ISO 1456-1974对镍-铬系厚度的规定
等级 记号 镀层类型 镀层厚度 腐蚀试验时间
镍 铬 镍 铬
九、特殊要求的镀镍
(一)缎状镍
对于一些特殊的件,如汔车内部的零件、照相机及某些光学仪器上的零件,不允许采用全光亮镀层,而要求具有柔和光泽的平滑镀层,于是就发展了缎状镍镀层。较早的、也是较成熟的获得缎状镍的方法与获得镍封闭镀层的方法类似,仅在电镀缎状镍时,加入瓦特镀镍液中的惰性微粒的直径为1~5,比镍封闭镀液中用的惰性微粒大得多,这些较大的微粒的沉积影响了镍镀层,以及随后电镀的铬层的外观,使其不具耀眼的光亮度,而具有柔和典雅的光泽。由于微粒的共析,与镍封闭一样会使铬镀层成为不连续的,从而分散腐蚀电流,大大提高镀层的抗蚀性。
近年来发展的另一种获得缎状镍的方法是在瓦特镀镍液中加入第一类光亮剂和一种特殊的有机化合特物,它是一种非离子型的表而活性剂,在低温下是完全溶解的,而当温度升高到革一临界点(浊点)时,便形成了极缄默的液滴而沉淀析出,这些乳化的液滴会影响镀层的结构,使其产生缎状的外观,用于产生缎状镍的这种有机化合物必须有适当的物理性质,而且有在镀镍溶液中具光亮作用的分子团。通常,这种化合物的吸附来影响镍层的结构,所以电镀缎状镍时需严格控制添加有机化合物的浓度以及镀液的温度与pH。电镀设备也需作一些改进,以适应于乳化液滴的生成。设计的电镀设备要有一个溢水口使部分镀液能溢出镀槽,进入另一备槽,并在其中冷却到浊点以下,从而整个镀液变得澄清,随后过滤,最好听重新加热至浊点以上,并循环泵入镀槽。刚达到浊点时,析出的液滴是极细小的,以后逐渐长大,达到一定时能有效地产生缎状外观。更大的液滴对于缎状镍的产生也是不利的,可在溢流时除去。
(二)黑镍
黑镍仅用于一些办公用品、照相机零件及某些精密的光学仪器上。它的抗蚀与耐磨性均很差,所以常镀在暗镍或光亮镍镀层表面,而且镀完黑镍后还需浸油、上蜡或罩清漆。
电镀黑镍的溶液有硫酸盐与氯化物两类,其组成与工艺条件见表3-16。由表可知,两类黑镍镀液中均含有较大量的Zn2+与CNS-,就是这些离子的加入,使镀层中含有较多的锌与硫,显示出黑色。最早使用的硫酸盐镀液,但必须严格控制镀液的温度,pH与电流密度,才能获得黑色均匀的镀层。后来又发展了氯化物镀液。这类镀液的工艺条件范围较宽,允许镀液组成、酸度与电流密度在一定范围内变化。
值得注意的是电镀黑镍时允许采用的电流密度比通常电镀暗镍或光亮镍、半光亮镍时低得多,但这并不是主要缺点,因为黑镍镀层常具有脆性,通常均不能镀得不厚。一般黑镍镀层厚度控制在2μm以下,即在低电流密度下电镀半小时左右。
由于仿古镀层的发展,黑镍镀层有了新的应用。在铜镀层或黄铜镀层表面上电镀黑镍,然后用擦光、抛光或磨光等方法部分除去黑镍镀层,使在铜或黄铜的色调中附加上黑色,得到古色古香的外观。可用于烟具、灯具及其他日用五金零件上。
(三)滚镀镍
当大量小零件需要镀镍时常用滚镀的方式。滚镀具有下述优点:
(1)省去了上、下挂具的时间与劳动力;
(2)在被镀的各个零件上沉积出的镍层的厚度均匀;
(3)没有挂具触点留下未被镀下的痕迹;
(4)由于被镀零件在翻滚中相互间的摩擦,既使不加光亮剂,也能镀得稍亮的镀层。
滚镀时零件必须符合下述要求:
(1)零件不能太重,一般每个零件不超过500g‘
(2)零件可以任意翻动,不会互相绞在一起或嵌死。
若能达到上述要求,既使直径达100mm的零件,甚至更长的杆,均可采用滚镀镍。
滚镀镍溶液仍以瓦特镀镍液为基础,根据滚镀的特点作一些具体改动:
(1)在滚镀赛程中,被镀零件不与挂具接触而与阴极捧相连通,依靠零件翻滚过程与滚筒中的阴极棒或零件相互之间的接触来接通电流,接触电阻较大,采用的电流密度较低。为了在此较低的的电流密度下获得理想的镍镀层,滚镀镍溶液中主盐的浓度应比吊镀镍低。为了使镀镍溶液比吊镀溶液具有更好的导电性,通常在滚镀溶液中添加硫酸镁、硫酸钠等导电盐,并提高氯化物的含量。
(2)在滚镀过程中,镀件常会有短时间的断电。为了保证获得的滚镀镍层不会出现分层、剥落等情况,必须使新鲜的滚镀镍层表面始终处于较活化的状态,所以除了提高镀液导电性外,从提高镀液活化性能的要求,也需提高滚镀镍溶液中氯化物的含量。
(3)滚镀光亮镍比吊镀光亮镍更容易出现镀层剥落,所以在滚镀光亮镍时,要特别慎重地使用光亮剂。在滚镀镍镀液中,要提高第一类光亮剂的含量(但必须注意,糖精的含量不可过高,否则易使镍镀层表面钝化),降低第二类光亮剂的含量。最好采用自动滴加的方式添加第二类光亮剂,在没有自动滴加条件时,应做到少加、勤加,每度镀一滚桶添加一次第二类光亮剂。
(4)对于以镍作为表面镀层的小零件,常用采无机光高剂,如氯化镉、硫酸钴等,以保证所获亮镍镀层的使用中不会变暗。
(5)滚镀的小零件形状常是很复杂的,要求滚镀镍溶液有比吊镀镍溶液更好的分散能力,所以滚镀镍溶液常采用的pH,以获得较好的分散能力。
十、镀镍常见故障、原因及处理方法
见表3-27。
表 3-27 镀镍常见故障及处理方法
故障现象 原因及处理方法
镀层有针孔 1. 抗针孔剂浓度过低,添加表面活性剂,对用阴极移动的镀液,可加0.05~0.15g/L的十二烷基硫酸钠;对用空气搅拌的镀液,可用低泡或无泡润湿剂;
2. 有机杂质及油脂的污染,可用活性碳处理;
3. 有胶体悬浮物存在,可用活性碳处理;
4. 通过过滤器或循环泵的密封盖抽出的细小悬浮气泡滞留在零件表面,可用阴极移动或空气搅拌
镀层粗糙 1. 溶液中存在固体颗粒如空气中尘埃、含碳粒子、硫酸钙沉淀、未溶解的硼酸、抛光灰、氢氧化铁沉淀等,可用过滤等法除去,并控制用水中Ca2+含量<0.02%;
2. 用空气搅拌的镀液,没有进行连续过滤或过滤效率不高,单位时间内镀液的循环次数不够,可加强连续过滤
发花与白雾 1. 镀液被油污或有机杂质污染;
2. 镀件进入镀槽前表面有不易觉察的膜,可先浸入10%的硫酸中去膜;
3. 十二烷基硫酸钠溶解不好或添加不当,可按下述步骤溶解①以1:100的比例溶解十二烷基硫酸钠;②煮沸6~8小时以除去有害的有机杂质,在煮沸过程中注意添加水,防止因水分蒸发而增加浓度,沸点升高;③过滤备用;添加时应进行稀释;溶解好的十二烷基硫酸钠只能用两周以防变质;
4. 双氧水未去净或添加过多,可煮沸镀液除去;
5. 主盐酸浓度或硼酸含量过低(引起白雾)
镀层有条纹 1. 镀层被锌杂质污染;
2. 生产用水有固体杂质,如纤维状的杂质,可加入0.03g/L单宁酸,搅拌半小时,加入活性碳,继续搅拌半小时,过滤,改善水质
镀层出现桔皮 1. 油脂、肥皂或其它有机杂质的污染;
2. 光亮剂或十二烷基硫酸钠等含量过高;
3. 清洗水中有肉眼不易觉察的藻类物质,可加入0.03~0.05g/L单宁酸,剧烈搅拌半小时后,用活性碳处理
镀层起泡与脱皮 1. 镀件表面有油污;
2. 镀件表面有肉眼不易觉察的氧化膜、铬酸盐膜或铜置换膜等存在,应检查浸酸液的浓度是否足以清除表面上的氧化膜;检查各道清洗水及浸酸液是否被铬酸或铜杂质污染,更换出现问题的前处理溶液或清洗水
镀层发脆 1. 两类光亮剂的用量比例不当,如第一类光亮剂过少,予以补足,如第二类光亮剂过多,则加双氧水破坏,并用活性碳处理;
2. Fe3+、Pb2+、Zn2+、NO3-以及有机杂质和胶类污染镀液;
3. 工艺条件不当,pH过高,温度过低或阴极电流密度过大
镀层易烧焦 1. 工艺条件不当,如阴极电流密度过高。温度过低,PH值过高或阴阳极间距过小;
2. 镀液成分不正常,如镍、氯化物或硼酸的含量过低;
3. 镀液被有机杂质污染;
4. 挂具不恰当
镀液的整平作用差 1. 镍含量或整平剂含量不足;
2. pH值过低;
3. 镀液被有机杂质污染;
4. 镀层厚度不够
镀层光亮度不足 1. 光亮剂少,尤其是第二类光亮剂不足;
2. pH值过低;
3. 由于对低电流密度区有影响的无机杂质如Zn2+、Cu2+等的污染,使低电流密度区光亮度差;
4. 有机杂质污染镀液
覆盖能力差 1. 镀液中镍离子含量过低;
2. 镀液温度过低;
3. 镀液中抗针孔剂或双氧水含量过高;
4. 电流密度不恰当;对在较低pH下使用的镀镍溶液阴极电流密度过低,对在较高pH下使用的镀镍溶液阴极电流密度过高
阴极电流效率低 1. 镀液中镍离子含量过低;
2. 阴极电流密度过低;
3. 温度过低;
4. 抗针孔剂含量过高;
5. 镀液pH值过低
十一、杂质的影响与去除方法
(一)铜杂质
在光亮镀镍溶液中,当铜含量达0.01g/L以上时,低电流密度区的镍镀层会变暗,当电镀过程中断电或阴极电流密度极低时,铜杂质的存在会影响镀层与钢铁基体的结合力。在暗镍或某些半亮镍镀液中,铜含量达0.3g/L而看不到镀层外观有明显的缺陷,但当铜含量超过0.3g/L时,将使镍镀层的延伸率降低,对镍镀层的抗蚀性也有不良影响。
若用S-镍(即含硫镍)作阳极,镀液中的铜杂质会与阳极上溶解下来的S2-生成硫化铜沉淀,混入阳极泥中一并除去,而不会严重地污染镀液。
当镀镍溶液中含有铜杂质时,可采用0.5A/dm3的电流密度电解,将其除去。也可在镀镍液中加入亚铁氰化钾、2-疏基苯并噻唑等能与Cu2+形成沉淀的物质,使Cu2+沉淀,过滤后,即可除去。
(二)锌杂质
光亮镀镍溶液对锌杂质不象铜、铅、锡等杂质那样敏感。根据被镀零件的形状,允许锌杂质的含量为0.02~0.1g/L。锌杂质含量过高会产生发白色的镀层,在低电流密度区产生暗色的镀层,甚至形成亮黑的条纹。在间镍镀液中,锌含量为0.02~0.06g/L时,可能产生发亮的镍镀层,镀层有脆性,当镀液的pH高于4时,锌杂质会使镀层产生针孔。
当锌杂质的含量较低时,可用电解法处理。以0.2~0.4A/dm2的电流密度电解镀镍溶液,可以有效地去除锌杂质。
当镀镍液中有较多的锌杂质时,可提高镀液的pH,使Zn2+成为氢氧化沉淀析出。此时需提高镀液的pH至6.2,加热至65~70℃,搅拌0.5~1小时,过滤除去锌杂质。
(三)铁杂质
镀镍溶液中铁杂质的存在常使镍镀层产生针孔。当镀镍溶液的pH值大于3.5时,由于电镀过程中阴极膜附近的pH值更高,此时镀液中三价铁将形成沉淀,在镀层上形成斑点,并产生粗糙的镀层。此外,铁杂质还会使镍镀层变脆,影响镀层的疲劳强度。铁杂质的含量超过0.03g/L时,就会使镍镀层的质量降低,但在采用较低pH值的镀镍溶液中,铁的有害影响较小。
为了除去镀镍溶液中的铁杂质,可用低电流密度(0.4A/dm2)电解镀镍溶液,也可用倾学法,先用硫酸或盐酸化镀液,使pH值达3左右,然后加入30%的双氧化约1mL/L,搅拌并加热至70℃左右,使镀液中的铁氧化为,加入碳酸钡或氢氧化钡或碳酸镍的悬浊液,使镀液的pH值达6左右,搅拌2~3小时,使Fe3+生成氢氧化的沉淀从镀液中除去。若在搅拌后,由于铁的沉淀,pH值又有所下降,则还需调整,使pH值重新升至6,静置溶液,过滤,即可除去铁杂质。
(四)六价铬杂质
六价铬杂质往往使镍镀层上出现污点、起泡,使镍镀层与基体的结合力降低。当镀镍溶液中含0.0003~0.005g/L六价铬时,会使低电流密度区没有镍镀层沉积;当六价铬含量达0.01g/L时,将使阴极电流效率降低5~10%;当六价铬含更量达0.1g/L时,可能使镍完全沉积不出来。
为了除去六价铬,常先使其还原为三价铬,用硫酸或盐酸调节镀液的pH至3左右,然后加入亚硫酸氢钠或连二亚硫酸钠(即保险粉)0.2~0.4g/L,搅拌,使六价铬完全还原为三价铬,然后用化学法或低电流密度电解法除去三价铬。用化学法除去三价铬时,在镀镍溶液中加入碳酸钡或氢氧化钡或碳酸镍的悬浊液(对于允许Na+存在的镀镍溶液,也可加入稀的氢氧化钠溶液),使镀镍溶液的pH值达6.2,加热镀液至60~65℃。搅拌2小时,并随时测定与调节镀液的pH值,使其稳定在6.2,静置2~3小时,过滤,即可除去三价铬。但需注意,此时还应加入0.2~0.4ML/L的30%的双氧水,以除去多余的亚硫酸氢钠或连二亚硫酸钠等还原剂。
(五)铅杂质
铅杂质对镀镍的影响与六价铬相似,它的存在常使低电流密度区无镍镀层沉积。
常用低电流密度电解法,以0.5Adm2的电流密度电解镀镍溶液,即可除去铅杂质。
(六)硝酸根杂质
硝酸根杂质常使半光亮镍镀与光亮镍镀液的分散能力降低,镀层具有脆性,阴极电流效率也降低。
一般用电解法除去硝酸根。先用硫酸或盐酸将镀镍溶液的pH值调至1~2,在1A/dm2以上的高电流密度下电解,使硝酸根还原为氨,然后逐步降低电流密度至0.2A/dm2左右,一直是电解至镀液正常。
(七)磷酸盐杂质
当镀镍溶液中混入磷酸盐杂质时,由于在阴极区中形成了磷酸镍的沉淀,常使镍镀层粗糙,有时甚至产生白色的粉末状镀层。
在镀液中添加高铁盐及碳酸镍或氢氧化钡或碳酸钡,剧烈搅拌,使pH达5.5左右,磷酸镍即沉淀而被除去。
(八)有机杂质
当镀镍溶液被有机杂质污染时,往往出现镀层变暗,有时产生班点、条纹、针孔、桔皮、脆性等缺陷。不同的有机杂质会产生不同的影响,现分述如下:
(1)过量添加剂的影响。过量的添加剂会使低电流密度区的镀层变暗,使镀层产生条纹、脆性,甚至剥落。某些过量的添加剂会使镍镀层表面钝化,使随后的镀铬发生困难。
(2)添加剂分解产物的影响,添加剂的分解产物常引起镀层的脆性,有时也会使镀层表面钝化,在亮镍渡液中,若含有过多的添加剂分解产物,则镀层的光亮度与整平性都会受到影响。
(3)油脂。若镀镍溶液中含有油脂、肥皂或不恰当的润湿剂均会出现桔皮状的镀层。
(4)霉菌。某些光亮镀镍溶液中往往会生出霉菌,尤其在镀液中添加柠檬酸盐时更明显。霉菌聚集在镀液表面形成灰白至浅绿的薄片或细纤维 ,从而产生非常粗糙的镀层。
对于能被活性碳吸附的有机杂质,通常可以用活性碳处理。有时还需辅以高锰酸钾或双氧水处理法,使某些有机杂质被氧化后用活性碳吸附除法。
用高锰酸钾处理法时,应按下述步骤进行:
(1)加硫酸或盐酸至镀镍溶液中,使其pH值达1.5~2.5。
(2)高锰酸钾的用量为025g/L,称取所需量的高锰酸钾,用温水溶解。
(3)在搅拌下加入镀镍溶液中,放置5~10分钟。
(4)加入2~5g/L活性碳。
(5)加入稀碳酸镍或氢氧化钡或碳酸钡等的悬浊液,搅拌使pH提高至4.5~5,以除去Fe3+及Mn2+。
(6)继续搅拌2~3小时,过滤。
(7)补充添加剂,试镀。
此处,由于添加高锰酸钾的量较少,估计可完全反应掉而不会剩余。若发现加入的高锰酸钾未能完全反应,可在加碱调pH之前,先加入少量双氧水,使过量的高锰酸钾还原。
用双氧水处理法时,应按下述步骤进行。
(1)在搅拌下,按1~3ML/L双氧水的用量将所需量的双氧水加入60℃的镀液中。
(2)搅拌3小时以上,使其充分反应。
(3)加入2~5g/L活性碳,继续搅拌半小时。
(4)过滤。
(5)用碘化钾-淀粉试纸检查镀液中有无残留的双氧水,若有,则煮沸镀液除去之。
(6)补充添加剂,试镀。
对于不能被活性碳吸附的有机杂质,则往往采用低电流密度处理法,以0.02~0.05A/dm2的电流密度电解除法。
十二、不合格镍镀层的退除
(一) 化学退镀法
(1)钢铁上的镍留校层可用下述两种配方的退镀溶液:
1 2
氰化钠(NaCN)70~80g/L 浓硝酸 1L
间硝基苯磺酸钠70~80g/L 氯化钠 40~50g/L
氨水 0~70Ml/L 温度 50~65℃
温度 40~80℃
配方1中若不加氨水,则退镀温度需提高到80~100℃;加入氨水后,可提高退镀效果,适当降低退镀温度。
配方2退镀速度较快,但较易过腐蚀,操作里需特别注意。
(2)铜上的镍镀层可以用下述退镀液:
间硝基苯磺酸钠(C6H4NO4SO3Na) 60~70g/L
硫酸(密度1.84)H2SO4 60~70mL/L
硫氰酸钠NaCNS 0.1~1g/L
温度 80~100℃
镀镍的铜镀件放入上述退镀液退镀时,表面上黑色变为深棕色,取出充分清洗后,放入下述溶液中去除棕色膜:
氰化钠 30g/L
氢氧化钠 30g/L
温室 室温
对于铅黄铜或特殊铜合金上的镍镀层,还可采用下述溶液退镀。
乙二胺 200ML/L
间硝基本苯碘酸钠 60g/L
硫氰酸钾 1g/L
pH(用冰醋酸或氨三乙酸调整) 7.5~8.0
温度 80~100℃
退除镀层后最好放入氰化钠溶液中浸洗。
(二)电解退镀法
对于钢铁镀件上的镍-铬镀层或铜-镍-铬镀层,可先用盐酸退除镀络层后,放入下述溶液进行阳极电解,以退除镍层或(和)铜层:
硝酸铵(NH4NO3) 50~100g/L
氯化钠(NaCl) 15 ~25g/L
三乙醇胺 80~120 g/L
pH 8~9
温度 15~25℃
阳极电流密度 20~30A/dm2
在上述退镀溶液中进行电解退镀时,钢铁基体基本上不会受腐蚀。但若退镀时间过长,在薄壁镀件的边缘部分,因电流密度较大,会稍有腐蚀而形成 “快口”,所以需较严格地控制退镀的时间。
对于铜镀件上的镀镍层,则可在1:1的盐酸溶液中,在室温下,以5~8A/dm2的阳极电流密度进行退镀。
将上述化学退镀法与电解镀法进行对比,可见化学退镀法虽有不需通电的方便之处,但需使用剧毒的氰化钠。尤其是退除钢铁件上的镍镀层时,不仅需用较大量的氰化钠,而且还需用较高的温度,对环境有恶劣的影响,对人体有严重的危害,因而不是退镀的好方法。电解退镀法虽需通以直流电,但其退镀溶液毒性较小,对于环境的污染,对人体的毒害均小得多。
第三节 镀 铬
一、铬镀层的性质和用途
镀铬按其用途主要可分为防护装饰性镀铬和耐磨镀铬两大类。前者的目的是防止基体金属生锈和美化产品的外观,后者的目的是提高机械零件的硬度、耐磨、耐蚀和耐温等性能。
铬是稍带蓝色的银白色金属,在大气中具有强烈钝化能力,能长久保持光泽。
镀铬层有很高的硬度和优良的耐磨性,它的硬度为HV1000左右。其摩擦系数见表3-28
表 3-28 几种不同金属表面的摩擦系数
金属 摩擦系数
静止摩擦 滑动摩擦
铬与铬
铬与巴氏合金
铬与钢
钢与巴氏合金
巴氏合金与巴氏合金
钢与钢
镀铬层有较好的耐热性,在空气中加热到500℃时,其外观和硬度仍无明显的变化,铬层的反光能力强,仅次于银镀层。
铬层厚度在0.25μm时是微孔性的,厚度超过0.5μm,铬层出现网状微裂纹(见图3-7),铬层厚度超过20μm时,对基体才有机械保护作用。
图 3-7 随铬层厚度增加微孔与微裂纹变化的情况
产生裂纹的原因是铬在电沉积时吸附一定量的氢而形成氢化铬(CrH2, CrH),同时还吸附一定量的氧(见表3-29),具有六万晶格结构的氢化铬很不稳定,分解时生成体心立方晶格结构铬层,由于分解时体积收缩而使铬层具有很高的内应力,铬层就形成微孔或网状裂纹。
表 3-29 不同工艺条件时铬层中氢与氧的吸附量
电流密度 镀液温度 H2 O2 O2/H2 O2+H2
A/dm2 ℃ (%) (%) (%)
铬的标准电位比铁负,但由于铬具有强烈钝化作用,其电位变得比铁匠,因此铬层对钢铁件是属于阴极性镀层,它不能起电化学保护作用。
由于铬的强列钝化性,在碱液、硝酸、硫酸、硫化物及许多有机酸中均不发生作用,但是铬能溶于氢卤酸和热的浓硫酸中。铬的物化常数见表3-30。
表 3-30 铬的一些物化常数
原子序数
原子量
原子价
电解铬密度
电化学当量
硬度
熔点
钝化电位 24
51.996
2、3、6
6.9~7.1
0.3234
750~1050
1890
+1.36
二、镀铬溶液的特性和种类
尽管铬酸镀铬溶液存在很多缺点,尤其是它的毒性,但仍在工业生产中广泛应用。
(一)镀铬溶液的特性
(1)镀铬溶液采用含量高,氧化性很强的铬酸酐(CrO3),它危害人体和污染环境,因此必须采取有效的防护和治理措施;
(2)镀铬溶液的阴极效率很低,约10~25%,大量电流消耗于析出氢气的反应;
(3)镀铬需用很高的电流密度,比其他镀种的电流密度高几十倍,同时槽端电压也高,常用12V电源,高出其他镀种一倍;
(4)镀铬使用不溶性铅锑合金或铅锡合金阳极,因此需要不断补充铬酸酐,使溶液成分保持稳定;
(5)镀铬溶液的分散能力极低,对形状复杂的镀件需用辅助阳极,才能得到厚度较均匀的镀层;
(6)镀铬时产生大量气体,形成大量铬雾逸出,因此必须安装排风机和铬雾回收装置。
(二)镀铬过程的电极反应
1、阴极反应
镀铬溶液成分比较简单,但其阴极反应却相当复杂。现以普通镀铬溶液为例作说明。
当铬酸酐溶于水后生成铬酸(H2CrO4)和重点铬酸(H2Cr2O7),通电时的阴极反应为:
由于氢的析出,消耗了大量的H+,逐渐使阴极表面附近的pH值增加,促使 转化为 ,这样 放电而形成金属铬。其反应式为
2、阳极反应
由于在镀铬中采用了不溶性铅锑合金阳极,因此不发生阳极溶解反应。在不同的电极电位下只发生下述两个反应:
(三)普通镀铬溶液
由铬酸酐(CrO3)和硫酸(H2SO4)配制成的镀铬溶液是工业生产中最普遍使用的,一般称作为普通镀铬溶液,亦称“Sargent“镀铬溶液,防护装饰镀铬和耐磨镀铬大多采用此种镀铬溶液。
按铬酸酐的含量不同,可分为高浓度、中等浓度和低浓底三种镀液。把含有250g/L铬酸酐,2.5g/L硫酸的镀铬溶液称作“标准镀铬溶液”。
普通镀铬溶液成分简单,易于控制,缺点是电流效率低(8~16%),分散能力和覆盖能力差,光亮范围狭窄。
(四)复合镀铬溶液
由铬酸酐、硫酸和氟硅酸(H2SiF6)配制成的镀铬溶液称作“复合镀铬溶液”。氟硅酸的作用和硫酸相同。该溶液的优点是阴极电流效率高(25%)(见图3-8),分散能力和覆盖能力好,而且获得光亮镀层的温度范围较宽。
复合镀铬溶液的缺点是氟硅酸对铅锑合金阳极的腐蚀性较强,一般采用铅锡合金阳极,锡的含量为8~10%,对阴极镀不上铬的部位须采用保护措施。
国内对复合铬溶液一般用作滚镀铬溶液,也应用于要求良好分散能力的镀件。
(五)自动调节高速镀铬溶液
自动调节高速镀铬溶液与复合镀铬溶液不同,它以硫酸锶(SrSO4)代替溶液中硫酸,并以氟硅酸钾(K2SiF6)代替氟硅酸。其优点是根据难溶盐的溶度积原理,在溶液温度和铬酸酐浓度固定时,溶液中的 浓度保持恒定不变,即能达到自动调节催化剂浓度的作用。此外,镀液的电流效率高、分用能力好。国外把这种镀液称作SRHS镀铬溶液。此溶液在使用时要定时搅拌以保证有足够的催化剂浓度,这是此溶液的一个缺点。国内很少使用。
(六)其他镀铬溶液
目前在生产上应用的还有黑铬溶液和三价铬镀铬溶液,后者比较成熟的工艺是国外作为专利商品出售的。此外还有四铬酸盐铬溶液,各种镀铬溶液的组成与工艺条件见表3-31。
(七)镀铬溶液的配制方法
(4) 按镀铬槽的容积算出所需化学药品;
(5) 铬槽内先加入2/3去离子水或蒸馏水,加温至50℃;
(6) 加入所需的铬酸酐和催化剂(工业铬酸酐常含有0.4%的硫酸应计算在内)。溶解铬酸酐时可将铬酸酐盛于有小孔的塑料篮内浸入铬槽水中,在不断搅拌下使铬酸酐溶解;
(7) 新配镀铬溶液必须进行电解后才能转入正常生产。其电解条件为:阴极面积、阳极面积=5:1,阳极电流密度5~10A/dm2 ,温度50~60℃。
(8) 取样分析,对各成分进行校正后既可试镀。
表 3-31 各种镀铬溶液的组成及工艺条件
普通镀铬溶液 铬酸-氟化物-硫酸镀铬溶液 四铬酸盐镀铬溶液
低浓度 (g/L) 中等浓度 (g/L) 高浓度
(g/L) 复合镀铬 (g/L) 自动调节镀铬(g/L) 浓镀铬 (g/L) (g/L)
铬酸酐
硫酸
氟硅酸钾
硫酸锶
氢氧化钠氧化铬
温度
电流密度
镀液用途
电镀时间
防护装饰性铬、耐磨铬
防护装饰性铬、耐磨铬
防护装饰性铬
防护装饰性铬、耐磨铬
防护装饰性铬、耐磨铬
小零件镀铬
防护装饰性铬
根据镀件要求的铬层厚度而定
(八)镀铬溶液各成分的影响
1. 铬酸酐
铬酸酐(CrO3)溶于水成为铬酸(H2CrO4)。镀铬溶液采用不溶性阳极,溶液中的金属离子是由添加铬酸酐作补充。铬酸酐的含量范围宽,一般控制在150~400g/L。铬酸酐浓度低,有电流效率高(见图3-9)、硬度高、分散能力好等优点,同时还可减少铬酸的带出损失。缺点是溶液的电导率低,需要较高的槽电压,提高溶液中铬酸酐的浓度,溶液的电导率提高(见表3-32),槽电压低,分散能力变差,铬层硬度降低,铬酸带出损失多。
图 3-9 铬酸酐浓度与电流效率的关系
镀液温度45℃,电流密度20A/dm3
表 3-32 铬酸酐浓度与电导率的关系
CrO3 (g/L) 电导率( )
25℃ 45℃
不同浓度的铬酸酐溶液和吸其优缺点,因此在选择铬酸酐浓度时,应根据镀液的用途和镀件形状复杂程度以及其他条件来决定。
目前,在生产中,防护装饰性镀铬溶液一般采用铬酸酐浓度为300g/L左右,耐磨镀铬为250g/L以下。
对于铬酸酐浓度的测定,如无化验条件的工厂可测定镀铬溶液的密度来检查浓度,镀铬溶液的密度与铬酸酐含量的关系见表3-33。
表 3-33 铬酸酐含量与溶液密度(g/cm3)和波美度的关系(15℃时)
溶液密度 波美度数 铬酸酐含量(g/L) 溶液密度 波美度数 铬酸酐含量 (g/L)
1.01
1.02
1.03
1.04
1.05
1.06
1.07
1.08
1.09
1.10
1.11
1.12
1.13
1.14
1.15
1.16
1.17
近年来还试验了更低铬酸酐浓度(50g/L)进行镀铬,主要是为了减轻铬酸对环境的污染,配立和操作条件见表3-34。
表 3-34 低浓度镀铬溶液配方和工艺条件
镀液成分(g/L)和工艺条件 1 2 3
铬酸酐
硫酸
氟硅酸钠
氟硼酸钾
三价铬
温度
电流密度
低浓度镀铬溶液的优缺点:
(1)从表3-34中可以看出,与目前生产上使用的铬酸酐浓度相比,铬酸酐的使用量降低了好几倍。在镀铬过程中80%的铬酸是由镀件带出和成为铬雾逸出的,采用很低的铬酸酐浓度能减少铬酸对环境的污染,并节约镀铬原材料;
(2)镀液的分散能力和镀层的耐磨性优于高铬酸浓度镀液;
(3)低铬酸酐镀铬溶液导电性差,槽电压高,必须使用18~20V的整流器;
(4)对杂质的敏感性高,例如Fe和Cu离子的最高允许含量分别为1.9g/L和3.2g/L;
(5)如镀液成分控制不当,铬层会产生棕褐色铬酸钝化膜。
综上所述,考虑到操作条件难度、槽电压高以及能量消耗大等问题,有些研究者建议采用铬酸酐浓度100g/L的配方较为有利。
2.硫酸
在普通镀铬溶液中,硫酸含量的多少要与铬酸含量相配合,应控制CrO32SO42-在80~120:1的范围内。实验表明,当CrO32SO42-接近100:1时,其阴极效率最高;当CrO32SO42->100:1时,溶液的沉积速度和光泽度有所下降;当CrO32SO42->100:1时,溶液的沉积速度和光泽度有所下降;当CrO32SO42-<100:1时,虽然镀层的光亮度有所增加,但镀液的分散能力和电流效率降低,铬层的裂纹增加;当CrO32SO42-=50:1时,镀液的电导率显著降低,分散能力恶化,当CrO32SO42- >200:1时,镀层出现黑色条纹,或生成棕色斑点。
一般加入碳酸钡(BaCO3)除去镀铬溶液中过量的硫酸。其反应式如下:
根据反应式算出每2g碳酸钡可沉淀1g硫酸。
3.氟硅酸
氟桂酸根离子(SiF62-)在电极反应过程中起着与硫酸根离子相似的作用。氟硅酸的最大优点是使镀铬的电流效率提高19~21%,而标准镀铬溶液为13%,它的另一特点是铬层表面有活化作用,当镀铬电流中断或二次镀铬时仍能获得光亮的铬层,如滚镀铬液和双层镀铬溶液都要添加氟硅酸。复合镀铬溶液中氟硅酸含量控制在4~8g/L。
4.三价铬
经验表明,新配制的镀铬溶液是难以得到满意的镀铬层,其原因是缺少一定量的三价铬离子。因此新配制的镀铬溶液在转入正常生产之前,先要大阴极(小阳极)电解一段时间,在电解时阴极上能产生Cr3+。
三价铬含量一般为2~4g/L,要维持这个范围,阳极面积应比阴极面积大一倍左右,三价铬含量过高,降低溶液的导电度,镀层的光亮范围缩小,甚至呈暗色,因此三价铬含量一般不允许超过10g/L。
三价铬含量过高时,也可采用电解法,使Cr3+在阳极上氧化成Cr6+。方法是用细的铁棒做阴极,阳极面积大于阴极面积10~30倍,阳极电流密度为1.5~2A/dm2,通电处理1小时,可氧化三价铬0.3g左右。
5.阴极电流密度和溶液温度的关系
在镀铬工艺中,电流密度和温度有密度关系,两者必须严格控制,如配合不当,对镀铬溶液的阴极电流效率、分散能力、镀层硬度和光亮度有很大的影响,因此当改变其中一个因素时,另一因素也要作相应的变化。例如,镀铬溶液的阴极效率是随电流密度的升高而增加,随溶液温度的升高而降低(见图3-10与图3-11)。从这一点,似乎提高阴极电流密度和降低溶液温度为最佳条件,但实际上采有这样的工艺条件得到的是暗灰色或烧焦的铬镀层,镀层硬度高而脆性大,因此不能只从电流效率单方面考虑,应综合考虑对镀层质量的影响。
图 3-10 电流密度与电流效率的关系
CrO3 400g/L H2SO4 4.0g/L
1-25℃; 2-40℃; 3-55℃
图 3-11 温度与电流效率的关系
CrO3 400g/L H2SO4 4.0g/L
1—50A/dm2; 2—15A/dm2; 3—8A/dm2
在标准镀铬溶液中电流密度和温度对镀层外观的影响如图3-12所示。
图 3-12 镀铬溶液温度、电流密度与镀层外观的关系
CrO3 250g/L H2SO4 2.5g/L
在生产一般采用中等温度和中等电流密度,得到光亮和硬度高的铬镀层。当镀铬工艺条件确定后,溶液温度变化最好控制在±1~2℃范围内。
有关温度与阴极电流密度对铬层硬度的影响见表3-35。
表 3-35 阴极电流密度与温度对铬层硬度的影响(HV)
阴极电流密度(A/dm2) 镀液温度(℃)
20 30 40 50 60 70 80
10
20
30
40
60
80 900
695
675
670
695
695 1050
670
660
690
690
700 1100
1190
1145
1030
840
725 910
1000
1050
1065
1100
1190 760
895
940
985
990
1010 450
570
755
755
780
955 435
430
435
440
520
570
三、防护装饰性镀铬
防护装饰性镀铬的目的是为了防止金属制品在大气中腐蚀生锈和美化产品的外观,也常用于非金属材料,最常见的塑料制品。
防护装饰性镀铬大量应用于汽车、摩托车、自行车、缝纫机、钟表、家用电器、医疗器械、仪器仪表、家具、办公用品以及日用五金等产品。
防护装饰性镀铬的特点是:
(1)镀层很薄,厚度只需0.25~0.3μm;
(2)层对钢铁基体是阴极性镀层,因此必须采用中间镀层才能达到足够的防蚀效果。
(3)铬层平滑,光亮美观。
目前,防护装饰性镀铬可分为一般防护装饰性镀铬和高耐蚀性防护装饰性镀铬。前者用普通镀铬溶液,适用于室内环境使用的产品;后者用特殊的工艺条件改变镀铬层结构,从而达到高的耐蚀性,适用到室外较严酷条件下的产品。
(一)一般防护装饰性镀铬
钢铁、锌合金和铝合金镀铬必须采用多镀层体系,如铜/镍/铬、镍/铜/镍/铬、半亮镍/光亮镍/铬、三层镍/铬、低锡青铜/铬等。
铜及铜合金的防护装饰性镀铬。可抛光后直接镀铬,但一般在镀光亮镍后进行镀铬,可更耐腐蚀。
目前,国内多用铜/镍/铬镀层体系,大多使用普通镀铬溶液,有特殊要求时使用复合镀铬溶液。铬酸酐浓度为300g/L左右,为了防止铬层产生粗裂纹,采用CrO32SO42=100:0.9的比值,具有导电性好、槽电压低、溶液变化范围小等优点。在生产上选用哪种防护装饰性镀铬溶液和操作条件还应根据产品的基体材料和中间层的不同而定。
各种基体金属防护装饰性镀铬的主要工艺流程如下:
1. 钢铁零件
(1)铜/镍/铬
化学去油—水洗—阳极电解去油—水洗—浸酸—水洗—闪镀氰化铜——水洗—光亮酸铜—水洗—光亮镍—水洗—镀铬—水洗—干燥
∟水洗—周期换向氰化镀铜—水洗—光亮镍—水洗—镀铬—水洗—干燥。
(2) 多层镍/铬
化学去油—水洗—阳极电解去油—水洗—阴极电解去油—水洗—半亮镍——回收—光亮镍—水洗—镀铬—水洗—干燥;
∟ 回收—高硫冲击镍—光亮镍—水洗—镀铬—水洗—干燥。
2. 锌合金
弱碱化学去油-水洗-浸稀氢氟酸-水洗-阴极电解去油-水洗-闪镀氰化铜-水洗-周期换向氰化铜-水洗-光亮镍-水洗-镀铬-水洗-干燥。
3.铝和铝合金
弱碱化学去油-水洗-阴极电解去油-水洗-一次浸锌-溶解锌层-水洗-二次浸锌-水洗-闪镀氰化铜-水洗-光亮镀铜-水洗-光亮镍-水洗-镀铬-水洗-干燥。
(二)高耐蚀性防护装饰镀铬
五十年代中期以来,在防护装饰性镍/铬或铜/镍/铬镀层体系中,多层镍的应用显著海损鉴定高了镀件的耐蚀性能,进一步的研究表明,镍/铬镀层的耐蚀性不仅与镍层的性质和厚度有关,同时在很大程度上还取决于铬层的结构特征。铬的电沉积与其他电镀工艺相比不仅槽液特殊,而且形成金属铬的性质也不同。如果在标准镀铬溶液中进行镀铬,虽然铬层厚度仅为0.25~0.5μm,但由于内应力高,铬层表面仍坐产生稀疏的粗裂纹。这不仅城镀件外观缺陷,更严重的是加速了底层的腐蚀。由于这一原因,发展了无裂纹镀铬工艺。虽然无裂纹铬在加速腐蚀试验和暴露试验中具有良好的耐蚀性,但在使用过程中,铬层仍要产生粗裂纹。在特定条件下,铬层表面的裂纹和孔隙不仅无害,反而能提高整个镀层体系的耐蚀性。六十年代中期,国外对镀铬层微观结构进行了研究,开发了高耐蚀性的微裂纹铬和微孔铬新工艺,这两种镀铬工艺形成的铬层称作微间断铬(Miro-discontinuous Chromium)。其优良的耐腐性能已列入国际标准(ISO),见表3-25、3-26。从表中可见,采用微间断铬,其中间镍镀层的厚度可以降低5μm。
1.微孔铬
形成微孔铬的方法是通过光亮镍取得的,即所谓镍封法(Nickel Seal)。在光亮中加入一些不溶性的非异电体微粒,如硫酸钡、二氧化硅等,在促进剂的作用下,用压缩空气强烈搅拌镀液,使固体微粒均匀地镍共沉积。这工艺的关键是如何选择性能优良的促进剂,促使固体微粒能均匀地分布在镍层中,不溶性非异体微粒的直径应小于1μm,镍封层厚度为0.5~1.0μm。根据ASTMB-456-67规定,微孔密度为10000孔/cm2。镍封镀液配方与工艺条件见表3-24。
2.微裂纹铬
早期的微型纹是用双层镀铬法产生的,第一层具有覆盖能力,第二层铬产生微裂纹。第二层镀铬溶液含有氟化物。根据ASTMB-456-76规定,双层微裂纹铬的铬层厚度必须达到0.8μm。它的缺点是电镀时间长,需要增加设备,电能消耗多,目前已用单层微裂纹铬来取代双层微裂纹铬。单层微裂纹也存在氟化物分析困难和微裂纹密度不均匀的缺点。双层和单层微裂纹镀铬液的组成和工艺条件见表3-36。
表 3-36 单层和双层微裂纹铬溶液组成和工艺条件
镀液成分(g/L)与工艺条件 双层微裂纹铬 单层微裂纹铬
第一层 第二层
CrO3
H2SO4
K2Cr2O7
SrCrO4
K2SiF6
SrSO4
H2SeO4
Na2SiF6
温度(℃)
电流密度(A/dm2)
电镀时间(min)
六十年代中期,开发了电镀高应力镍产生微裂纹铬新工艺。其方法是在光亮镍上再电度一薄层(约1μm)高应力镍,具有很高内应力的镍层,极易形成微裂纹,随后镀铬,铬层就形成微裂纹铬。铬层厚度为0.25μm,国外称为PNS(Post Nickel Strike)工艺。其具体内容见本章第二节镀镍中“多层镍体系及其抗蚀性”。
铬层的微裂纹和微孔可用金相显微镜放大80~100倍进行观察并拍摄照片,计算微裂纹和微孔的数量。图3-13上用金相显微镜放大100倍观察到的铬镀层状态。
用镀铜法检验可使裂纹和微孔显得更清楚。
已镀铬零件挂具-阳极电解处理-清洗-阴极电解处理-清洗-检验。
阳极电解液组成和工艺条件:
CrO3 80~100g/L
H2SO4 80~100g/L
温度 室温
阳极电流密度 2~2.5A/dm2
时间 2~3min
阴极电解液组成和工艺条件:
CuSO4 200~250g/L
H2SO4 50~100g/L
温度 室温
阴极电流密度 0.5~1.0A/dm2
时间 2min
(三)滚镀铬
滚镀铬是将体积小,数量多,又难以悬挂的零件进行防护装饰性镀铬的方法,滚镀铬可以提高生产效率,减轻劳动强度,但它只适用于自重较大、形状简单的镀件,对扁平片状、自重较轻以及外观质量要求较高的零件则不能采用滚镀。
目前,滚镀铬设备有三种形式。
(1)阴极用金属丝网制成圆形滚筒,简体中间安置阴极。滚镀时,旋转的滚筒一半浸在镀铬溶液中,靠零件的自重与金属丝网阴极接触而通电。设备比较简单,制造方便,缺点是只能镀形状简单而自重大的零件。对扁平片状零件就镀不好,滚镀时电流是继续的,容易引起光亮度差、结合力不好的问题。
(2)阴极用金属丝网,中间带有螺旋状网络的圆筒形结构,也是靠镀件的自重与金属丝网接触通电。其优点是可以自动进出料,缺点与上述设备相同。
(3)七十年代初日本Fuji公司生产一种离心式滚镀铬机,其装置见图3-14。
离心式滚镀铬机的原理是:在快速旋转(200~250r/min)的平台上垂直对称地安装两只不锈钢制镀铬滚筒,滚筒接阴极。工作是平台与滚筒以相反方向旋转,由于平台的快速转动,筒体内的镀件受离心力作用而紧密地贴紧筒壁,形成十分良好的电接触;同时简体又以逆平台旋转方向转动(2~3r/min),滚筒内的镀件就能自由地产生翻滚动作,保证了镀件的均匀镀覆。因此,不仅解决了老式滚筒的电接触不良和电镀时间长的缺点,同时也解决了特别细小、质轻和针状零件的滚镀铬问题,滚镀时间只需5~6min。
像挂镀铬一样,对钢铁零件的滚镀铬,必须采用中间镀层才能达到防护装饰效果。现在大多用滚镀光亮镍后再滚镀铬。滚镀铬溶液的组成与工艺条件如下:
铬酸酐 300~350g/L
氟硅酸 5~6g/L
硫酸 0.3~0.6g/L
温度 25~35℃。
电流 200~350A/桶
滚桶转速 3~5r/min
时间 20~30min
镀件装载量 1~3kg
操作时注意下列事项:
(1)、溶液的配制方法与前述镀铬液的配制方法相同,必须用去离子水或蒸馏水配制;
(2)、温度不宜超过40℃,一般用30℃。零件小,温度可稍低;零件大,温度可稍高,最好用冷却装置,以保证镀件质量;
(3)滚镀装置的阴极面积一般大于阳极面积,溶液中三价铬含量积累如超过规定范围,可用小阴极电解处理,使氧化成六价铬,硫酸过量时可用碳酸钡除去:
(4)因金属丝网滚筒为阴极,使用一段时间后,可用盐酸退除铬层。
四、镀耐磨铬
镀耐磨络是一种功能性电镀,主要目的是利用铬的特性以提高机械零件的硬度、耐磨、耐温和耐蚀等物化性能。
耐磨络的应用非常广泛,如机械模具、塑料模具、玻璃模具、化工耐蚀阀门、发动机曲轴、汽缸活塞和活塞环、光学刻度尺、印刷滚筒、纺织印花滚筒、造纸滚筒以及工具、量具、切削刀具等。这些产品经过镀耐磨铬后,可以延长使用寿命。镀耐磨铬的另一用途是修复磨损零件和切削过度的工作,使这些零件重复使用。
需要镀耐磨铬的零件,大多是碳钢基体,亦有铝和铝合金、锌合金、不锈钢以及高合金钢等材料。基体材料都必须按照各自的特性和电镀工艺的要求进行镀前处理。
耐磨铬层的厚度一般为2~50μm,根据零件的要求选择。零件的修复镀铬厚度可达800~1000μm镀铬溶液的沉积速度见表3-37。对于钢铁零件不需用中间镀层。
表 3-37 普通镀铬溶液的沉积速度
(CrO3 250g/L; H2SO4 2.5g/L)
电流密度 (A/dm2) 每小时沉积速度(um)
25℃ 35℃ 40℃ 45℃ 50℃ 55℃ 60℃
3.9
7.8
11.9
15.5
23.3
31.0
38.8
46.6
62.0
77.7
93.2
(一)镀液种类和工艺流程
现在国内大多采用普通镀铬溶液耐磨铬,其配方和工艺条件如下:
铬酸酐 225~250g/L
硫酸 2.25~2.50 g/L
三价铬 3~8 g/L
温度 50~60℃
电流密度 55 ~60A/dm2
一般钢铁零件上镀耐磨铬的工艺流程如下:
基体研磨抛光-汽油清洗-屏蔽和绝缘-上挂具-化学或电解去油-水洗-弱腐蚀-水洗-预热-阳极处理-镀铬-干燥-干挂具-除氢-后加工。
操作注意事项:
(1)零件镀前表面粗糙度Ra≤0.8μm(光洁度应在▽8以上),表面应无锈点;
(2)零件不需镀铬的孔或面,要用绝缘带或过氯乙烯清漆、铅箔封闭绝缘;
(3)铸铁零件最好不用化学去油或浸蚀,以防酸碱溶液渗入铸铁孔隙,导致镀不上铬;
(4)钢铁零件可直接在镀铬槽内进行预热,铜及铜合金在热水槽内进行预热,温度与镀铬溶液温度相同,时间约3~8分;
(5)阳极处理可直接在镀铬槽进行,对不同材质和不同铬层厚度要求,其处理时间有所区别。根据日本工业标准H9123的规定,在10~30A/dm2电流密度下,各种基体材料,不同铬层厚度与所需阳极处理时间见表3-38
表 3-38 镀层厚度与阳极处理时间关系
基体材料 镀层厚度(um)
5 25 125~250
低碳钢
高碳钢
镍铬钢
高速钢、不锈钢
纯铁
(6)开始电镀时最好先用高于2~2.5倍正常电流密度冲击1~2分钟,然后降至正常电流密度。铬上镀铬时应在3分钟内从小电流逐渐升至正常电流密度;
(7)除氢温度为180~200℃,时间为3~4小时。在不同温度退火期间与氢释放量的关系见图3-15;
(8)镀耐磨铬的工夹具设计也是取得优良铬层的重要因素,必须设计合理和选材确当;
(9)尺寸镀铬时镀前表面粗糙度应为Ra0.2~0.8μm,并准确地按图纸规定尺寸进行电镀,镀后尽可能不进行加工或少量加工。
(二)耐磨镀铬的阳极、辅助阳极和保护阴极
镀铬溶液的分散能力和覆盖能力很差,为了得到厚度均匀的镀层,镀耐磨铬时,必须根据镀件的形状安置阳极,并尽可能使阳极与镀件(阴极)之间保持等距离均匀分布,阳极的长度应比镀件稍短些。如果用表面有均匀分布钻孔的筒形阳极或用阴极旋转装置,可减少镀件的椭圆度。
对于形状复杂的零件应用辅助阳极或仿形阳极,如图3-17所示
对于一些圆桩形和带有棱角、尖端的零件,必须用保护阴极,见图3-18,以避免零件的边缘部分产生毛刺、烧焦等缺陷,并使零件的中间部分和边缘部分的镀层厚度保持均匀分布。
五、镀松孔铬
镀松孔铬主要应用在摩擦状态下工作的零件,如内燃机的气缸套、活塞环及转子发动机的内腔等。
镀铬层表面的润油性很差,尤其是承受高压、高速和高温等恶劣条件下工作的零件,容易造成干摩擦的状态,因而零件的使用寿命显著下
降。为了提高铬层表面的润滑性能,可用镀松孔铬法解决。
镀松孔铬有三种方法
1.机械法 在经过喷砂和磨光的基体表面上,用滚压工具使基体表面压成圆锥或角锥的小坑,镀铬后表面保留着这些小坑。此法简便,易于控制,但与润滑油的附着性能不够理想。
2.化学法 在镀铬的表面上,用盐酸处理,使镀铬层原有的裂纹和孔隙加以扩大和加深。此法铬层损耗多,且溶解难于均匀。
3.电化学法 零件经镀耐磨铬后,进行阳极松孔处理,使耐磨铬层上原有的浅窄网状裂纹扩大和加深,铬层表面就产生贮存润滑油的功能,提高零件的抗摩能力。
电化学镀松孔的网状裂纹密度主要依赖于镀耐磨络上原有的裂纹密度,因此必须严格控制镀铬溶液的成分和工艺条件。
镀铬溶液的组成与工艺条件:
CrO3 230~150g/L
CrO3/H2SO4 110~120
Cr3+ 1.5~6g/L
温度 58~63℃
电流密度 30~50A/dm2
溶液组成与工艺条件的影响:
(1)当CrO3/H2SO4的比值固定时,增加CrO3的浓度,网状裂纹密度变稀,但裂纹密度变稀,但裂纹的宽度和深度随之增大;
(2)当CrO3为250g/L、温度为55℃、电流密度为50A/dm2时,CrO3/H2SO4的比值从75增加到150,网状裂纹密度变稀,但宽度与深度随之增大;
(3)三价铬含量增加使网状裂纹从稀变密,但裂纹的宽度与深度相应地变小;
(4)溶液温度的变化对镀层质量影响甚大。升高温度,网状裂纹从密变稀,裂纹随之宽变深,温度升至70℃时,铬层表面不产生裂纹,因此一定要严格控制温度,其变化范围不能超过±1℃;
(5)电流密度对裂纹的影响,随温度的变化有所不同,当温度为50℃时,网状裂纹随电流密度的增加从稀变密,而深度变浅,当温度为60℃,电流密度从20A/dm2升到60A/dm2
时,网状裂纹从密变稀,而深度增加。
此外,基体的加工方法和表面状态对裂纹密度和形状也有一定的影响。
镀松孔铬有两种工艺流程:
(1)机械加工(搪磨或轮磨、珩磨)—镀铬—直接阳极浸蚀松孔处理—珩磨。
(2)机械加工(搪磨或轮磨、珩磨)—镀铬—机械加工—阳极浸蚀松孔处理—珩磨。
第一种方法得到的裂纹自然,均匀,能保证一定的孔隙率和裂纹密度,且工艺简单,但必须进行尺寸镀铬,并注意电统的分布。零件在镀铬前和镀铬时的尺寸公差必须严格控制,以确保镀后有最小的有效加工余量。
第二种方法的优点是铬层孔最多的一层未被磨掉,孔隙也未被磨料残滓堵塞,但缺点是必须重复安装零件,费工大,成本高。
阳极浸蚀处理时,铬层溶解变薄,网状裂纹的扩宽加深与使用的溶液组成和工艺条件关系不大,而是取决于阳极浸蚀强度。阳极浸蚀强度是指单位时间内单位面积上通过的电流强度,以A•min/dm2表示。
阳极浸蚀处理可在同一镀铬溶液进行,镀铬前处理方法可参照镀耐磨铬的工艺流程和操作注意事项。
对于阳极浸蚀强度可根据铬层的厚度用不同的浸蚀强度。
铬层厚度100μm以下为320A·min/dm2
铬层厚度100~150μm为400A·min/dm2
铬层厚度150μm以上为480A·min/dm2
六、镀黑铬
采用化学或电化学方法形成的黑色覆盖层中,以电沉积黑铬的物化性能较优良,它不仅具有瑰丽的装饰性,而且还有耐磨、耐蚀和耐高温等优点。
黑铬镀层既可美化产品的外观,又可用作特殊要求的功能性黑色镀层,如武器、光学仪器、照相器材以及部分轻工产品如金笔、自行车零件等。近年来,黑铬层作为太阳能集热板,从其选择吸收特性,耐温性以及成本等方面考虑,可以认为是理想的(见表3-39)。
根据分析,黑铬镀层是由金属铬和铬的氧化物组成,其氧化物的形式主要是Cr2O3.黑铬层的化学成分为
铬(Cr) 56.1%
氮(N) 0.4%
碳(C) 0.1%
氢(H) 1.25%
氧(O ) >26.0%
表 3-39 黑铬镀层与其他黑色镀层的特性比较
镀层种类 基体 吸收率(α) 辐射率(ε) 耐湿率(t)
镍上镀黑镍
镍上镀黑铬
黑铬
黑铬
黑铬
黑色氧化层 钢板
钢板
钢板
铜
镀锌钢板
钢板 0.96
0.95
0.91
0.95
0.95
0.85 0.07
0.09
0.07
0.14
0.16
0.10 290℃
430℃
430℃
320℃
430℃
430℃
黑铬镀层的硬度为HV130~350,镀层与底层的结合力也很好,其耐蚀性能与普通镀铬相同,主要决定于中间镀层的厚度。
1.黑铬溶液的类型及工艺条件(见表3-40)。
黑铬溶液的类型与工艺条件
镀液组成(g/L)与工艺 铬酸-醋酸型 铬酸-氟化物型 其他类型
铬酸酐
醋酸
氯化镍
偏钒酸铵
氟硅酸
硝酸钠
硼酸草酸
温度
电流密度
电镀黑铬的沉积速度如下:
电流密度(A/dm2) 沉积速度(μm /min)
15.5 0.35
23.2 0.53
31.0 0.71
38.8 0.89
46.6 1.05
2.钢铁零件电镀黑铬的主要工艺注程
(1)镀前处理-镀铜(氰化物)-清洗-镀镍-清洗-镀黑铬-清洗-烘干;
(2)镀前处理-镀镍-清洗-镀黑铬-清洗-烘干;
(3)镀前处理-镀镍-清洗-镀普通铬-清洗-镀黑铬-清洗-烘干。
3.黑铬溶液的配制方法
(1)根据溶液配方计算出所需药品;
(2)将铬酸酐溶解于蒸馏水中,并不断搅拌使铬酐完全溶解;
(3)加入碳酸钡(BaCO3)使铬酸中存在的硫酸根生成硫酸钡(BaCO4)沉淀,并不断搅拌溶液使所有硫酸根完全沉淀除去(碳酸钡用量约2~5g/L);
(4)如用硼酸,应把硼酸溶解于热的蒸馏水中,待完全溶解后加入黑铬槽内;
(5)用蒸馏水溶解硝酸钠(或钾),量取氟硅酸,稀释后一并倒入黑铬槽内;
(6)加入蒸馏水至规定体积,搅拌并分析镀液调整成分,进行试镀。
注意事项:
(1)铬酸酐采用200~250g/L中等浓度较好,浓度过高,镀液的覆盖能力较差,过低时,镀液变化较快,镀层也易烧焦;
(2)硝酸盐可提高黑铬镀液的黑度,偏高时会降低镀液的分散能力。一般控制在4~6g/L范围内;
(3)氟硅酸可以提高黑铬镀液的分散能力,添加量不宜多,一般控制在0.1g/L左右,应勤加少加。过多将导致镀层脱皮;
(4)黑铬镀液中存在硫酸根会使低电流密度区的镀层产生灰色或彩色外观。因此必须加入过量的碳酸钡除去硫酸根。补充铬酐应先除去硫酸根后再加入槽内。
(5)氯离子在黑铬镀液中是有害杂质,可用硝酸银除去。
七、三价铬盐镀铬
六价铬镀铬工艺有许多严重缺点,例如①铬酸的毒性大;②镀液的阴极效率低;③工作电流密度高;④电化当量低;⑤不溶性铅阳极氧化物的污染等。特别是随着工业的发展,电镀加工迅速增加,铬酸对周围环境的污染日趋严重。因此,国内外三价铬盐溶液的镀铬工艺已有一百多年的历史,但由于技术难度较高,进展速度非常缓慢。
近年来,国外的一些电镀公司,对三价铬盐溶液镀铬工艺取得新的发展,已投入小规模生产应用,并制成专利商品进行推销。
(一)三价铬镀铬工艺的优点:
(1)镀液浓度低(三价铬含量为5~20g/L),镀铬漂洗水不含六价铬,废水稍加处理即可达到排放标准;
(2)镀液分散能力和覆盖能力好,有利于提高产品的正品率;
(3)使用的电流密度较低(3~12A/dm2),电流效率高(21~25%),中断电流无影响,有利于提高产量和节约能源;
(4)镀层呈微孔或微裂纹铬层,提高了铬层的防锈能力。
(二)三价铬镀铬液的组成和工艺条件
三价铬镀铬溶液是一种络合物电解液,一般用甲酸盐(HCOOK、HCOONH4)作为络合剂,主盐采用氯化铬(CrCl3·6H2O),此外还需加入一定量的氯化钾(KCI)或氯化铵(NH4CI)作导电盐,用硼酸作缓冲剂,并加入少量的润湿剂。表3-41为国外配方和工艺条件。
表 3-41 国外几种三价铬镀铬溶液组成及工艺条件
1 2 3
镀液组成(g/L) 基本盐 (N29322) 260
浓缩液(C29323) 100
开缸剂(C29324) 10ml/L
润湿剂(N25329)3ml/L 金属铬 24
导电盐 200
络合剂 80
润湿剂 1ml/L CrCl3.H2O 106
HCOOK 80
NH4Br 10
NH4Cl 54
KCl 76
H3BO3 40
润湿剂 1ml/L
pH
温度
电流密度
槽电压
阳极 3.3~3.7
45~57
5~10
8~12
铅或铅锡合金 2.6~3.0
20~25
8.5~11
需用空气搅拌
石墨 2.8
25
0.54~1.08
石墨
注:1号槽液为英国Coming公司的配方;
2号槽液为英国Albright & Wilson公司的配方;
3号槽液为日本专利配方。
国内对三价铬镀铬工艺曾作过一些研究,但未达到生产应用水平,试验的配方和操作条件见表3-42。
三价铬镀铬工艺开始进入工业生产应用,是现代镀铬工艺的重要突破,但尚有不完善之处,需进一步改进;
1. 镀层外观色泽稍暗;
2. 镀层内应力高,因此镀层较脆,当铬层达到3μm后,镀层厚度不再增加,只能用作装饰性镀铬。
3. 镀液对重金属杂质敏感性较强;镀液成分较多,不便维护。
表 3-42 国内几种三价铬镀铬溶液的配方及工艺条件
药品名称 配方1(g/L) 配方2(g/L) 配方3
氯化铬
硫酸铬
甲酸钾
甲酸铵
草酸铵
氯化铵
溴化铵
氯化钾
醋酸钠
硼酸
磺基丁二酸二钠二辛酯
润湿剂
操作条件
温度
pH
阴极电流密度
阳极材料
八、常见故障及处理方法
见表3-43
表 3-43 镀铬常见故障及处理方法
故障现象 原因及处理方法
整个零件均无铬层沉积或仅有黄色膜 1. 没有催化剂或催化剂含量过低,分析后予以补充;
2. 接触不良,电流密度过低;
3. 被镀零件是难于镀铬的材料,采用合适的预处理,如铸铁材料可先氰化镀铜3~5um,再镀铬,也可先用80~100A/dm2的大电流冲击2分钟后,再回复到正常的电流下电镀
零件部分表面未镀上铬 1. 表面存在氧化膜、污垢、淬火盐的残渣等,应彻底浸酸或刷洗;
2. 气泡粘附表面,改进挂具,使氢气泡能自由逸出;
3. 零件互相接触、遮蔽,应正确悬挂零件
零件上端无镀层 零件悬挂太接近镀液液面,液面必须高出阴极5-10cm
零件孔部及开口处无铬镀层 1. 在相应部位氢气大量逸出,用塞子封闭开口处或其背面贴上塑料薄膜;
2. 镀液覆盖能力差,分析镀液中催化剂含量,并按分析调整;
深凹处或大面积表面的中间部分未镀上铬 1. 镀液覆盖能力差,分析镀液中催化剂的含量,并按分析调整;
2. 电流密度过低,提高电流密度,减少电极间的距离或采用辅助阳极;
3. 温度过高;
4. 零件表面太粗糙,研磨、抛光或用其它镀层作为底镀层,以获得平滑的表面
镀铬时镀层剥落 1. 被镀零件表面沾污或由弱腐蚀到进入镀槽相隔时间太长;
2. 零件淬火过度,在油浴中回火;
3. 退镀过的零件表面铬层未退净,彻底退镀或研磨除去剩余铬层;
4. 待镀零件是含铬和钼的合金钢或含硅量大的铸铁,镀前将零件放入1:1或1:2的盐酸中浸10~15秒,然后充分洗涤,镀铬时采用较低的电流密度,镀铬溶液温度低于55℃
镀铬后磨光时,铬层成片地剥落 1. 镀铬时电流长时间中断,退掉铬镀层,重镀;镀铬过程中如果遇到中途断电,应先用30~35A/dm2的电流反镀0.5~1分钟,然后正镀并在2分钟内将电流逐渐升至正常值;
2. 电流密度突然增大,镀液温度太低或镀铬时加入冷水;
3. 边缘处电流密度过高,用辅助阴极,并降低边缘处电流密度
铬镀层与镍镀层一起剥落 1. 镍镀层太薄或铬镀层太厚;
2. 镀镍溶液的pH值太高;
镀铬层有裂纹 1. 镀液中硫酸根含量过高,经分析证实后,加入碳酸钡、氢氧化钡等使硫酸根沉淀,静置;
2. 基体金属太硬,在200℃的油浴中回火30分钟至1小时
装饰镀铬时镀层无光泽 1. 温度太低,提高温度,大零件浸入镀液前要预热;
2. 电流密度过高;
3. 电镀过程中断电,检查接点;
4. 镀铬液中金属杂质过多,分析确定是哪种金属杂质过多,若Cr3+过多,则用比阴极面积大3~4倍的阳极,用1~2A/dm2阳极电流密度电解,使Cr3+变为Cr6+;若铁杂质过多,则更换部分镀液;
5. 底镀层镍层在抛光过程中过热,重新抛光
铬镀层呈乳白色 1. 镀液温度过高;
2. 电流密度过低
铬镀层呈棕黑色,有彩虹色斑点 催化剂含量不足,分析调整
镀层沉积速度降低,镀层灰白 镀液体积过小,单位体积镀液中通过的电流强度过高,减少一次电镀的面积或增加镀液体积
镀层灰色,多斑点 1. 催化剂含量过低,分析调整;
2. 镀亮镍时,亮镍镀液中光亮剂过多,用活性炭处理镀亮镍溶液;
3. 镀镍后清洗不良,加强清洗,镀铬前浸稀硫酸;
4. 镀镍后放置时间过长,减少存放时间,对存放过久的零件重新抛光,并加强活化
镀层粗糙 1. 镀液温度与所用的电流密度不匹配,温度过高,电流密度过高,调整温度与电流密度,使其符合工艺要求;
2. 铬酸酐含量过低,分析调整;
3. 催化剂含量过少;
4. Cr3+含量过高,用大阳极、小阳极电解;
5. 基体金属粗糙,改善基体表面;
6. 悬浮物沾污镀液,静置,清洗阳极;
7. 浸酸后,表面上存在碳的残渣,加强镀前清洗;
8. 镀液中存在着磁性颗粒,用磁铁或过滤的方法除去这些颗粒
整个表面均有小节瘤(镀硬铬,铬镀层厚度超过0.2mm时常出现 1. 阴极电流密度过高;
2. 温度过低;
3. 槽液中有悬浮物,静置,清洗阳极;
4. 基体金属表面粗糙,改善基体表面的研磨加工
在尖角与边缘处生长出小节瘤 在尖角与边缘处电流密度过高,采用辅助阴极,将这些部分屏蔽
在接近挂具下部表面有小节瘤或粗糙 1. 零件悬挂得太接近槽底,悬挂零件时,至少离开槽底15~20cm;
2. 阳极长度大于阴极长度
槽电压过高 1. 阳极表面有不溶解的膜,清洗阳极;
2. Cr3+含量过高,用大阳极、小阴极电解
电镀速度过慢 1. 阴棒或挂具接触点上接触电阻过高,清洗触点;
2. 金属杂质含量过高,用离子交换树脂处理金属杂质,或更换部分镀液;
3. 铬酸酐含量过高,根据分析数据,取出部分镀液,稀释剩余的镀液,并补充催化剂;
4. 硫酸根含量过低或过高;
5. 镀液温度过高;
6. 电流密度过低;
7. 阳极上有硬膜或污垢,清洗阳极
第四节 镀 锌
一、锌镀层的性质和用途
锌是一种银白色的金属。锌的密度7.17g/cm3,原子量65.38,熔点420℃。金属锌较脆,只有加热到100~150℃时才有一定延展性,250℃以上时易于发脆。
锌镀层大多镀覆于钢铁制品的表面。经钝化后,在空气中几乎不发生变化,在汽油或含二氧化碳的潮湿水汽中也有很好的防锈性能。这是因为钝化膜紧密细致及锌镀层表面生成的碱式碳酸盐薄膜保护了下面的金属不再受腐蚀的缘故;另一方面,主要是锌有较高的负电位,锌的标准电位为-0.76V,比铁的电位负,因此,形成铁-锌原电池时,锌镀层是阳极,它会自身溶解而保护钢铁基体。既使表面锌镀层不完整也能起到这个作用,所以锌镀层被称为“阳极性镀层”。锌镀层对铁基体既有机械保护作用,又有电化学保护作用,所以,抗蚀性能相当优良。
锌镀层钝化后,通常视所用钝化液不同而到不同色彩的钝化膜或白色钝化膜。彩虹色钝化膜的抗蚀性比无色化膜高五倍以上。这是因为彩虹色钝化膜比白色钝化膜厚;另一方面,彩虹色钝化膜表面补划伤时,在潮湿空气中,擦伤部位附近的钝化膜中六价铬有对擦伤部位进行“再钝化”作用,修补了损伤,使钝化膜恢复完整,因此镀锌多采用彩虹色钝化。无色钝化膜外观洁白,多用在日用五金、建筑五金等要求有白色均匀表面的制品。此外,还有黑色钝化、军绿色钝化等,在工业上也有应用。
锌是既溶于酸又溶于碱的两性金属,锌层中含有异金属越多越容易溶解。电镀所得锌层较纯,在酸和碱中溶解较慢。锌镀层硬度低,又低人体有害,所以不宜在食品工业上使用。锌镀层经特种处理后可染上各种产针作装饰用。镀锌成本较低。 锌酸层的厚度视镀件的要求而异,较厚而无孔隙,则抗蚀性优良,镀层一般不低于5μm,普通在61~12μm,恶劣环境条件才超过20μm。
因为镀锌具有成本低,抗蚀性好、美观和耐贮存等优点,所以在轻工、仪表、机电、农机和国防等工业中得到广泛应用。
二、镀锌溶液的种类
钢铁零件上镀锌是主要的防护性镀层,其量要占全部电镀零件的三分之一至二分之一,是所有电镀品种产量最大的一个镀种。
获得锌镀层的方法很多,有电镀、热浸镀、化学镀、喷镀和热扩散等,以电镀应具最普遍。
镀锌溶液分碱性镀液、中性或弱酸性镀液和酸性镀液三类。碱性镀液有氰化物镀锌、锌酸盐镀锌、焦磷酸盐镀锌等;中性或弱酸性镀液有氯化物镀锌、硫酸盐光亮镀锌等;酸性镀液有硫酸盐镀锌、氯化铵镀锌等。其中以氰化物镀锌、锌酸盐镀锌、氯化物镀锌和硫酸盐镀锌最常用。
三、氰化物镀锌
氰化物镀锌始于第一次世界大战期间,几十年来,在镀锌种类中占绝对优势。六十年代起,随着我国对环境污染的治理,无氰镀锌有了迅速发展但近几年来,由于氰化物镀锌工艺成熟、镀层结晶细致、镀层经除氢后不会发黑、镀液分散能力好、温度范围较宽及废水治理较简便,氰化物镀锌得到了一些恢复。
氰化物镀锌的缺点是:流效率低(仅70~75%左右)、不宜镀铸铁件,毒性大、易分解、使操作有不安全感,需装槽边抽风等。
氰化物镀锌根据含氰量多少分为高氰、中氰和低氰三种,组成及含氰量见表3-44。
表 3-44 高氰、中氰、低氰镀锌的组成
成分 含量(g/L) 作用
高氯 中氯 低氯
锌 32 17 7.5 供给金属离子
氯化纳 90 45 12 住络合剂
氢氧化钠 75 75 68 辅助络合剂
M比 2.8 2.6 1.6
注:M比=NaCN/Zn
一般采用中氰较多,对处理废水有利,而M比又与高氰接近,镀层质量好,国内外的国防系统仍多采用高氰、低氰国内目前应用比较多。此外还有微氰镀液,含氰0.5~1g/L,尚在试验阶段。
(一)成分及工艺条件
见表3-45。
表 3-45 氰化物镀锌镀液组成及工艺条件
镀液成分(g/L)及工艺条件 1(高氰) 2(光亮) 3(低氰)
氧化锌
氰化钠
氢氧化钠
硫化钠
甘油
钼酸钠
洋茉莉醛
HT光亮剂(mL/L)
HT-Z净化剂(mL/L)
温度(℃)
电流密度(A/dm2)
(二)镀液配制
(1)分别把计算量的氰化钠和氢氧化钠溶解好。
(2)将计算量的氧化锌调成糊状,在搅拌下倒入氰化钠溶液中,待氧化锌络合溶解完后,使镀液澄清,慢慢倒入氢氧化钠溶液,加水至需要容积。
(3)如果不用氧化锌而用氰化锌,溶解方法一样,然后加入计算量的(高氰配方)甘油与硫化钠。将溶液搅匀,静置澄清,边电解边试镀。
(三)电镀反应原理
在氰化物镀液中,锌离子与氰化钠及氢氧化钠均形成络合物即锌氰化钠及锌酸钠。镀液在电解时发生以下反应:
1、阴极过程
锌氰化钠和锌酸钠均离解出锌离子:
通电时,锌离子在阴极上吸收电子而沉积出锌:
氢离子也吸收电子而析出氢:
2、阳极过程
电解时,阳极上发生锌的溶解;
阳极上也有少量氧析出;
(四)成分的作用
1.氧化锌 提供锌离子。锌在镀液中形成两种络盐:锌氰化钠Na[Zn(CN)4]和锌酸钠Na2[Z n(OH)4],它们随洲离氰化钠或游离氢氧化含量不同而改变含量比率:
当锌含量升高会提高电流效率,但镀层粗糙,光亮范围降低;若锌含量偏低,镀层能力与覆盖能力提高,但电流效率下降,镀层沉积慢,因此要控制锌含量在工艺规定范围。
2.氰化钠 是镀液中主要络合剂、氰化钠除与锌离子络合外,需存在一定的游离氰化钠才能使镀层结晶细致,因此控制全部氰化钠与锌的比值(M-)在一定范围很重要,M比的计算公式如下:
M比一般在2~3. 2范围。氰化钠偏高,M比上升,镀层结晶细致,电流效率降低,覆盖能力也降低,氢气析出增多;氰化钠偏低则镀层粗糙发灰。
3.氢氧化钠 是辅助络合剂。除与锌全部络合外,镀液还要保持一定量的游离氢氧化钠,才能使镀导结晶细致。氢氧化钠与锌的比值一般在2~2.5氢氧化钠都能提高导电性,促使锌阳极板溶解,提高电流效率。当镀液中氢氧化钠含量偏高时,锌板的化学与电化学溶解加快,锌含量上升,M比下降,沉积速度加快,但镀层结晶粗糙;若氢氧化钠偏低,则导电性差,阳极钝化,电流效率降低,槽温易上升,镀层粗糙。
4.硫化钠与甘油 硫化钠除了使镀层有一定发亮作用外,主要能除去重金属杂质(如铅、锡等)。甘油能使镀层平滑细致,提高阴极极化作用,也使镀层光亮。
硫化钠含量多时,它与锌生成絮状友谊比硫化锌,提高镀液阴极极化作用。但会造成镀液混蚀,锌的损失大,一般添加硫化钠不超过3g/L。
5.洋茉莉醛与相酸钠 组合使用有很好的光亮效果。由于洋茉莉醛不溶于水,因此要用酒精在60℃左右把洋茉莉醛溶解好;在另一容器把重量为洋茉莉醛二倍的重亚硫酸钠溶解成过饮和水溶液,在不断搅拌下把洋茉醛倒入饮和的重亚硫酸钠溶液中即完成磺化反应。反应产物可溶于水,与钼酸钠一起溶解加入。若加得过多会使镀层亮而发脆。
此外,选用的有机光亮剂还有:茴香醛、苯甲醛、水杨醛、聚乙烯醇和明胶等;有机光亮剂有镍盐、铝盐和硒盐等。
6.HT光亮剂 在低氰镀锌溶液中,由于M比仅为1.1~1.2,镀液分散能力下降,镀层发灰粗糙。此时,只有加入入的光亮剂才能提高镀层质量和使镀液稳定,因此在低氰镀锌中,光亮剂的作用更为突出。最近开发的HT光亮剂,加入低氰溶液中显示有较大吸附性和良好阴极极化作用,镀层细致光吉。TH光亮剂在电镀过程中会逐渐消耗,需定时添加。以前凭经验添加,容易过量,添加过量光亮剂会造成阴极电流效率下降、结合力不够好或镀层脆性等故障;过少则镀层又会不光亮。所以补充量要准确,一般可按每10000A·h加入0.8~1.2kg。
7、HT-Z净化剂 这是与HT光亮剂同时开发的氰化镀锌溶液净化剂。由于镀液中通常会有铅、镉等杂质,电镀时产生干扰。镀层明显发灰粗糙,一般添加1~3g/L硫化钠来处理,使重金属生成硫化物沉淀。但过量的硫化钠又会使锌离子生成胶状硫化锌,使镀液混浊,过滤困难。
HT-Z净化剂只需要加入0.1~0.2g/L即能排除铅、镉的干扰,它与锌离子不起作用,使用方便。
(五)工艺条件的影响
1.温度 氰化物镀液使用温度范围比较宽,一般在15~40℃都能镀得良好镀层。降低温度会降低阴极电流效率,反之,提高温度能提高阴极电流效率并降低分散能力和提高表面粗糙度。温度过高,氰化钠分解加快,镀液成分变化大,光亮范围变狭。所以温度以不超过30℃为宜。
2.电流密度 此工艺比其他镀液的阴极电流密度较宽;但电流密度过高时会使氰化钠分解,也降低了电流效率。因此,一般在3A/dm2为宜,在锌含量低的镀液中电流密度还要低些。
(六)镀液的维护
(1)由于氰化钠与氢氧化钠在电解时要消耗,因此每班要根据化验结果作适当补充,使镀液成分始终在工艺范围内。若锌含量偏高,可在阳极上多挂铁板来降低,但不能用不锈钢板作不溶性阳极。
(2)添加剂溶解要仔细,少加勤加。
(3)每天要化验一次,每月进行一次过滤。过滤前先加入3~5g/L硫化钠去除金属杂质,搅拌静置过夜再过滤。
(4)每隔半年左右,根据化验结果除去过多的碳酸钠。
(5)本镀液虽有除油作用,但镀前处理仍需严格。
(6)滚镀锌工艺也可采用表3-45资料,滚筒转速为6~12r/min。
(七)杂质的影响
尽管氰化钠对一般金属杂质的较强的络合能力,但杂质对镀层质量的影响不可忽视。
1、铜、镉、锡 镀液含铅要小于0.05g/L,镉小于0.1g/L,锡小于0.05 g/L,超过会造成镀层粗糙,钝化后发灰。因此要加入0.5 g/L硫化钠,使之生成硫化物沉淀除去。其来源主要是阳极不钝。
2、铜 镀液含铜要小于1 g/L,若过多会使光泽变暗,钝化发黑。硫化钠不能除铜,除铜最好的方法是用锌粉0.1 g/L铜加锌粉1 g/L处理,加入锌粉后2小时内要过滤,不然锌粉全部溶解掉就无法置换铜了。或用低电流密度0.1A/dm2电解去除铜。实践中发现,锌粉在镀液溶解时还能将微量六价铬还原,因六价铬会降低电流效率,使镀层起泡,所以每隔一定时间用锌粉处理一次对镀层质量有好处。
3、铁 铁在槽内以铁氰化钠形式存在,允许量是60 g/L,过多会造成镀层黑斑。除去的方法可用冷却法。据测定,经降温至7.8℃,除去结晶铁氰化钠,镀液中铁离子含量仅为4.3 g/L。
4、碳酸钠 镀液中碳酸钠是氰化钠、氢氧化钠与空气中的二氧化碳反应生成。适量存在有稳定镀液的作用。积累到25 g/L就开始影响电流效率,若超过50 g/L,电流效率显著降低,镀液发粘,镀层发暗发花,这时就要除去多余碳酸钠。镀槽内碳酸盐含量不允许超过80 g/L。
常用二种除去方法:
(1)冷冻结晶法,用冷冻机或冬天室外自然冷却,最好在零度以下,碳酸钠会结晶出来。若在溶液中挂些草绳,则结晶更多,然后除去,金属盐约损失10%。
(2)加入石灰乳(即氢氧化钙),使之反应生成碳酸钙沉淀除去:
从反应式可看出,处理后氢氧化钠含量会增高。
也可用硫酸钙作沉淀剂。
四、锌酸盐镀锌
锌酸盐镀锌是从七十年代初迅速发展起来的,它与氯化物镀锌同属当前无氰镀锌的两大类。
锌酸盐镀锌主要成分是氧化锌与氢氧化钠,它的工艺特点类似氰化镀锌。镀层质量的关键是选用添加剂,没有良好的添加剂只能得到海绵状的镀层。
锌酸盐镀锌的镀液对钢铁设备无腐蚀作用,可用氰化物镀锌液转化,维护费用低,镀层结晶细致,对杂质敏感性低,废水处理也方便。缺点是电流效率低(仅65~75%),电镀时的气体与镀液刺激性都较大,需装抽风设备。
(一)成分及工艺条件(见表3-46)
表 3-46 锌酸盐镀锌镀液成分及工艺条件
成分(g/L)及工艺条件 1 2 3
氧化锌
氢氧化钠
三乙醇胺
DPE-II
DE
香草醛
硫酸镍
Kr-7
温度
阴极电流密度
(二)镀液配制
(1)在槽内加入总体积四分之一的水,将计算量的氢氧化钠倒入,搅拌直至溶解。
(2)把计算是氧化锌用少量水调成糊状,在不断搅拌下逐渐加至氢氧化钠溶液中,使氧化锌全部溶解,稀释至总容积的8/10左右,加入计算量的三乙醇胺。
(3)加1~5 g/L锌粉,搅拌均匀,静置,过滤。
(4)舟作电解,加入计算量的添加剂,再加水至规定容积,即可试镀。
(三)电镀反应原理
镀液中的锌离子与氢氧化钠生成络合物锌酸钠:
1. 阴极过程
锌酸钠在电解时离解出锌:
电解时也有氢析出:
2.阳极过程
阳极的锌与氢氧根失去电子而生成锌酸根离子:
当锌板出现局部不溶解时,氢氧根在不溶解处放电而析出氧气:
(四)成分的作用
1、氧化锌 是供应锌离子的主盐,锌含量应控制在6~12 g/L之间,锌含量偏高,可提高电流密度,但镀层粗糙,分散能力差,若锌量低,则沉积慢,电流效率降低。
2、氢氧化钠 它是锌的络合剂,并能促进阳极溶解,提高溶液导电性,所以保持一定含量很重要。实践指出,Zn:NaOH=1:8~10为妥。在此比值内镀液稳定,分散能力与覆盖能力良好。若氢氧化钠含量偏高,锌阳极溶解决,使锌含量升高,电流效率下降,刺激性气体也增多,若氢氧化钠偏低,则电流密度范围狭窄,镀层粗糙,阳极钝化。
3、三乙醇胺 微黄色粘稠液体,能与锌络合,提高镀液阴极极化作用,使镀层结晶细致,含量偏高会降低沉积速度;偏低则镀层发灰粗糙,分散能力差,一般含量在20~30ML/L。由于三乙醇胺粘度大,镀液的电流密度上限低,所以目前多用KR-7来代替。
4、添加剂 添加剂在镀液中能使镀层的晶细致光亮,又称光亮剂,能扩大电流密度范围,改善镀液的分散能力和覆盖能力。但过多会造成脆性、起泡等疵病。现在应用的锌酸盐镀锌添加剂大多是有机胺与环氧氯丙烷的合成产物。
常用的有机胺-环氧氯丙烷添加剂见表3-47
至于在锌酸盐镀锌中为什么有机胺要与环氧氯丙烷反应后才能发挥良好作用,其机理尚待探讨。
表 3-47 常用的有机胺-环氧氯丙烷添加剂
商品名称 与环氧氯丙烷添加剂
DPE-I
DPE-II
DPE-III
DE
KR-7
EQD-III
Zn-2
NJ-45
GT-1
GT-4
DHE 二甲氨基丙胺
二甲氨基丙胺、氯甲烷
二甲氨基丙胺、乙二胺
二甲胺
盐酸羟胺
75%四乙烯五胺、25%乙二胺
六次甲基四胺
四乙烯五胺
80%四乙烯五胺、10%二甲胺、10%乙二胺
80%多乙烯多胺、10%二甲胺、10%乙二胺
70%六次甲基四胺、30%二甲胺、少量甲醛
5、香草醛与硫酸镍 是有机与无机添加剂的组合,使镀层平滑细致。含量偏低镀层光泽性差,钝化不亮,含量偏高会造成脆性。添加剂含量应严格控制在工艺范围内。
(五)工艺条件的影响
1、温度 镀液温度偏低时,使用的电流密度范围窄,电流效率低,沉积速度慢,而且易起泡,温度高时,镀层粗糙,分散能力与覆盖能力下降。一般控制在15~25℃为最佳范围。
2、电流密度 此类镀液使用的电流密度较宽,在1~4A/dm2都可。若阴极电流密度过高,电流效率下降,以在2A/dm2 以下为宜,吊镀槽若有阴极移动,电流密度可大一些。
(六)镀液的维护
(1)镀液较稳定,平时只需加添加剂,氢氧化钠可根据化验作适当补充,要控制锌与氢氧化钠比值在1:10左右。
(2)控制镀液温度比较重要,有条件要装降温装置,温度最好控制在30℃以下。使用KR-7添加剂温度可稍高一些。
(3)要使镀液稳定,应注意定期分析、定期加料和定期过滤。
(4)每隔半年至一年要清除一次碳酸钠。
(5)严格镀前处理,下槽前用1:1盐酸活化,防止起泡。
(七)杂质的影响
1、铜 镀液可含量应小于0.05g/L,过多使镀层粗糙无光,可用小电流电解处理或加锌粉置换处理。锌粉可加0.5~1 g/L,搅拌、静置,在二小时内过滤。
2、铅 镀液中含量应小于0.001 g/L,过多使镀层发黑。可加入0.5~1 g/L硫化钠使之生成硫化铜沉淀除去,同时镀液中的其他金属也能一起除去。
3、铬酸根 其含量超过0.4 g/L就使电流效率下降,高电流密度区发雾或起泡,低电流密度区镀不上,分散能力与覆盖能力明显下降,可加入锌粉、大电流电解或加入0.2~0.4 g/L保险粉处理。
镀液中含有硝酸根亦会造成与铬酸根相似故降,硝酸根可用电解法除法。
4、有机杂质 使镀层起泡,光亮度不匀,可用双氧水1~5mL/L处理后,再用活性炭吸附过滤。
锌酸盐镀锌的杂质净化除上述方法外,市场出售一种“碱性镀锌液综合净化剂”(即CK-778),能除去铜、铁、铅、锡和铬等重金属杂质。CK-778中的有机物和高分子凝聚剂还能有效地吸附镀液中的机械杂质和有机添加剂的分解产物,净化后的镀液能恢复到原来的状态。
5、碳酸钠 镀液中含量超过50 g/L时,镀件边角烧焦,可用冷冻法或石灰乳深沉法除去。
五、氯化物镀锌
氯化铵镀锌从60年代起用于生产,由于镀层光亮细致,得到较大的发展,镀液占无氰镀锌近一半,但所排废水难于治理,自七十年代末开发了无铵氯化物镀锌工艺,废水处理较方便,已在生产上应用。
氯化物镀锌的镀液电流效率高(95%以上)、镀层质量好、电镀过程渗氢少,因上可镀弹性零件,能在铸件或高碳钢上直接电镀,镀液对操作人员影响小,不需抽风装置,管理和维护也较方便。
氯化物镀锌的缺点是对钢铁设备有较大腐蚀性;维护不当,钝化膜会发生“变色”现象;氯化铵镀锌废水较难处理,采用无铵氯化物镀锌可得到改善。
(一)氯化铵镀锌
氯化铵镀锌是目前应用较多的镀种,其中以氯化铵型和氨三乙酸一氯化铵型使用较普遍,后者的分散能力和覆盖能力比前者好,在氯化铵型使用添加剂苄叉丙酮能取得良好效果。
1、成分及工艺条件(见表3-48)
表 3-48 氯化铵镀锌镀液成分及工艺条件
镀液成分(g/L)与工艺条件 1 2
氯化锌
氯化铵
氨三乙酸
硫脲
聚乙二醇
“海鸥”洗涤剂(ml/L)
六次甲基四胺
平平加
苄叉丙酮
pH
温度
阴极电流密度
2、镀液配制(以配方1为例)
(1)将计算量的氯化锌、氯化铵及六次甲基四胺分别用温水溶解倒入槽内,加水至总容积的9/10左右。
(2)把计算量的平平加和苄叉丙酮用十倍左右的水加热至沸腾,至少保持15min,不断搅拌,溶解完毕后稍冷,加入槽内。
(3)调整镀液的pH在6~6.4范围(一般配好后pH即在此范围)。
(4)加水至规定体积,边电解边试镀。
3、电镀反应原理
镀液中锌离子与氯化铵及氨三乙酸都生成络离子。在弱酸性条件下,锌离子与氯化铵生成的络离了很少。
(1)阴极过程
除锌的沉淀外,还有少量氢的析出:
(2)阳极过程
阳极主要是锌的溶解:
锌阳极局部钝化时,氢氧根失去电子放出氧气:
4、各成分的作用
(1)氯化锌 是主盐。锌含量的高低对镀层质量有很大影响。含量低高,会降低阴极极化,使镀层粗糙,分散能力差;锌含量偏低,镀层结晶细致,分散能力好,但允许的电流密度下降。在滚镀生产中,锌含量不宜过高,一般控制在15~18g/L。吊镀锌含量可略高些。
(2)氯化铵 是络合剂、导电盐,又是阳极溶解促进剂,含量高有利于提高溶液的导电能力,从而有利于提高分散能力;含量低低会使镀层粗糙,镀液分散能力差。但氯化铵含量偏高不但使阳极溶解太快,还会有较多的结晶析出,这些结晶物有时悬浮在镀液中,有时沉积在镀件表面,对镀层质量造成不良影响,因此,在冬天含量要低些,夏天要高些。
(3)氨三乙酸 是络合剂。络合能力比氯化铵要高,一般控制在20~30g/L。含量偏高会引起电流效率下降,大量析氢,钝化膜易变色;含量偏低使阴极极化降化,镀层粗糙。氨三乙酸调成糊状,然后在搅拌下缓缓加入稀氢氧化钠溶液,使pH至7,变成透明溶液,即可加入槽内。
由于氨三乙酸的危害性较大,也可采用其他类型镀液:
① 氯化铵-柠檬型 镀液可含柠檬酸40~60g/L。因柠檬酸与铁、铜等离子有络合作用,因此,镀液对杂质敏感性小。
② 氯化铵-氯化镁型 镀液中含氧化镁30~40 g/L。镀液沉积速度快,但分散能力与覆盖能力差。
此外,不可不加络合剂,仅选用添加剂,如加入平平加和苄叉丙酮等。
(4)六次四基四胺(乌洛托品) 镀液中添加六次四基四胺。主要是对金属杂质特别是铜离子起隐蔽作用。
(5)平平加 是一种非离子型表面活性剂。它是加入能明显提高阴极极化,使镀层细致光亮,并扩大电流密度范围,提高覆盖能力。若含量偏高,镀液粘度加大,电流效率下降。一般采用商品名“匀染剂102”的平平加效果较好。
(6)苄叉丙酮 又称甲基苯乙烯在酮,是氯化铵镀锌中的优良光亮剂,可在较宽的电流密度和温度范围内得到光亮镀层。当镀液温度低时,过多的苄叉丙酮会增加镀层的内应力。苄叉丙酮是结晶体,溶于乙醇,微溶于水。可利用平平加的乳化作用,把三份平平加与一份苄叉丙酮在水中煮沸15分钟,溶解成苄叉丙酮乳化液,再经冷却加入槽内。
(7)硫脲 在镀液中去除重金属杂质和发亮的作用。在电解时会解离出硫而使重金属生成硫化物深沉。它与锌离子生成絮状硫化锌,使阴极极化作用增强,镀层呈半光亮,硫脲含量应少于5g/L,超过此量易使镀层发脆。
(8)聚乙二醇,是一种非离子型表面活性剂,它不参予电极反应,仅吸附在阴极表面,这种“阻滞”现象使镀层结晶光亮细致。常与硫脲一起使用,一般在1~2 g/L就能起到很好的作用。若含量过高会造成钝化膜发糊,镀件在贮存中钝化膜易变色。常用的聚乙二醇分子量为6000。
(9)“海鸥”洗涤剂 由几中非离子型表面活性剂配成。起润滑剂和扩散剂的作用,还能减少针孔、麻点和气流的产生。含量过多会使钝化膜发花。
5、工艺条件的影响
(1)pH 应严格控制pHd 6~6.4范围。PH偏高时,镀液的粘度增大,镀层粗糙疏松,同时出现暗色条纹;偏低时,阴极上析氢多,电流效率下降,镀层上会产生“气流”——向上的条纹,同时锌阳极溶解加快,使溶液中锌含量提高。在电镀过程中Phwf 不断升高,可用盐酸、稀硫桎或醋酸调整。PH低时可用氢氧化钠或氨水调整。
(2)温度 在电镀(尤其在滚镀)时温度会逐渐升高,温度高会降低阴极极化作用,使阳极溶解加快,镀层粗糙,分散能力差。当温度偏低时,氯化铵易结晶析出,电流密度范围狭窄,沉积速度减慢,镀导边缘容易烧焦。温度应控制在15~30℃为宜。
(3)阴极电流密度 其大小与锌离的浓度、溶液的温度有关,在锌离子含量高、槽温度及pH低的情况下,电流密度可适当大些。在正常情况下,适当增加电流密度可以提高阴极极化。要根据温度、Ph、锌离子浓度及镀件形状来确定最佳电流密度。
阴极电流密度过大会造成镀件烧焦,滚镀件会产生与滚桶孔眼相似的黑色小圆点。
6、镀液的维护
(1)工作时,每隔4小时要测一次pH,及时调整。
(2)添加剂要溶解好,并要少加勤加。氯化铵根据化验每天补充。
(3)因镀液无除油作用,应加强镀前处理。
(4)镀件落入槽内应及时取出。
(5)正常两班生产的镀液每月至少过滤一次。若发现钝化膜贮存变色要立即用活性炭处理并过滤,勿加双氧水。
7、杂质的影响
氯化铵镀锌液杂质积累到一定程度对镀层质量有明显影响,要设法除去,清除有机分解产物是一个经常性的工作。要清除有机物时,不宜加入双氧水,否则会造成镀层发黑而难以纠正。
(1)铜 它的存在会使镀层发黑粗糙,尤其在电流密度小的地方。一般含有硫脲或六次甲基四胺的镀液能隐蔽少量的铜。若含更是过多,要用电解法处理,即小电流电解,也可用置换法,即在镀液中加入0.5~1g/L锌粉,搅拌,在2小时内过滤。
(2)铁 镀液中铁杂质有二价铁与三价铁。能使镀液浑浊发黄,镀件的低电流密度处发黑,还会使镀层粗糙,覆盖能力显著下降,可先加入双氧水使两介铁氧化为三价铁,再加入2~5m L/L氨水使铁生成褐色氢氧化铁析出,过滤除去。还可加入磷酸氢二钠沉淀铁。
应注意尽量避免铁零件落入槽内。
(3)有机物 镀液中表面活性剂与光亮剂的分解产物会越积越多,镀层质量会显著下降,如发脆、不光亮等。
处理方法是先把镀液加温到50℃左右,加入2~5g/L活性炭,搅拌,放置一夜再过滤。
(二)无铵氯化物镀锌
该镀液不含络合物,溶液组成简单,解决了氯化铵镀锌废水处理困难的问题,近年来发展较快,也可高温生产。
1、成分及工艺条件(见表3-49)
2、镀液配制
(1)先将计算量的氯化钾(或氯化钠)硼酸用热水溶解后加入槽入。其中硼酸以10倍沸水来溶解。
(2)将计算量的氯化锌用少量水溶解后加入槽内。
(3)加入计算是添加剂,加水至所需容量,搅拌均匀,测定pH(一般配好就在工艺范围内),通电试镀。
表 3-49 无铵氯化物镀锌液组成及工艺条件
成分及工艺条件 钾 盐 钠 盐
1 2 3 1 2 3
氯化锌
氯化钠(精盐)
硼酸
W添加剂
101添加剂
CZ-87A剂
pH值
温度
阴极电流密度
吊镀阴极移动
滚镀转速
3、电镀反应原理
单盐镀液的电极反应比较简单
(1)阴极过程 氯化锌在水溶液中离解:
电解时,锌离子在阴极上得到电子,沉淀出锌:
同时,部分氢离子放电析出氢气:
(2)阳极过程 锌阳极在大量氯离子存在时很容易溶解:
阳极电流效率尽管很高,但在电解时仍有少量氢氧根失去电子析出氧:
4、成分的作用
(1)氯化锌 锌离子的来源。采取较高的浓度能提高沉积速度,也能防止阴极浓差极化使镀层烧焦。锌离子的浓度允许在较在范围内变化。锌离子浓度低时,镀层易烧焦,一般以50~100g/L为宜。
(2)氯化钾或氯化钠 单用氯化锌 导电性极盖,加入氯化钾或氯化钠主要起导电盐的作用。钾盐导电性好,钠盐价格便宜,复杂零件用钾盐为妥。除导电作用外,还提高了阴极极化和镀液的分散能力。若氯化物含量偏低,不但导电性差,同时镀层表面易产生黑色条纹,光亮范围也缩小。
(3)硼酸 镀液在弱酸性范围内加入硼酸起稳定pH 作用,pH 偏高会形成金属氢氧化物夹杂于镀层中,使镀层发暗,若pH偏低,由于氢的析出增加,电流效率显著下降。
(4)101添加剂、W添加剂 这些都是市售商品添加剂,成分未公开。当镀液加添加剂时,只能得到无光灰色的粗糙镀层。加入添加剂后,镀液的分散能力和覆盖能力提高,镀层光亮细致,整平性好。若购买不便,也可自行配制,配方是苄叉丙酮20g/L、平平加180g/L、苯甲酸钠30 g/L和扩散剂NN030 g/L。CZ-87可使槽温达30℃仍可工作。
5、工艺条件的影响
(1) 温度 镀液温度在15~30℃为宜,所得镀层光亮,覆盖能力较好,若温度偏高,添加剂消耗加快,光亮度和覆盖能力下降,镀层粗糙,温度偏低,虽然结晶细致,但电流密度范围缩小。
(2)pH 镀液pH偏低,电流效率与覆盖能力都下降;pH偏高时,镀层质量显著降低。电镀时pH会缓慢上升,可在不断搅拌下用盐酸调整。若pH偏低可用稀碱液调整。
(3)阴极电流密度一般控制在0.8~2A/dm2。电流密度高,镀层光亮,分散能力与覆盖能力也有提高,因此只要镀层不烧焦,电流密度可适当提高。
6、镀液的维护
(1)镀液比较稳定,氯化锌、氯化钾或氯化钠和硼酸的含量,每周只需分析一次,根据结果作必要的调整。锌离子含量可用增减锌阳极来调整。同时锌板在停镀时不用取出,也能保持离子浓度稳定。
(2)每班要测一次pH,pH上升可用盐到或醋酸调整。
(3)添加剂的补充,可用霍尔槽试片观察,也可摸索消耗规律。一般每1KA·h耗100~200mL。
(4)要重视前处理工序,如除油、浸酸等,不然会引起结合力不良。(5)要防止铁镀件落入槽内,每天下班前应劳出槽底落物。每隔1~2个月要用活性炭吸附过滤大处理一次。
7、杂质的影响
(1)铁 当铁离子含量大于5g/L时,低电流密度区镀层发黄。可加30%双氧水0.5~1mL/L处理,充分搅拌,将pH调至6,然后过滤除去。
(2)铜 对镀液影响也很大。铜离子大于5mg/L时会引起镀层钝化后不亮、发花和发黑。处理以锌粉置换较好,即加入1~2g/L锌粉,搅拌,静置1小时后过滤,也可采用0.2A/dm2小电流电解除去。
(3)铜 含量不大于5mg/L,超过会造成镀层发灰。可采用除铜杂质的方法处理,即铜、铜和镉,都可采用锌粉置换除法。
(4)有机杂质 由添加剂的分解及油脂的带入积累的有机杂质,会使镀层发雾,钝化不光亮。覆盖能力降低,镀层粗糙,可加入1~5g/L活性炭吸附有机杂质,搅拌并静置过夜、过滤。
镀层质量很差的镀液,可先用锌粉,后用活性炭处理再过滤。
六、硫酸盐镀锌
硫酸盐镀锌是最早用的镀锌方法。镀液简单,成本低廉,电流效率高(接近100%),沉积速度快,适合在线材、带材上高速电镀。与其他类型镀液相比,它的阴极极化小,镀层结晶也较粗,分散能力覆盖能力差,只适用外形简单的零件。尽管如此,它在镀锌中仍占有一定地位。
(一)成分与工艺条件
表 3-50 硫酸盐镀锌液组分与工艺条件
镀液成分(g/L)及工艺条件 1 2 3 4
硫酸锌
氯化铵
硫酸铝
钾明矾
硫酸钠
硫酸镁
硼酸
甘草精
糊精
萘二磺酸
pH
温度
(二)电镀反应原理
硫酸盐镀锌是单盐电镀;反应机理比较简单。
1、阴极过程 硫酸锌在水中离解:
电解时,锌离子在阴极上得到电子析出锌:
同时,部分氢离子也得到电子析出氢:
2、阳极过程 锌阳极很容易溶解:
阳极电流效率尽管很高,但在电解时仍有少量氢氧根失去电子而析出氧:
七、除氢处理
镀件在电镀过程中挂在阴极。电镀时,阴极上除沉积出锌以外,同时还析出部分氧,其中有一部分氢分渗入镀件的晶格中,造成晶格歪扭,使镀件内应力增大,产生脆性。另外,镀件在酸洗、阴极电解除油时也会有这种渗氢现象,使零件产生脆性而断裂,称为“氢脆”。
零件对氢脆敏感性与材料的物质性、抗拉强度的大小有关。抗拉强度越高,氢脆敏感性就大,容易渗氢而千万氢脆断裂。弹簧、弹簧片、高强度钢等等重要结构件经电镀后必需进行除氢。
除氢可在装有循环装置的空气炉或油槽中进行。这类除氢设备必须装有一套自动控制和一套报警装置,除氢时间应连续,不可中间断开。除氢应在钝化前进行。
由于电镀零件的抗拉强度不同,一般抗拉强度值 时无要求,但 时,电镀前必须消除应力,同时镀后应除氢,时间长短按值 而变化,电镀前消除应力的条件见表3-51。电镀后的除氢要求见表3-52。
表 3-51 电镀前消除应力的条件
钢的最大抗拉强度 (Mpa)
热处理要求
无要求
190至220℃之间至少1h
190至220℃之间至少18h
190至220℃之间至少24h
表 3-52 电镀后的除氢(热处理)
最大抗拉强度
为了减少氢脆的热处理
(2) 不承受疲劳载荷的未喷丸零件;
(3) 所有的喷丸零件 仅适于对喷丸零件作减少氢脆和恢复疲劳强度的热处理
无要求
190至220℃,至少2h
190至220℃, 至少6h
190至220℃,至少18h 400~480℃, 至少1h
400~480℃, 至少1h
400~480℃, 至少1h
400~480℃, 至少1h
对于抗拉强度很低的零件以及经热处理的渗碳、氰化零件及钎镍零件可按表3-53进行除氢。
表 3-53 除氢要求
镀层 除氢温度 除氢
空气炉 油槽
锌镀层
230~250 2
200~230 180~200 3
镉镀层 180~200 180~200 2~3
带有锌镀层或镉镀层的渗碳、氰化零件及钎焊零件 140~160 3以上
注:①用过热汽缸油或变压器油进行油槽除氢;
②铜及铜合金零件,钎焊的钢和铜组合件不除氢(特殊要求例外);
③渗碳、氰化零件除氢温度不应超过低温回火温度,但应适当延长除氢时间。
八、钝化处理
(一)钝化膜的作用及其形成机理
1.钝化膜的作用
将锌镀层放入以铬酸酐为主组成的溶液中进行化学处理,使其表面生成一层铬酸盐薄膜的工艺过程称为钝化。钝化有以下几种作用。
(1)使锌镀层表面进行化学抛光,形成光亮的表面。
(2)钝化膜可呈现不同的色彩,尤其是白色钝化可达到浅蓝色的钝化膜,近似铬镀层,可作为装饰用。也可钝化成军绿色和黑色等美丽的膜层。
(3)生成的钝化膜化膜可提高锌镀层抗蚀性能,延长镀件的贮存和使用寿命。锌镀层钝化后对抗蚀性的影响见表3-54。
表 3-54 锌镀层钝化后对抗蚀性的影响
锌层厚度(um) 未钝化生锈时间(h)
钝化
泛白点(h) 生铁锈(h)
5 36 96 132
8 56 96 152
13 96 96 192
20 152 96 248
25 192 96 288
2.钝化膜的形成机理
当锌镀层浸入钝化液时,有以下三个反应过程
(1)锌的溶解还原过程 锌镀层首先与钝化液中的酸反应而溶解,还原成锌离子:
(2)pH升高,形成钝化膜的过程 由于锌的溶解,使锌镀层表面附近溶液的氢离子浓度下降,pH上升,氢氧根离子浓度相应增加。此时,溶液中的重铬酸根转变为铬酸根:
在铬酸根和氢氧根离子作用下,生成碱式铬酸盐,三氧化二铬及亚铬酸锌,在镀层表面成胶状膜层:
(碱式铬酸铬)
(碱式铬酸锌)
(三氧化二铬)
(亚铬酸锌)
钝化膜的组成比较复杂,经测定,彩虹色钝化膜组成为: 、 、 、 、 、 。难以用分子式来写明,可简略为 。
(3)钝化膜的溶解过程 钝化膜形成过程中,由于离子的扩散作用,钝化膜表面附近溶液中的氢离子浓度升高,pH降低,钝化膜会溶解。在初始阶段成膜速度大于溶解速度。
以上三个过程是同时进行的,在整个钝化过程中,包含着锌的溶解和膜的生成及膜的溶解。开始阶段膜的生成是主要方面,但由于钝化液中酸度很高,随着时间的增长钝化膜的溶解速度增大。当镀件脱离钝化液,在空气中上述反应继续进行,由于残留在锌镀层上的溶液较少,反应的结果使氢离子浓度迅速降低,双得不到氢离子的补充,使残留溶液的pH值迅速增高,锌镀层与铬酸盐等起反应,形成钝化膜。
以前一直使用铬酸酐浓度较高的钝化液,称“高铬钝化”。钝化液稳定,钝化膜质量好。其缺点是铬酸酐消耗大,且大多数在清洗中带出,增加废水处理的负担。为解决这个问题,可采用铬酯酐浓度很低的“低铬钝化”工艺,大大减少废水中六价铬含量,缺点是钝化液要经常调整,化学抛光性较差。也有采用铬酸酐含量80~100g/L的“中铬钝化”。
(二)高铬酸钝化
1、彩虹色钝化
(1)彩虹色钝化工艺 彩蓝天色钝化工艺,见表3-55
(2)工艺流程和各种成分,工艺条件的影响工艺流程;
镀锌-水洗-钝化-清洗三道-浸温水(不高于60℃)-烘干(不高于80℃)。
表 3-55 高铬彩虹色钝化工艺
工艺 一次钝化 二次钝化
甲 乙
铬酸酐
硝酸
硫酸
温度
时间
注:新配液要加入少量的锌粉或硫酸亚铁。
各种成分和工艺条件的影响:
①铬酸酐 铬酸酐浓度高,钝化膜厚,色彩浓,光亮度好,但浓度太高会降低镀层厚度;浓度偏低,彩色淡且不光亮。
②硝酸 硝酸起化学抛光作用。若硝酸太高,会加速膜和锌层的溶解,同时使膜层结合力差;硝酸偏低则光亮度差。
③硫酸 硫酸起成膜作用,可使膜溶解速度减慢,所以在生产中常用提高硫酸浓度来获得较厚的钝化膜。但硫酸过多,会使膜层疏松发雾;浓度偏低,钝化膜色彩淡。
④三价铬 三价铬影响膜的形成,是膜的组成部分,在新配的溶液中无三价铬离子,钝化膜色彩淡而偏黄,为生成三价铬,一般采用加入锌粉或硫酸亚铁,将一部分六价铬还原三价铬。可加锌粉1~3g/L和硫酸亚铁4~5g/L
⑤温度 若温度偏上限,钝化反应加快,要缩短在空气中搁置时间,钝化膜色彩才均匀。但温度过高,造成膜层疏松,抗蚀性差,锌也溶解快;温度过低,成膜速度慢,色彩偏淡,一般控制在20~30℃范围较好。
⑥时间 钝化时间与钝化液组成的pH值有密切关系,既不能太短又不能太长。钝化时间短,钝化膜较薄且光亮度差;时间太长,钝化膜会溶解和疏松。
⑦清洗与成膜 将镀件在钝化液中取出,若立即用水清洗,膜层薄,彩虹色淡;若镀件从钝化液取出后,在空气中搁置几秒至几十秒,有利于钝化膜的生成。此法称“气相成膜”,一次钝化即生成彩虹色膜。另一种称为“液相成膜”法,是先把镀件放入甲槽钝化,不清洗,再直接浸入成分较淡的乙槽中,钝化膜在乙槽中的溶液中生成。其优点是膜层色泽均匀,没有钝化溶液的痕迹。
清洗后浸温水,温度要低于60℃,以防膜中六价铬溶解而造成抗蚀性的多孔性钝化膜。
⑧老化 胶体钝化膜经烘干才有良好抗蚀性,烘干温度不得超过60℃,时间为20~30min。因大于60℃时易造成钝化膜龟裂,降低抗蚀性能。采用不同烘干温度对钝化膜抗蚀性的影响见表3-56。
表 3-56 采用不同烘干温度对钝化膜抗蚀性的影响
钝化膜 60℃ 80℃ 150℃ 200℃
白色 72 48 24 18
彩虹色 144 72 24 24
黑色 192 96 18 12
军绿色 360 288 18 12
注:表内数字是耐中性盐雾试验的小时数。
⑨出光 为使镀层光亮,特别是采用低铬钝化时,往往在钝化前把镀锌在1~3%硝酸溶液中浸渍(称“出光”),经清洗后再钝化,当镀层很光亮或高铬钝化时,不必采用此工序。若镀层不是光亮性,是采用中铬或低铬钝化,应采用光工序,然后钝化。
2、彩虹色膜的漂白处理
彩虹色膜经过处理,能得到白色外观,称为“漂白”。经漂白后抗蚀性有所降低,但外观光亮白净,能满足一些产品对外观的要求。
(1)漂白处理工艺 常用彩虹色钝化膜漂白工艺见表3-57
表 3-57 钝化膜漂白工艺
漂白液 组成(g/L) 温度 时间 色泽
铬酸漂白 铬酸酐150~200
碳酸钡2~4 室温 5~15 银白色
硫化碱漂白 硫化钠3~7
氢氧化钠10~20 室温 5~15 银白色
氢氧化钠漂白 氢氧化钠20~30 室温 5~15 银白色
注:时间以漂去彩色为止
(2)工艺流程和各种成份、工艺条件的影响工艺流程:
镀锌-水洗-彩虹色钝化-多级清洗-漂白-二道清洗-浸热水封闭(温度80~100℃,水中加0.2g/L铬酸酐)-干燥。
说明:封闭可提高锌镀层抗蚀性。
各种成份和工艺条件的影响
铬酸酐漂白液。主要是依靠铬酸漂白。此溶液若有硫酸就会生成彩虹色膜。所以加少量碳酸钡,其目的是除去硫酸根,若漂白后发现有彩色就要加碳酸钡。硫酸根的来源是铬酸酐原料中含有或钝化液清洗不净带入。
硫化钠漂白液能漂出带蓝白色的光泽。漂白后清洗要彻底。膜表面带碱性不利于贮存,采用热水封闭可提高抗蚀性能。
氢氧化钠漂白液成分简单,但色泽不够美观。
漂白时要注意,从彩虹色钝化液取出的镀件,要立即清洗进行漂白,最忌空气搁置,因生成的彩钝膜越厚,漂白越困难。
(三)低铬酸钝化
1、 低铬酸钝化工艺(见表3-58)
表 3-58 低铬彩虹色钝化液工艺
配方及工艺条件 1 2 3
铬酸酐
硝酸
硫酸
硫酸锌
高锰酸钾
pH
温度
时间 溶液中10~45(不需在空气中搁置)
2、工艺流程和各种成分、工艺条件的影响
工艺流程:镀锌-水洗-出光(或低铬白钝化)-水洗-彩虹色钝化-清洗-浸热水(<60℃)-干燥。
低铬彩色钝化的膜层主要在溶液中形成,所以不需在空气中搁置。大面积镀件钝化时要搅拌钝化液,彩虹色膜才能均匀。
钝化膜的厚度与溶液中铬酸酐浓度、温度和时间有关,也与pH值有关,因此pH一定要控制在规定范围。
低铬彩针钝化溶液中各种成分的作用与高铬彩色钝化相似,可在溶液中加入少量高锰酸钾或醋酸以提高膜的结合力。
(四)低铬白钝化
该工艺不需要彩色膜漂白,而是一次钝化就能生成白钝化膜,因此又称“低铬一次白钝化”。
1、低铬白钝化工艺
铬酸酐 3~5g/L 硝酸 25~30mL/L
硫酸 10~15mL/L 氢氟酸 2~4mL/L
温度 10~30℃ 时间 在钝化液中 3~10s
在空气中 5~15s
(新配制应加三氯化铬5g/L)
2、工艺流程和各种成分、工艺条件的影响
工艺流程:镀锌-水洗-低铬白钝化-多级漂洗-浸热水封闭(温度80~100℃,加0.2g/L铬酸酐)-干燥 。
各种成分和工艺条件的影响:
(1)铬酸酐 是形成钝化膜的主要成分。铬本酐含量偏低时,钝化膜抗蚀性差。适当提高铬酯酐含量,能使钝化膜光亮度及抗蚀性提高。但铬酸酐含量过高时,钝化膜上会出现淡淡的彩虹色,使白色膜显得不白净。
(2)硝酸 在钝化液中起化学抛光作用。若硝酸偏低,钝化膜不光亮、发雾;当硝酸含量高时,光亮度大为提高,但锌镀层溶解加快,钝化膜的抗蚀性也降低。
(3)硫酸 钝化液加入硫酸,可以提高总酸度,对成膜和化学抛光都有利。硫酸过少或没有硫酸时,钝化膜暗黑而不牢;但硫酸含量偏高时,钝化膜的抗蚀性下降,会出现蓝色发糊,所以硫酸要合理控制。
(4)氟化物 钝化液中有氟化物能增加化学抛光作用,使钝化膜细致光亮。但含量不太高时,钝化膜会发暗发雾。
(5)三氯化铬 在新配的钝化液中,应加入适量的三氯化铬,使钝化膜呈蓝白色,但由于在钝化过程中,六价铬会不断还原成三价铬。所以在使用地的钝化液中不必再补充。当三价铬含量过多时,容易引起发雾。
(6)温度 一般钝化操作在室温下进行。若温度超过35℃,钝化膜也会发光发雾。
(7)时间 低铬白钝化由四酸组成,酸度高对锌的溶解快,所以钝化时间应控制。
(8)钝化膜的封闭 因白钝化膜很薄,为提高抗蚀性,在白钝化后经清洗再在含铬酸酐0.2~0.3g/L的热水中浸渍。此工序很重要,经封闭的白色钝化膜耐盐雾试验可达48小时,不经封闭的就很难通过。
(9)钝化液的老化 钝化液在使用后,锌含量会不断提高。当锌含量达到15g/L时,就达到容许的极限,钝化出来的白色膜开始不光亮、发雾。此时虽可用冲淡的方法来处理,再重新补充原料,但还是弃去较合算。更新时可保留约十分之一的旧溶液,这样新配时可不再加三氯化铬。
(五)超低浓度铬酸彩色钝化
1、超低铬钝化工艺(可适用于各种镀锌液)
铬酸酐CrO3 1.2~1.7g/L
硫酸钾K2SO4 0.4~0.5g/L
氯化钠NaCl 0.2~0.3g/L
硝酸HNO3 0.5mL/L左右
醋酸HAc(36%) 4~6mL/L
锌粉 0.1g/L
pH 1.6~2.0
温度 室温
搅拌形式 空气激烈搅拌
钝化时间 30~50s
2、工艺流程和各种成分、操作条件的影响
工艺流程与低铬酸钝化相同。
各种成分和工艺条件的影响。
(1)铬酸酐 与低铬酸钝化相同。
(2)硫酸钾 比硫酸易于控制,使pH稳定。
(3)氯化钠 可使锌镀层清亮,减少发雾。
(4)硝酸和醋酸 使锌镀层出光,醋酸太高会发雾。
(5)温度 低于10℃会发雾,冬天应中热到20℃左右,高于50℃钝化膜也易发雾。
(6)锌粉 新配溶液彩色膜易脱,加入后钝化数槽便可自然消失。
(7)压缩空气搅拌,为了使工件钝化膜均匀,必须搅拌或加剧抖动零件。最理想的工艺是把溶液不断地均匀喷射到工件表面,便获得均匀厚度的钝化膜。
超低铬钝化可用于自动线上,手工生产也可采用空气搅拌,超低铬钝化槽的深度应适当深一些,槽底设置细孔的塑料管,通入无油的压缩空气。
(六)低铬或超低铬银白色钝化
低铬或超低铬银白色钝化工艺
铬酸酐 1~5 g/L
硝酸 0.5~1mL/L
碳酸钡 0.5~1 g/L
pH 1.5左右
温度 10~40℃(铬酸酐浓底低,温度要高)
时间 10s左右
(七)军绿色和黑色钝化
1、军绿色钝化工艺
铬酸酐 30~35 g/L
硝酸
硫酸
盐酸
磷酸
温度
pH值
时间
军绿色钝化液又称五酸钝化,配置时先溶解铬酸酐,然后加入其它成分。新配时应加少量锌粉,静置4~8小时使钝化液自然冷却即可。
军绿色钝化膜适用于锌镀层,防护、耐磨、装饰性均较好,但工艺性、耐温性较差,钝化时镀层损失约3um。钝化时的夹具或容器可用铝、塑料或镀过锌的金属网,不能用裸露的铜丝。钝化时不得遮挡或碰撞,要轻轻晃动零件或缓慢来回移动。钝化膜未干时很嫩,不能用手摸。清洗时间也不能太长,防止六价铬溶解。溶液PH值不高于2,锌离子的含量不大于10g/L。
要求导磁、导电和焊接的零件不应钝化。
2、黑色钝化工艺
配方1: 铬酸酐 15~30g/L
硫酸铜 30~50g/L
甲酸铜 20~30g/L
醋酸 70~120mL/L
温度 20~30℃
PH 2~3
时间 120~180s
配方2: 铬酸酐 10~40g/L
硫酸 5~30g/L
醋酸 10~100mL/L
银离子(用硝酸银) 0.2~0.4g/L
温度 15~30℃
时间 10~30s
钝化液中的黑化剂在配方1是硫酸铜还原成氧化亚铜;配方2是硝酸银生成氧化银。
铬酸酐是氧化剂,甲酸钠是活化剂,硫酸是成膜剂。
醋酸在钝化液中起提供和稳定氢离子浓度的作用。含量偏低时钝化膜发黄;过高又使钝化膜呈黄褐色。
黑色钝化膜烘干后罩上一层清漆,表面黑色均匀性和光亮度可进一步提高。黑色钝化工艺较不稳定,一般可采用锌镀层发黑。
(八)、锌镀层发黑
锌镀层可以浸入下列各种溶液中发黑,也称为浸黑或着黑色。锌镀层发黑工艺见表3-59
表 3-59 锌镀层发黑工艺
溶液成分及工艺条件 1 2 3
醋酸铅
硫酸镍
硫氰酸铵
氧化锌
硫代硫酸钠
醋酸铵
硝酸银
钼酸铵
氨水
水
温度
时间
注:配方3使用后应盖好,防止氨水挥发。
(九)、钝化膜的分级和抗腐蚀性要求
1、钝化膜的分级(见表3-60)
表 3-60 钝化膜的分级
级别 代号 类型 类型外观 单位面积上膜的质量(g/L) 腐蚀保护性
1 A 光亮的 透明光亮有时带淡蓝色 <=0.5 轻微的,例如在搬运时抗污或在低腐蚀条件下抗高的湿度
B 漂白的 透明带微彩虹 <=1.0
2 C 彩虹的 带黄色彩虹橄榄绿,暗到棕色或古铜色 0.5到1.5 值得重视的,包括抗某种有机气氛的保护
D 暗色的
注:黑色膜可以有不同程度的腐蚀保护性。
2、 抗腐蚀性要求见表3-61
表 3-61 抗腐蚀性要求
代号 分级 形成白色腐蚀产物最小时间 代号 分级 形成白色腐蚀产物最小时间
九、故障处理
各种镀锌电解液及钝化液常见故障和处理方法见表3-62~3-69
表 3-62 氰化镀锌常见故障和处理方法
故障现象 原因及处理方法
镀层粗糙发暗 1. 镀液中锌或氢氧化钠含量偏高,补充氰化钠,调整工艺;
2. 镀液有重金属杂质污染,加少量硫化钠处理;
3. 镀液温度较高或阴极电流密度偏大;
4. 镀液被有机杂质污染,用活性碳处理;
5. 镀液光亮剂含量偏低
镀层色泽好,但镀件向上的半面粗糙 1. 镀液有较多悬浮杂质,过滤除去;
2. 锌阳极质量差,调换阳极
镀层沉积速度慢 1. 镀液锌含量偏低,M比偏高,补充锌盐;
2. 镀液氰化钠偏高或氢氧化钠偏低,补充氢氧化钠;
3. 镀液温度低或阴极电流密度偏低
镀槽四周及阳极表面有灰暗结晶析出 镀液老化,有大量碳酸钠,用冷冻法或化学沉淀法除去
镀液中锌含量不断增加; 1. 锌阳极面积过大,少挂锌阳极或以部分不溶性阳极代替,可用铁板;
2. 停槽时锌板没有取出;
3. 镀液氰化钠或氢氧化钠含量偏高;
4. 镀液温度偏高
镀液分散能力差 1. 镀液锌含量偏高,M比偏低,用部分不溶性阳极;
2. 镀液氰化钠或氢氧化钠含量偏低;
3. 镀液温度偏高;
4. 镀液有六价铬离子污染,加入少量保险粉
镀层不够细致光亮 1. 缺少光亮添加剂;
2. 镀液温度偏高
镀件镀后有脆性 1. 镀件镀后未除氢时间及温度未按工艺条件执行;
2. 前处理酸蚀过度
除氢时镀层起泡 1. 前处理不良;
2. 镀件材质不良;
3. 镀液M比偏低,补充氰化钠;
4. 镀液光亮添加剂过多,活性碳处理
无镀层 1. 电源正负接反;
2. 镀件是含碳量高的铸件或高碳钢,试用浓硝酸强腐蚀;
3. 镀液又较多六价铬离子污染,用保险粉处理
表3-63 锌酸盐度锌常见故障和处理方法
故障现象 原因及故障和处理方法
沉积速度慢,覆盖能力差 1. 镀液温度偏低;
2. 镀液锌及碱含量偏低;
3. 镀液添加剂含量偏低;
4. 阴极电流密度偏低或接触不良;
5. 镀液三乙胺醇胺含量偏高;
6. 前处理不良
镀层起泡 1. 镀件材质差,试用强腐蚀处理;
2. 镀层过厚,不超过20UM;
3. 镀层温度过高或低于10度;
4. 锌含量高或碱含量低,比例失调;
5. 镀前活化处理不良,镀前用1:1盐酸活化;
6. 镀前断电后继续电镀,断电后要经活化再镀;
7. 添加剂质量差或含量过多,用活性碳处理
镀层粗糙发暗 1. 镀液添加剂少;
2. 锌含量偏高或碱含量偏低;
3. 镀液温度偏高;
4. 阴极电流密度过大;
5. 镀液中悬浮杂质多;
6. 镀液中三乙醇胺含量偏低
镀层脆性大
1. 前处理不良;
2. 添加剂过多或质量差,试用大电流电解处理;
3. 镀液温度偏低;
4. 镀层过厚,不超过20UM
镀层凹入处发黑,钝化后也不能纠正
1. 镀液添加剂含量低;
2. 镀液中有重金属杂质污染,用锌粉或电解法处理
镀液分散能力差 1. 锌与碱的比例失调;
2. 阴极电流密度小;
3. 镀液添加剂含量偏低;
4.镀液温度偏低
阳极钝化,锌含量下降 1. 阳极面积小;
2. 镀液氢钠化钠含量偏低;
3. 阳极电流密度太大
表 3-64 氯化铵常见故障和处理方法
故障现象 原因及处理方法
镀件电流密度低处发黑 1. PH值过高;
2. 镀液温度偏高;
3. 导电不良;
4. 镀液有重金属杂质污染,用锌粉或电解法处理;
5. 镀液添加剂含量偏低
阴极电流密度低处发白无光,钝化后不亮 1. 阴极电流密度偏低;
2. 镀液中氯化铵含量偏低;
3. 镀液中表面活性剂含量偏低;
4. 镀液中有机杂质过多;
镀层粗糙无光 1. 镀液锌含量偏高;
2. 镀液温度偏高;
3. 镀液PH值偏高,调整至低于6.4;
4. 镀液氯化铵含量偏低;
5. 镀液添加剂含量少
滚镀件有黑斑点 1. 阴极电流密度太大;
2. 镀液添加剂含量偏低;
3. 镀液PH值过高;
4. 镀液温度偏低;
5. 镀件放得太多,较难翻动
镀层结晶细致,钝化后有发‘雾’现象 1. 镀层夹杂表面活性剂过多,用活性碳处理;
2. 钝化液配比不准或温度过高;
3. 镀液使用周期太长,要定期大处理
沉积速度慢,甚至部分镀不上 1. 镀前处理不良;
2. 镀液温度偏低;
3. 导电不良或电流密度太小;
4. 阳极面积太小或分布不均;
5. 镀件含碳量高,试用强腐蚀处理;
6. 镀液被六价铬离子污染,加少量保险粉处理
镀层光亮发脆 1. 镀液添加剂过多,用活性碳处理;
2. 镀液PH值偏低;
3. 阴极电流密度过大
镀层有黑色条纹 1. 镀液中表面活性剂含量偏低;
2. 镀液被重金属杂质污染,用锌粉处理;
3. 镀液PH偏高
镀液混浊 1. 镀液中表面活性剂含量偏低;
2. 镀液使用周期过长,进行大处理;
3. 镀液铁离子含量偏高,用氨水调PH至6.7,过滤;
4. 镀液PH值偏高
覆盖能力差,镀层有阴阳面 1. 阴极电流密度偏低;
2. 镀液锌含量偏高或氯化铵偏低;
3. 阳极不导电或阳极面积小;
4. 镀液中表面活性剂含量偏低;
5. 镀液温度高;
6. 金属杂质污染镀液,用锌粉处理
表 3-65 氯化钾镀锌常见故障和处理方法
故障现象 原因及处理方法
镀层起泡或结合力差 1. 前处理不良;
2. 镀液光亮剂含量过多,加入双氧水或电解处理;
3. 阴极电流密度过高
低电流密度区域镀层发暗 1. 镀液光亮剂含量偏低;
2. 镀液被重金属杂质污染,用锌粉处理,过滤;
3. 镀液温度偏高;
4. 镀液氯化钾偏低
镀层有条纹或斑点 1. 前处理不良或镀后处理不及时;
2. 镀液有机杂质含量过多;
3. 镀液氯化钾偏低;
4. 镀液PH值偏高
镀层光亮度差 1. 镀液光亮剂含量偏低;
2. 镀液温度偏高;
3. 镀液Ph值偏高或偏低
镀层粗糙发灰,分散能力差 1. 镀液有悬浮物,过滤;
2. 锌含量偏高或氯化钾偏低;
3. 镀液温度偏高;
4. 镀液有重金属杂质污染;
5. 镀液光亮剂偏低
电流密度无法提高,镀层易烧焦 1. 镀液锌离子含量偏低;
2. 镀液光亮剂含量偏低;
3. 镀液PH值偏高
镀层有阴阳面,光泽不均匀 1. 镀液光亮剂含量偏低;
2. 镀液锌离子含量偏高;
3. 锌阳极不纯
表 3-66 硫酸盐镀锌常见故障和处理方法
故障现象 原因及处理方法
沉积速度慢 1. 镀液锌含量偏低;
2. 镀液PH值偏低;
3. 镀液缺少导电盐,补充明矾或硫酸钠
镀层有灰斑,电流密度低处更多 镀液有杂质污染,在PH值2~3,加入少量过硫酸钠,电解处理
镀液混浊,镀层粗糙发暗 1. 阴极电流密度过高;
2. 镀液缺少硫酸铝或添加剂;
3. 镀液的PH值过高;
4. 镀液中含有悬浮物
镀层干燥后表面有“白霜” 镀后清洗不良
表 3-67 高铬彩虹色钝化常见故障和处理方法
故障现象 原因及处理方法
钝化膜呈浅黄色 1. 空气中搁置时间短;
2. 铬酸含量偏高或硫酸含量偏低,稀释调整
钝化膜呈棕褐色 1. 铬酸偏低
2. 硫酸偏高,适量补充硝酸
钝化膜呈红色,而且色泽淡 硝酸偏高,适量补充硫酸
钝化膜暗淡无光 1. 硝酸偏低;
2. 铬酸偏低
钝化膜易脱落 1. 钝化液温度太高;
2. 硫酸偏低;
3. 钝化后搁置时间太长;
4. 镀层夹杂添加剂过多,镀液用活性碳处理,或钝化前把镀件用5%氢氧化钠浸洗处理,再经清洗后进行钝化
钝化膜上带有铬酸迹 1.钝化后清洗不彻底
表 3-68 低铬彩虹色钝化常见故障和处理方法
故障现象 原因及处理方法
不出现彩色或彩虹色极淡 1. 钝化液PH值不在工艺范围,调整pH在1~1.6
2. 硫酸偏低,补充硫酸或硫酸盐;
3. 钝化时间不恰当;
4. 镀层本身光亮度太差
膜层易脱落或擦去 1. 膜层夹杂过多表面活性剂,镀液用活性碳处理;
2. 钝化液老化,PH值偏高,补充硝酸或硫酸;
3. 硫酸偏低;
4. 钝化时间太长;
5. 钝化液温度偏高;
6. 清洗水质不良
膜层不光亮 1. 膜层原来不光亮,改进镀层质量;
2. 出来溶液成分不正常;
3. 钝化液PH值偏低;
4. 硝酸偏低;
5. 钝化时间过长
表 3-69 低铬白钝化常见故障和处理方法
故障现象 原因及处理方法
钝化膜发“雾” 1. 钝化液老化,PH值偏高,补充硫酸或硝酸;
2. 氟化物不足或过量;
3. 钝化液中锌、三价铬或铁离子过高,更换或稀释钝化液;
4. 空气中氧化时间短,钝化后延长搁置时间;
5. 钝化液温度偏高;
6. 铬酸偏高,加入少量硝酸
钝化膜不呈天蓝色 1. 新配液三价铬离子少,加入锌粉或三氯化铬;
2. 硫酸偏低;
3. 空气中搁置时间不足
钝化膜不光亮 1. 硝酸偏低;
2. 氟离子不足,补充氢氟酸;
3. 镀层本身光亮度差,改进镀层质量;
4. 钝化液温度偏高
钝化膜色泽不匀或带淡薄彩虹色 1. 铬酸偏高,加入少量硝酸;
2. 氟化物偏高,稀释,平时不宜多加;
3. 镀锌后清洗不良,加强清洗,尽快钝化;
4. 封闭热水中铬酸偏高或水质太差;
5. 翻动不均匀;
6. 硫酸偏低
第四章 复合电镀
近20年来高速发展起来的复合镀层,已成为复合材料中的一支新军,在工程技术中获得了广泛的应用。通过金属电沉积的方法,将一种或数种不溶性的固体颗粒,均匀地夹杂到金属镀层中所形成的特殊镀层就是复合镀层。这种制备复合镀层的方法,称之为复合电镀。这种技术在国内外还有一些其它名称。例如弥散电镀、镶嵌电镀、分散电镀或组合电镀等等。考虑到它是制造复合材料的一种方法,以复合电镀这一名称,更能反映出这类过程的实质性作用。利用化学镀技术来获得复合镀层时,可称之为复合化学镀,若以电铸法制备复合镀层,则为复合电铸。因为得答 电镀的应用,远比复合化学镀和复合电铸广泛得多,而且复合电镀中的许多规律性东西,有相当大的部分也适用于复合化学镀和复合电铸,因此在研究复合镀层时,常常用复合电镀为代表。
复合电镀可以在一般的电镀设备、镀液、阳极等基础上略加改造(主要是增加使固体颗粒在镀液中充分悬浮的措施等等),就可用来制备复合镀层。
对复合镀层的分类,如以构成复合镀层的组分来分(所采用的基质金属),则可区分为镍基复合镀层、铜基复合镀层、银基复合镀层等等。镍基复合镀层是当前应用最广的一种复合镀层。本章重点介绍这一类复合镀层。
如果按照复合镀层的用途来分类,则可以分为装饰一防护性复合镀层、功能性复合镀层及用做结构材料的复合镀层三大类,这和普通镀层的分类方法是一致的。在功能性复合镀层这一类中根据复合镀层所具有的不同功能和使用中对它们的要求,可将它们分为以下几类:
1.具有机械功能的复合镀层 用SiC、Al2O3、ZrO2、WC、TiC等固体微粒与镍、铜、钴、铬等基质金属形成的各种复合镀层,具有较高的耐磨性。通常称为耐磨的复合镀层。在目前研究与使用的功能性复合镀层中,耐磨的镀层占绝大部分。自身具有润滑性能的微粒,如MoS2、石墨、氟化石墨、聚四氟乙烯等,能与铜、镍、铁、铅、铜、锡合金等基质金属形成自润滑的复合镀层,称之为减磨的复合镀层。另外,金刚石颗粒与镍共沉积形成的复合镀层,可用来制备各种磨削工具,例如金刚石砂轮、钻头、什锦锉、油石以及金刚石滚轮等。其它还有具有降低内应力(铁与 B4C微粒形成复合镀层)和改善耐蠕变性(如铅和TiO2BaSO4等微粒形成的复合镀层)等都属于具有机械功能的复合镀层。
2.具有化学功能的复合镀层 在抵抗强腐蚀性介质(如强酸、强氧化剂等)的腐蚀方面,复合镀层不如一般的金属镀层。例如Ni-SiC复合镀层在大气中的抗腐蚀能力比普通镍层好,但它在盐酸溶液中的腐蚀速度要比普通镀镍层快得多。然而复合镀导对于防止高温条件下工作的零部件的腐蚀,却有很大的优越性。例如 Ni-SiO2复合镀层在1000℃下的抗氧化能力远比普通镀镍层强,其腐蚀量仅为纯算的1/3。为了防止在高温下工作燃气轮机叶片、高温发动机喷嘴等的腐蚀,可以使用Ni-SiO2等镀层的电极进行电解时,对H+离子的还原反应有明显的催化活性,这种镀层具有电催化活性的生物电合镀层。
3.具有电接触功能的复合镀层 银与金的导电性能力,接触电阻也较小。但是银和金镀层的硬度均不高,其耐磨性以及抗电蚀能力也较差。若使用固体微粒与银或金共沉积,形成复合镀层,则可在保持其良好导电性能的前提下,显著提高它们的抗电能力和耐磨性能。它们已在多种电器设备中被用作电接触材料。
4.具有其它功能的复合镀层 某些半导体微粒与金属(镍)形成的复合镀层,在光的作用下可以获得电压和电流的响应,这是一种具有光电转换效应的复合镀层。利用在空气中会自行发光的白磷与镍共沉积,形成复合镀层Vi-P,能用来制造易于辩识的交通信号及交通标志设备的铭牌等,在原子能工业中,可以使用复合镀层来制造反应堆燃料元件;用吸收中了的物质硼或硼的化合物与镍共沉积形成的复合镀层,可用作核反应堆的控制材料。用锌与树脂或SiO2微粒形成的复合镀层,可作为增强油漆层与底层结合力的中间层。锌与石墨形成的复合镀层具有防止零件在装配时发生咬死作用。含有大量橡胶微粒的复合镀层具有消声、隔音作用。
上面列出的各种功能性复合镀层,并不能概括它的全部。随着复合镀层应用的日益扩大,具有各种新功能的镀层将不断出现,其类别也将越来越丰富。
关于复合镀层的有关理论与实践,请参阅天津大学郭鹤桐教授等编著的《复合镀层》一书。本章将重点的编入较为成熟或已应用的复合镀。
复合镀层的基本成分分为二类。一类是通过电化学还原反应而形成镀层的那种金属,称为基质金属。原则上凡通过电沉积方法能得到的金属均可作为基质金属,但研究和应用得较多的还是镍、银、锌、金、铜、铬等几种金属。另一类则为不溶性固体颗粒,它们通常是不连续地分散于基质金属之中,组成一个不连续相。可供选用的固体颗粒(称为分散剂或分散颗粒)品种很多,见表2-4-1,常用的有二、三十种以上。它们可以是无机颗粒,如金刚石、石墨、各种氧化物、硫化物、硼化物、氮化物、硫酸盐、硅酸盐等;也可以是有机颗粒,如聚四氟乙烯、尼龙、氨基甲醛树脂等。此外,金属粉(如镍、铝、铬、钨粉)也可以做为与基质金属共沉积的颗粒,用不同性质的颗粒与基质金属共沉积,在工艺上当然会有一定的差别,因此可以依据所使用的固体颗粒材料的性质,将复合镀层分为无机、有机和金属的三大类。
目前研究和应用得最多的还是无机复合镀层。复合电镀常 用的金属基质和分散剂,列于表4-1。
表 4-1 复合电镀常用的金属基质和分散剂
金属基质 分散剂(分散颗粒)
镍(Ni)
铜(Cu)
钴(Co)
铁(Fe)
铬(Cr)
银(Ag)
金(Au)
锌 (Zn)
镉(Cd)
铅(Pb)
锡(Sn)
Ni-Co
Ni-Fe
Ni-Mn
Pb-Sn
Ni-P
Ni-B
Co-B
Fe-P
由于复合电镀是一种特殊的电镀工艺,为了获得合格的复合镀层,必须注意以下两个方面:一是固体微粒的选择和制备;二是选择合理的设备,使固体微粒在电沉积过程中能够均匀地悬浮在镀液中。
作为制备复合镀层的固体微粒的粒度一般在40μm以上,最好在0.1~10μm之间。粒度过大则不易包覆在镀层中,而且镀层粗糙;粒度过小则容易在镀液中结块,使微粒在镀层中分布不均。利用各种粉碎机械由固相制备的微粒粒度大多在5μm以上,而由气相法或液相法制备的固体微粒则粒度很细(1μm以下),也就是所谓的微粉和超微粉。
在制备固体微粒之前,通常还要对其粒径大小和分布进行测定。
测定的方法主要有筛分法、显微镜法、重力沉降法、离心法、电感应法、气体透过法和气体吸附法等。每种方法都有自己的优缺点和适用范围,可根据要求选择使用。选择好的固体微粒加入镀槽前还要进行必要的预处理,主要是清洗和润湿。为了去掉微粒中所含有的对镀液有害的金属杂质,宜用清水洗涤干净,并放入1:1硝酸中浸泡3~5h,然后再在1:1盐酸中浸泡1~2h。如果固体微粒能以较快速度与上述两种酸液起应的话,则应采用其它的清洗液。
固体微粒在使用前还需用表面活性剂对其进行润湿处理,使固体微粒亲水,同时还应视情况在镀液中加入一定量的阳离子表面活性剂。它们能大量吸附在微粒表面,使其带正电荷,较顺利地在阴极上电沉积。
对镀液来说,使用什么样的搅拌方法会在很大程度上影响得合镀层的质量和性质。目前常用的有机械搅拌法、压缩空气搅拌法、上流循环搅拌法、超声波搅拌法等等,也可以使用两种以上联合搅拌方式。使用搅拌的目的,就是在镀液内保持最大的有产的固体微粒浓度,并使其均匀地夹杂到基质金属中得到理想的复合镀层。制备复合镀层常用的固体微粒,见表2-4-2。
表 2-4-2 制备复合镀层常用的固体微粒
名称 分子式 密度/g.cm-3 显微硬度/HV 熔点
-氧化铝
Y-氧化铝
二氧化锆
二氧化钛
三氧化二铬
碳化硅
碳化铬
碳化钨
金刚石
硼化钛
硼化锆
硼化铬
二硫化钼
石墨
氟化石墨
聚四氟乙烯
氮化硼
第一节 镍基复合电镀
一、镍基装饰—防护性复合镀
镍封和缎面镍是目前用得最多的装饰一防护性复合镀层。镍封和缎面镍的有关工艺,请参阅本篇和三章第四节镀镍中的有关内容。本节补充有关复合镀方面的一些工艺数据。
(一)镍封
在镀铬之前,于亮镍层上沉积一层薄镍封镀层(Ni-SO2、Ni-BaSO4、Ni-高玲土等)时,非导体的固体微粒与镍共沉积,将使镀层变得更致密,大大降低了镀镍层的孔隙率和内应力。更重要的是在镍封镀层上沉积铬层时,由于镍封镀层表面上的固体微粒不导电,铬不能在固体微粒上沉积,结果镀铬表面上形成了大量的微小孔隙,即形成微孔铬。
镍封工艺中常用微粒和镀液中的浓度,见表4-3。
表 4-3 镍封工艺中常用微粒在镀液中的浓度
固体颗粒名称 固体颗粒平均粒径 密度 最大浓度 适宜浓度
石英
MoS2
Al2O3
高岭土
CeO2
B4C
Fe3O4
Cr2O3
玻璃
SiC
CaCO3
BaSO4
Ni(OH)2
由镍封法制备的微孔铬的耐蚀性能,由试验证明,在组合镀层中,有无镍封对它们的耐蚀性能影响很大。从表4-4可看出组合镀层中仅加镀1min的镍封镀层,经16hCASS腐蚀试验后的评级,一般均能提高3~4级。
表 4-4 镍封对组合镀层耐蚀性能的影响
序号 镀层厚度 CASS试验16h评级(10级最好)
Cu Ni Cr 总厚度 无镍封 镍封
1
2
3
4
5
6 10
10
10
10
10
10 5
5
10
10
15
15 0.25
0.25
0.25
0.25
0.25
0.25 15.25
15.25
20.25
20.25
25.25
25.25 4
5
6
6
7
7 8
9
10
10
10
10
据资料报导,1985年发表的海洋性大气暴露试验结果表明,双层Ni/微孔铬的组合镀层,经过15年以上的大气暴露后,除稍许有点损坏外,仍具有良好的保护作用,而不用微孔铬的相同厚度的组合镀层,很少有能够经受一年以上海洋性大气暴露腐蚀考验的,表4-5是微孔铬15年海洋性大气暴露腐蚀试验结果。
表 4-5 微孔铬15年海洋大气暴露腐蚀试验结果
组合镀层工艺 海洋性大气暴露腐蚀试验,按ASTM标准十级制评定(10级为最好) CASS试验/h
15个月 39个月 63个月 180个月 24 96
双层Ni(38um)/Cr(0.25um),
其中半光亮Ni(28um), 光亮Ni(10um)
双层Ni(38um)/镍封/Cr(0.25um),其中半光亮Ni(28um), 光亮Ni(10um)
光亮Cu(12um)/双层Ni(28um)/Cr(0.25um)
光亮Cu(12um)/双层Ni(26um)/镍封/Cr(0.25um)
双层Ni(25um)/Cr(0.25um),其中半光亮Ni(19um), 光亮Ni(6um)
双层Ni(25um)/镍封/Cr(0.25um),其中半光亮Ni(19um), 光亮Ni(6um)
光亮Ni(25um)/Cr(0.25um)
光亮Ni(25um)/镍封/Cr(0.25um)
注:表中斜线上方的数字表示基体金属腐蚀情况的评价,斜线下面的数字表示根据镀层外观腐蚀情况的评价等级。
通过表4-6所列的产品实测数据可以看出,使用微孔铬镀层后,尽管组合镀层厚度降至普通CU/NI/CR组合镀层的四分之一,其耐蚀性能仍然远远高于用普通装饰铬构成的组合镀层。所以说采用微孔铬,可以节约镍的用量。
(二)缎面镍
电沉积缎面镍是个较古老的工艺。只是在近30年,缎面镍才又有了飞速的发展,目前已成为欧美各国的一种重要装饰一防护性镀层。缎面镍的外观为乳白色,具有类似于绸缎的低光泽表面,给人一种柔和舒适的感觉。由于缎面镍镀层结晶细致、孔隙少、内应力小,还具有良好的耐蚀性。用镀有缎面镍的部件和其它色泽的部件配合使用,更能显示出产品外观的立体感、舒适感,并且容易造成耳目一新的感觉。所以,在家用电器、室内装饰、小五金、照相器材、眼镜等方面获得了广泛应用。60年代末,美国交通安全机构规定,汽车内部处在驾驶员视野中的器件,不应出现反光的金属表面,这个规定加速了缎面镍的发展。
表 4-6 产品实际测试情况
工艺 厚度um CASS法试验温度为35℃ 腐蚀膏法
(一个周期) 静态大气暴露腐蚀试验
Cu
光亮Ni
Cr 3~4
17~18
0.6~1.2 40%不合格
50%有轻锈 50%严重生锈
50%有严重铜绿及锈点
无合格 四个月暴露
100%严重生锈
不合格
Cu
光亮Ni
微孔Cr(国产) 7~8
4
0.3~0.4 25%无明显变化
没有不合格 60%无明显变化
7%不合格 四个月暴露 20%有轻微锈点
没有不合格
Cu
光亮Ni
Cr(日产) 7~8
4
0.3~0.4 20%无明显变化
没有不合格 57%无明显变化
7%不合格
20%有轻微锈点
没有不合格
合乎缎面镍要求的固体微粒种类很多,常用的有高岭土、BaSO4、玻璃粉、滑石粉、Al2O3等。缎面镍镀层的厚度通常是5~12μm在工业和海洋性气候中使用这种镀层时,其厚度可增加至25~37μm。缎面镍镀层内微粒的含量通常在2.5%(质量)左右。所以,缎面镍镀层实质上相当于一种经过适度“倒光”的镍封层。尺管镀层中微粒的种类、含量、直径大小、透明度以及镀层厚度等因素对缎面镍层的色泽均有影响,但与镍封层相比,这方面的要求显然是不很严格的。
二、镍基耐磨复合镀
由于固体微粒嵌入基质金属后,会阻碍其位错的移动和晶格的畸变,所以镍基复合镀层的强度和硬度均高于镍层。通常耐磨性镍基复合镀层中固体微料直径在1~15μm之间(用得最多的是2~6μm),而且固体微粒在镀层中最佳(耐磨性最好的)含量为15%~35%(体积比)。
部分耐磨镍基复合镀的工艺规范,列于表4-7
表 4-7 耐磨镍基复合镀工艺规范
配方
工艺规范 1 2 3 4
氨基磺酸镍
硫酸镍
氯化镍
硼酸
磷酸
氟化钠
微粒名称
微粒径度
微粒含量
pH值
温度
电流密度
镀层中微粒含量
三、自润滑镍基复合镀
自润滑镍基复合镀主要是标准的瓦特镀镍液中加入一定量的BN(氮化硼),(CF)n(氟化石墨),PTFE(聚四氟乙烯)和MoS2(二硫化外钼)等固体微粒组成的镀液中获得的。由于基质金属(镍)太软,故自润滑镍基复合镀层不能在高负荷下工作,但在低负荷下使用的效果,仍是令人满意的。它们具有良好的自润滑和减磨性能,耐磨性能比普通镀镍层增加了3~5倍,甚至更高。而以PTFE作为共沉积微粒制备的复合镀层,除了用于一般要求减磨的环境外,还常用于制备橡胶和塑料压铸时的脱模镀层。
部分自润滑镍在复合镀的工艺规范,如表4-8所例。
表 4-8 自润滑镍基复合镀工艺规范
配方
工艺规范 1 2 3 4
氨基磺酸镍
硫酸镍
氯化镍
硼酸
微粒名称
微粒径度
微粒含量
pH值
温度
电流密度
镀层中微粒含量
注:为了改善镀液性能,可以在镀液中加入适量的光亮剂和表面活性剂
第二节 锌基复合电镀
锌基复合电镀是在酸性或碱性镀锌溶液中加入适量的固体微粒而获得高耐蚀性的锌基复合镀层。基耐蚀性要比普通镀锌层提高2~5倍。另外,Zn-SiO2复合镀层还可以用作涂漆零件的底层,以增加与有机涂料良好的结合力。Zn-石墨复合镀层在抗“咬死”性能方面,已接近甚至超过镉镀层,而且耐蚀方面也完全能满足使用要求。
锌基复合电镀的工艺规范,列于表4-9
表 4-9 锌基复合电镀工艺规范
配方
工艺规范 1 2 3 4
ZnCl2
KCl
H3BO3
CoCl2
ZnSO4
Zn(OH)2
Al(OH)3
微粒名称
微粒径度
微粒浓度
pH值
温度
电流密度
镀层中微粒含量
用途 高耐蚀性镀层 高耐蚀性镀层 有机涂料底层 减磨和耐蚀镀层
注:
第三节 银基复合电镀
在各种电器和仪表中大量使用银触点,它们往往需要能满足万次乃至百万次以上的通断寿命。有的用于滑动的接触元件,除了抗电蚀能力外,还对其耐磨和减磨性能提出了要求。
使用整体的纯银触头,会造成材料浪费,而使用某些银合金,在性能和成本上又常常得不到满意的结果。在铜基体上电沉积银基复合镀层,则能制备出既有较好的电接触性能,双能降低成本的新型电触头。
银基复合电镀工艺规范,列于表4-10。
表 4-10 银基复合电镀工艺规范
配方
工艺规范 1 2 3 4
银(Ag)(以AgCN加入)
氯化银(AgCl)
氰化钾总量
氰化钾游离
碳酸钾
酒石酸钾钠
酒石酸锑钾
碘化钾
添加剂
微粒名称
微粒径度
微粒浓度
pH值
温度
电流密度
搅拌方式
注:
第四节 金刚石镶嵌复合电镀
以金刚石、立方氮化硼等超硬材料制备的工具(如钻头、扩孔器、磨具、滚轮等)已在石油、煤碳以及其它矿藏的勘探和机械、仪表、电子等工业部门的生产、设备加工中得到了大量应用。金刚石工具的制备方法主要有粉末冶金和复合电镀两种。和粉末冶金法相比较,复合电镀法具有设备简单,可减轻模具损耗,不会使金刚石受到热损耗,易于修补等优点,因此在金刚石工具制造方面占有一席之地。根据镶嵌在金刚石颗粒层数的不同,可将制造方法分为表镶法和孕镶法二类。
孕镶法的工艺流程一般如下:前处理一镀不含金刚石的基质金属(Ni或Ni-Co)一布砂施镀一再镀3~5光亮镍一表面修整。
电镀镍基金刚石镶嵌镀工艺规范如下:硫酸镍220~240g/L,硫酸钴15~30g/L,硼酸25~35g/L,氯化钠10~20g/L,1,4-丁炔二醇0.6~0.8g/L,糖精0.8~1.0g/L,十二烷基硫酸钠0.08~0.1g/L,金刚石(5~7)5~10g/L,温度45~50℃,pH值4.1~4.5,电流密度2A/dm2,空气强烈搅拌。
第五章 电镀稀贵金属
电镀稀贵金属是电镀工艺的一个重要分支。它包括电镀银、电镀金与金合金、民镀钯与钯合金、电镀铑与铑合金、镀铂、镀钌、镀铟等。
在装饰性方面,人们对产品美化装饰的要求越来越高,不仅要求轻工产品,电子仪表产品坚固、耐用,还要求外观具有瑰丽的、吸引人的装饰性外观。例如手表表壳和表带要求18K黄金色泽,金属眼镜架需要带玫瑰红色调的金色,各种金笔的笔杆则要求18K或14K的黄金色泽。镶钻石的胸针、戒子、项链又需根据各种不同的衣饰、钻石及水钻的颜色,选用金黄色、淡金黄色、绿金色、玫瑰金色及银白色、白金色的贵金属电镀层。
在功能性方面,由于电视机、录音机、电子计算机、自动控制装置、光学仪器等产品的发展,要求贵金属镀层具有高硬度、高耐磨性、易焊性、高反射性、导电性等良好性能。上述的电镀贵金属镀层都能够满足这方面的要求,因此,广泛应用于电子工业等产品如印刷线路路板,电子元器件、半导体器件、继电器及开关等元器件上。贵金属电镀有很广泛的用途和广阔的发展前景。
第一节 镀 银
镀银溶液的配方以氰化物为主,以后又出现了非氰镀液如硫代硫酸盐镀银液、磺基水杨酸镀银液、亚氨基二磺酸铵镀银液、吡呵啉酸镀银液。
银镀层具有极强的反光能力、极好的导电性和可焊性,在洁净的空气中、在碱和某些有机酸中很稳定,在低负荷下有抗粘结的能力。但银溶于硝酸,接触到氯化物尤其是硫化物会失去光泽而变色。
一、镀 银
在镀银史上,研究工作一直围绕着向常规镀液中加入光亮剂和表面活性剂以获得光亮镀层,及改变游离氰化物和银的含量以提高电沉积的速度这两个主要课题。
镀银的典型工艺过程为:除油→浸蚀→预镀铜→预镀银(或浸银)→镀银→钝化→烘干。
镀银时必须注意①根据零件表面的不同油污情况选用不同的去油溶液;②浸蚀过程所用酸的成分和浓度;③铜及其合金材质的零件可省略预镀铜处理;④镀银时必须带电入槽;⑤应讲究镀银后的防变色处理。镀银银液配方及工艺条件见表5-1~5-6。
表5-1 氰化物镀银溶液配方及工艺条件
镀液成分(g/L)及工艺条件 预镀银 常规的或光亮银 高速镀银
氰化银(按金属计
游离氰化钾
碳酸钾
氢氧化钾
光亮剂
阴极电流密度(A/dm2)
温度(℃)
1.5~2.5
70~75
0.3~0.5 20~45
35~50
15~90
按需要
0.5~1.5
20~28 35~115
40~160
15~90
4~30
按需要
0.5~10.0
38~50
表5-2 硫代硫酸盐镀银液配方及工艺条件
镀液成分(g/L)及工艺条件 1 2
硫代硫酸钠
偏重亚硫酸钾
硝酸银
烟酸
添加剂
附加剂
PH
阴极电流密度 250
40~50
8~12ml/L
0.3~0.5
5~6
0.3~0.2 350~360
50~55
45~55
3~4
1~2滴/L
6.5~7
0.2~0.6
表5-3 磺基水杨酸镀银液配方及工艺条件
镀液成分(g/L)及工艺条件 1 2 3
磺基水杨酸
硝酸银
咪唑
醋酸钾
总氨量(以醋酸铵与氨水1:1加入)
氢氧化钾
表5-4 亚氨基二磺酸铵镀银配方及工艺条件
镀液成分(g/L)及工艺条件 1 2
硝酸银 30 40
亚氨基二酸铵 40~50 150
硫酸铵 80~100 60
柠檬酸三铵 2
pH 8.5~9 9~10
阴极电流密度(A/dm2) 0.3~.05 0.2~0.5
温度 常温 常温
表5-5光亮镀硬银镀液成分(g/L)及工艺条件
银(氰化银形式加入) 22~32
游离氰化钾 60~120
碳酸钾 10~20
酒石酸钾钠 10~20
酒石酸锑钾 2~3
光亮剂LC-I 开缸剂mL/L 7~10
阴极电流密度(A/dm2) 0.1~0.2
温度(℃) 10~25
搅拌 需要
表5-6 DMS型光亮镀银镀液成分(g/L)及工艺条件
金属银 22~28
氰化钾 80~110
碳酸钾 15~20
DMS-I(MlL/L) 2~10
DMS-I(ML/L) 5~10
阴极电流密度(A/dm2) 0.4~0.6
温度(℃) 室温
阴极:阳极面积比 1.1~1.5
注:MDS消耗量按镀液量计算每班添加2ML/L。
二、防银变色处理
1.化学钝化(见表5-7)
表5-7 常用的几种化学钝化工艺
镀液成分及工艺条件 1 2 3
重铬酸钾(K2Or2O7) 15 15 40
硝酸 15
冰醋酸 0.2
氧化银 5
温度(℃) 10~25 15~35 15~35
时间(min) 20~25 15~20 30~40
2.电解钝化(见表5-8)
表5-7 常用的几种化学钝化工艺
镀液成分及工艺条件 1 2 3
铬酸钾K2OrO4 10
重铬酸钾(K2Or2O7) 45 40
碳酸钾 K2CO3 8
硝酸钾 KNO3 15
氢氧化铝 (AI(OH)3) 1
pH值 9~10 7~8 5~6
温度(℃) 10~35 10~35 10~35
阴极电流密度(A/dm2) 0.5~1 2~3.5 0.5~0.1
时间(min) 2~5 1~3 5~6
注:电解钝化氧极材料采用不锈钢
第二节 镀金与金合金
一、镀 金
电镀金层的性能优越,化学稳定性好,易于抛光,延展性好。它的耐腐蚀性好、导电性良好、易焊接、耐高温、空气中不变色,已广泛地应用于钟表、仪器仪表、首饰、工艺品、印刷线路板、接插件等方面。
镀金溶液分为无氰化物溶液、低氰化物溶液和氰化物溶液。前二种镀液举例如下:
亚硫酸盐镀金
金 10g/L
亚硫酸铵 100g/L
硫酸铵 50 g/L
乙二胺四乙酸镍 0.2 g/L
2.4二硝基酚 1 g/L
PH值 12.0
温度 55℃
电流密度 0.4A/dm2
(2)柠檬酸盐镀金
氰化金钾 2 g/L
柠檬酸钾 70 g/L
pH值 4.0
温度 70℃
电流密度 1~3A/dm2
二、镀金合金
电镀光亮性金合金是表面处理美化装饰新工艺之一,已广泛地应用于高档商品,如金笔、圆珠笔、手表、眼镜和化装品器皿方面。
电镀金合金过去大部分采用氰化物镀液沉积金铜银、金钴、金铜锑等金合金。最近几年电镀金合金溶液已向中性和酸性发展。
金合金不同K金的成分如下:
18K 金70.9~79.2%
20K 金79.3~87.5%
22K 金87.6~95.8%
24K 金95.9以上
由于纯金镀层太软,所以电镀金合金是方向。电镀金合金一般以18K~20K金的色泽和硬度较好。
(一)、电镀金合金的镀液
可分为三类,即碱性镀液、酸性镀液和中性镀液。装饰性镀金的成分及特性见表5-9。
表 5-9 装饰性镀金的成分及特性
在沉积物中贵金属含量 合金成分 PH值 贵金属含量(g/L) 沉积速度 (um/min) 沉积物硬度(HV) 沉积物色泽
>99%
>99%
>99.7%
1. 碱性镀液(见表6-10)
装饰性镀金合金主要采用碱性镀液和酸性镀液。碱性镀液主要使用氰化物体系。
二元合金 金铜合金(呈红金色或玫瑰金色)
金银合金(呈绿金色)
三元合金 金铜镉合金
金铜银合金
四元合金 金铜镉银合金
氰化物镀液的优点是能取得良好的均镀能力,但作为金石金而加入的金属种类较多,管理困难。另外,根据光亮电镀的特点,镀液对杂质比较敏感。
表 5-10 碱性电镀金合金镀液成分及工艺条件
镀液成分(g/L)及工艺条件 金-银 金-铜-镉 金-铜-镍 金-铜-银 金-镍
氰化金钾
氰化银钾
氰化铜钾
氰化镍钾
氰化镉钾
氰化钾
磷酸盐
OP乳化剂
电流密度
溶液温度
pH
2.酸性镀液(见表5-11、5-12)
1952年国外开始用添加弱有机酸(如柠檬酸、酒石酸)的氰化金钾镀液电镀金合金。pH值在3~5。这种金合金镀层一般金品位是23K左右,可以获得20~25厚的光亮黄绿镀层。60年代在装饰和工业两方面被广泛地使用。
酸性镀液的特点是除了一部分有机化合物能使镀层光亮外,还能与微量的钴、镍、铟、锑等金属共沉积而生成光亮镀层,镀层结晶致密。
表 5-11 酸性电镀金合金镀液成分及工艺条件(A)
镀液成分(g/L)及工艺条件
氰化金钾
硫酸镍
柠檬酸
柠檬酸钠
电流密度
pH值
表 5-12 酸性电镀金合金镀液成分及工艺条件(B)
镀液成分(g/L)及工艺条件 1 2 3 4 5
氰化金钾
柠檬酸
氢氧化钾
磷酸
EDTA-钴盐
柠檬酸锑钾
ED-TA铟盐
乙酸
乙酸钾
磷酸二氢钾
pH
温度
电流密度
搅拌
3.中性镀液(见表6-13)
中性镀液的电镀金合金一般属于磷酸盐和乙二胺四乙酸二钠盐类型。镀液的pH值6.0~8.5之间,电流效率较高,在90~98%之间,维氏硬度为HV90~450,结合力也良好,但这种镀液获得的金铜合金镀层为金属间化合物,热处理后硬度提高。
表 5-13 中性电镀金合金镀液组分及工艺条件
镀液成分(g/L)及工艺条件
氰化金钾
乙二胺四乙酸铜二钾
乙二胺四乙酸锌二钾
乙二胺四乙酸镍二钾
乙二胺四乙酸二钾
pH值
电流密度
温度
电流效率
(二)金合金镀层的耐腐蚀性
金合金镀层的耐腐蚀性特别重要,金的品位与耐腐蚀有一定的比例关系。表6-14是金-铜系合金镀层在硝酸气氛试验中的结果。由表可见,金品位高,耐腐蚀性好,18k以上有良好的耐腐蚀性。添加铜的金合金镀层,一般表面有变色的倾向,因为一部分铜不是以固溶状态存在。和治金工业治冻的金-铜合金有所不同。所以金-铜系合金作为装饰性镀层,一般希望品位在18k以上。
金-镍合金镀层(22k)的耐腐蚀性是良好的,在日常使用中没有特别的问题,而且从酸性溶液中得到的金-镍合金镀层对基体也有良好的防护性,对基体的结合力较好。通常,金品位低的合金镀层对基体的防护性较差,金-银合金镀层(22K)和金-镍合镀层有同样良好的耐腐蚀性。考虑到基体金属的防护性及使用期间的磨损等,一般应镀5μm以上。
表 5-14 金-铜合金镀层的硝酸暴气试验
周期 22K 18K 16K 10K
1
2
3
4
5
6
注: 〇表示无变化;
△表示一部分变色;
× 表示全部变色。
各种金镀层的性能及镀金液的性能见表5-15~5-19。
表 5-15 各种合金镀层的接触电阻
表 5-16 各类镀金液的性能和应用
氰化金钾镀液 无氰镀液
pH 3.0~4.5 4.5~5.5 5.5~8.0 8.0~10.0 10.0~12.5 6.0~8.0 8.0~10.5
镀层组成
温度
电流密度
电流效率
维氏硬度
耐磨性
分散能力
应用范围
表 5-17 几种金合金的内应力和延展性
合金元素 Co Ag(50%) Ag(75%) Cu Ni Sn Pd
应力
延展性
表 5-18 各种金镀层的内应力、硬度和耐磨性
镀液类型 pH 合金元素 Au含量(%) 硬度 内应力 耐磨性
酸性氰化物
碱性氰化物
碱性氰化物
碱性亚硫酸盐
酸性无氰
碱性亚硫酸盐
酸性氰化物
碱性亚硫酸盐
表 5-19 各种金镀层的纯度和所能承受的最高温度
镀层 纯度 能承受的最高温度
碱性亚硫酸盐镀纯金
酸性氰化物镀纯金
含Co
含Ni
第三节 镀钯与钯镍合金
钯呈银白色,熔点1555℃,具有延展性,是铂族元素中价格最便宜的。但钝钯耐蚀性比铂铁元素中其他金属差,易受硝酸浸蚀,色泽较暗,在空气中还会变色。为了改善这些缺点,可以采用电镀白色光亮性钯镍合金。钯的密度为12g/cm3,约为金的2/3。把镍合金镀层含镍量为20%,所以在材料费用上可低于镀金费用。
电镀钯在电子工业中应用很大,用作硬金镀层的底层可以节约大量黄金。近年来由于电镀钯镍合金的发展已部分地代替了电镀钯,这样既节约了金属钯,还降低了电镀成本。
一、电镀钯
1.二硝酸四氨钯镀液 此工艺镀液呈中性,能镀得孔隙和裂纹少的5μm厚度的镀层。镀层光亮,但钯的浓度在10g/L以上。
二硝酸四氨钯[Pd(NH3)4 (NO3)2] 30g/L
温度 60~80℃
电流密度JK 0.5~2A/dm2
阳极 铂
2.酸性镀钯 阳极用高钝钯,能镀得数百μm厚度的延展性好的钯层。
二氯化钯(PdCI2·2H2O) 13g/L
氯化铵(NH4CI) 25~40g/L
pH(用HCI调) 0.1~0.5
温度 40~50℃
JK(A/dm2) 0.5~1.0
搅拌 必须
1 微碱性氨铬盐镀钯(表5-20)
表 5-20 微碱性氨络盐镀钯
镀液成分(g/L)及工艺条件 1 2 3
二氯化钯
溴化钯
磷酸氢二钠
磷酸氢铵
苯甲酸
氨水
氯化铵
游离氨
pH
电流密度
温度
镀液配制(以配方3为例)
(1)制氯钯酸 称取所需量金必钯,溶于王水(加热),蒸发干,用浓盐酸润湿沉淀(20g钯需10m浓HCI),蒸发至近似干燥,重复2~3次。
将蒸干物质用10%盐酸溶解,加热至40~60℃,即成氯钯酸:
PdCI2 + 2HCI ——H2PdCI4
(2)制二氯化四氨四钯 将氯钯桎溶液加温到80~90℃,在搅拌下按20g钯需26mL25%氨水的量加入氨水,先生成玫瑰色的二氯化二氨钯沉淀,在过量的氨水中再溶解为二氯化四氨合钯的亮绿溶液:
H2PdCl4+4NH3·H2O→Pd(NH3)2Cl2↓+2NH4Cl+H2O
Pd(NH3)2CI2+2NH3·H2O→Pd(NH3)4CI2 +2H2O
(3)制二氯化二氨合钯 过滤溶液,除去
第六章 化学镀
化学镀在表面处理技术占有重要的地位。化学镀是利用合适的还原剂使溶液中的金属离子有选择地在经催化剂活化的表面上还原析出成金属镀层的一种化学处理方法。可用下式表示:
在化学镀中,溶液内的金属离子是依靠得到所需的电子而还原成相应的金属。例如,在酸性化学镀溶液中采用次磷酸盐作还原剂,它的氧化还原反应过程如下:
两式相加,就得到全部还原氧化反应:
还原剂的有效程度可以用它的标准氧化电位来推断。由上可知,次磷酸盐是一个强还原剂,能产生一个正值的标准氧化—还原电位。但不应过份的信赖E0值,因为在实际应用上,E0的实际值由于溶液中不同离子的活废、超电位和类似因素的影响,会使E0值有很大的差异。但氧化和还原电位的计算仍有助于预先估算不同还原剂的有效程度。若全部标准氧化还原电位太小或为负值,则金属还原将难以发生。
化学镀液溶液的组成及其相应的工作条件必须是反应只限制在具有催化作用的制件表面上进行,而溶液本身不应自发地发生还原氧化作用,以免溶液自然分解,造成溶液很快地失效。
如果被镀的金属(如镍、钯)本身是反应的催化剂,则化学镀的过程就具有自动催化作用,使上述反应不断进行,这时镀层厚度也逐渐增加,获得一定的厚度。除镍外,钴、铑、钯等都具有自动催化作用。
对于不具有自动催化表面的制件,如塑料、玻璃、陶瓷等非金属,通常须经过特殊的预处理,使其表面活化而具有催化作用,才能进行化学镀。
化学镀与电镀比较,具有如下优点:
①.不需要外加直流电源设备;
②.镀层致密、孔隙少;
③.不存在电力线分布不均匀的影响,对几何形状复杂的镀件,也能获得厚度均匀的镀层;
④.可在金属、非金属、半导体等各种不同基材上镀覆。
化学镀与电镀比,所用的溶液稳定性较差,且溶液的维护、调整和再生都比较麻烦,材料成本费较高。
化学镀工艺在电子工业中有重要的要位。由于采用的还原剂种类不同,使化学镀所得的镀层性能有显著的差异,因此在选定镀液配方时,要慎重考虑镀液的经济性及所得的镀层的特性。
目前,化学镀镍、铜、银、金、钴、钯、铂、锡,以及化学镀合金和化学复合镀层,在工业生产中已被采用。
化学镀液中采用的还原剂有:次磷酸盐、甲醛、肼、硼氢化物、胺基硼烷和它们的某些衍生物等。硼氢化物和胺基硼烷虽然价格较贵,但工艺性能比次磷酸盐好。例如,改善了镀液的稳定性,控制容易,操作温度较低,同时这些还原能力比次磷酸盐强,1g硼氢化物相当于11g次磷酸盐的还原能力,二甲胺基硼烷还原能力是次磷酸钠的8倍,可以大大减少还原剂的用量。
第一节 化学镀镍
化学镀镍是化学镀中应用最为广泛的一种方法。所用还原剂有次磷酸盐、肼、硼氢化钠和二甲基胺硼烷等。目前国内生产上大多采用次磷酸钠作还原剂,硼氢化钠和二甲基胺硼烷因价格较贵,只有少量使用。
一、镀层的用途
化学镀镍层的结晶细致,孔隙率低,硬度高,镀层均匀,可焊性好,镀液深镀能力好,化学稳定性高,目前已广泛用于电子、航空、航天、机械、精密仪器、日用五金、电器和化学工业中。
非金属材料上应用化学镀镍越来越多,尤其是塑料制品经化学镀镍后即可按常规的电镀方法镀上所需的金属镀层,获得与金属一样的外观,塑料电镀产品已广泛用于电视机、收录机、电子元件、家用电器、日用工业品等。
化学镀镍在原子能工业,如生产核燃料系统中的零件和容器以及火箭、导弹、喷气式发机的零部件上已采用。
化工设备中压缩机等的零部件为防腐蚀、抗磨而用化学镀镍层是很有利的。
化学镀镍层还能改善铝、铜、不锈钢材料的焊接性能,减少转动部份的磨耗、减少不锈钢与钛合金的应力腐蚀。
对镀层尺寸要求精确的精密零件,和几何形状复杂的零件在深孔、盲孔、腔体的内表面,用化学镀镍能得到与外表面同样厚度的镀层。
对要求高硬度、耐磨的零件,可用化学镀镍代替镀硬铬。
二、镀层的组成和特性
(一)镀层的组成
用次磷酸盐作还原剂的化学镀镍溶液中镀得的镀层含有4~12%的磷,是一种镍磷合金。以硼氢化物或胺基硼烷作还原剂得到的镀层为含硼0.2~5%的镍硼合金,只有以肼作还原剂得到的镀层才是纯镍层,含镍量可达99.5%以上,刚沉积出来的化学镀镍层是无定型的,呈非晶型薄片状结构。
镀层中磷含量主要决定于溶液的pH值,随着pH值降低,磷含量增大。常规的酸性化学镀镍溶液中沉积出的镀层含磷量为7~12%,而碱性溶液中沉积的镍层含磷量为4~7%。此外,溶液的组成及各组分的含量和它们的相对比率,以及溶液的工作温度等都对含磷量有一定的影响。
(二)镀层的特性
1.硬度
化学镀镍层比电镀镍层的硬度高得多,而且更耐磨。电镀镍层的硬度仅为H160~180,而化学镀镍层的硬度一般为HV300~500。
用热处理方法可大大提高化学镀镍层的硬度,在400℃加热1小时后,硬度的最高值约可达HV1000;若继续提高热处理温度,如提高到600℃时则硬度反而降低为HV700。
热处理前的化学镀镍是非晶型的无定期结构,热处理后则转变成晶型组织,镀层中有Ni3P相形成,Ni3P相的析出量随着热处理温度的升高而增加,其最大析出量则决定于镀层的含磷量。
为了提高镀层硬度,合适的热处理规定是:温度380~400℃,时间为1小时。为防止镀层变色,最好有保护气氛或用真空热处理。在不具备保护气氛条件时,适当降低热处理温度(如280℃)和延长处理时间,同样可以提高硬度值。
当镀层具有最大硬度时,脆性亦增大,因而不适宜在高载荷或冲击的条件下使用。选择恰当的热处理条件,可使镀层既有一定硬度又有延展性。
一般钢制工件的化学镀镍层在200℃温度下处理2小时,可提高镀层结合力和消除应力。而铝制工件以在150~180℃下保持1小时较为合适。
2.磁性能
化学镀镍层的磁性能决定于含磷量和热处理温度。含磷量超过8%的镀层是弱磁性的;含磷11.4%以上,完全没有磁性。含磷量低于8%的镀层才具有磁性,但它的磁性经电镀镍层小,经热处理后磁性能有显著提高(见表6-1)。
例如,在碱性化学镀镍中所得的镀层,未经热处理时其磁性能为矫顽磁力H0=160A/m,经350℃热处理1小时后的磁性能力为H0=8800A/m。
表 6-1 化学镀镍磷合金的磁性能
含磷量(%) 矫顽磁力(A/m) 磁滞曲线的角形比 溶液成分 工艺条件
未热处理 350℃热处理 硫酸镍 NaH2PO2 pH ℃
3.5
7.0
8.6
9
9.6
3.电阻率
化学镀镍层的电阻率与含磷量有关,一般含磷量越高,则电阻率越大。在碱性溶液中所获得的化学镀镍层,其电阻率约为28~34μΩ·cm。从酸性溶液中获得的化学镀镍层其电阻率约为51~58μΩ·cm,比电镀镍层高数倍(纯镍的电阻率为9.5μΩ·cm)。化学镀镍层的电阻率经热处理后会明显下降。例如,含磷量为7%的化学镀镍层,经600℃热处理后,电阴率从72降至20μΩ·cm。
含硼量1.3~4.7%的镍硼化学镀层,其电阻率为13~15μΩ·cm。用二甲胺基硼烷还原的镍镀层,含硼量为0.6%时,电阻率为5.3μΩ·cm,比纯镍的电阻率低。
4.热膨胀系数和密度
化学镀镍层的热膨胀系数一般为13×10-6℃-1。
化学镀镍层的密度一般为7.9g/cm3左右,化学镀镍层的密度随含磷量的提高而降低。
化学镀镍层的综合性能见表6-2。
表6-2化学久镍层的综合性能
综合性能 镍磷合金层(含磷量8~10%)
硬度(HV) 热处理前 500
400℃热理后 1000
密度(g/cm3) 7.9
熔点(℃) 890
电阻率(μΩ·cm) 60~75
热膨胀系数(℃-1) 13×10-6
热导率[W/(m·k)] 5.02
延伸率(%) 3~6
反射系数(%) 50(近似值)
三、工艺条件及镀液配制
以次磷酸钠为还原剂的化学镀镍是目前国内外应用最为广泛的工艺,分为酸性镀液和碱性镀液和碱性镀液二大类。
酸性化学镀镍溶液的组成和工艺条件,见表6-3。
表 6-3 酸性化学镀镍溶液的组成和工艺条件
镀液成份(g/L)及工艺条件 1 2 3 4 5
硫酸镍(NiSO4·6H2O) 25~30 30 20 25 25
次磷酸钠(NaH2PO2·H2O) 20~25 15~25 24 20 24
醋酸钠(NaC2H3O2) 5 15
柠檬酸钠(Na3C6H5O7) 5 15
丁二酸(C4H6O4·6H2O) 5 16
乳酸(C3H6O3)80%(ML/L) 25 25
氨基乙酸[CH2(NH2)COOH] 5~15
苹果酸(C4H6O5) 24
硼酸(H3BO3) 10
氟化钠(NaF) 1
(Pb2+)(以醋酸铅形式加入) 0.001 0.003
pH值 4~5 3.5~5.4 4.4~4.8 4.4~4.8 5.8~6
温度(℃) 80~90 85~95 90~94 90~92 90~93
沉积速度(μm/h) 10 12~15 10~13 15~22 48
装载量(dm2/L) 1 1 1 1 1
镀层中含磷量(%) 8~10 7~11 8~9 8~9 8~11
1号配方溶液的配制方法如下:
在容器中用60~70℃热蒸馏水溶解柠檬酸钠和醋酸钠。在另一个容器中用热蒸馏水溶解硫酸镍,溶解后在不断搅拌下注入前述溶液中,所得的混合液过滤入槽。进行化学镀时,先把预先溶解好并经过滤的次磷酸钠溶液加入槽内,搅拌均匀后加入蒸馏水至所需体积,最后用10%稀硫酸或氢氧化钠溶液调整pH值至规定范围上限值。
2、3、4、5号配方的溶液可参照上述方法配制。
但配方3、4中的乳酸溶液要预先用碳酸氢钠溶液中和至pH值为4.6左右,然后才可与其他组分混合。
碱性化学镀镍溶液的组成和工艺条件见表6-4。
表6-4碱性化学镀镍溶液的组成和工艺条件
镀液成分(g/L)及工艺条件 1 2 3 4 5
硫酸镍(NiSO4·7H2O) 10~20 33 30 25 30
次磷酸钠(NaH2PO2·H2O) 5~15 15 25 25 30
柠檬酸钠(Na3C6H5O7) 30~60 50
焦磷酸钠(Na4P2O7·10H2O) 60~70 50 60
乳酸(C3H6O3)80%(mL/L) 1~5
三乙醇胺[N(CH2CH2OH3)(mL/L) 100
pH值 7.5~8.5 8 10~10.5 10~11 10
温度(℃) 40~45 90 70~75 65~75 30~35
沉积速度(μm/h) 20~30 15 10
镀层中含磷量(%) 7~8 约5 约4
配方1、5适用于塑料制品金属化底层,一般镀十分钟左右即可。配方5加入三乙酸胺,除有络合作用外,还能调整pH,使镀液能在低温下仍有较高的沉积速度。在补加镍盐时,必须先用三乙醇胺与之络合后再加入镀槽,否则会产生沉淀。配制时,硫酸镍,次磷酸钠与焦磷酸钠的比例应控制在1:2,这们可以保证镍呈络合态。
配方2适用于铝及铝合金上化学镀镍。
配方4可在较宽的浓度范围内工作,其pH值最好大于10,否则焦磷酸镍络合物将发生分解。在补加硫酸镍时,也应先溶解于氨水中后再加入镀槽。
四、化学镀镍溶液组成和工艺条件的影响
(一)、镍盐浓度对沉积速度的影响
(1)、在酸性化学镀镍液中镍离子浓度增加,可以提高镍的沉积速度。特别是当镍盐浓度在10g/L以下时,增加镍盐浓度,镍的沉积速度加快。例如,当镀液中含次磷酸钠20g/L、醋酸钠20g/L、温度为82~84℃、pH值=5.5时,镍盐浓度从5至60g/L变化时,对沉积速度的影响见表6-5。
表6-5 镍盐浓度对沉积速度的影响
硫酸镍(g/L) 5 10 20 30 40 50 60
沉积速度(μm/h) 12 19 24 21 20 20 20
当镍盐浓度达到30g/L时继续提高浓度,则镀层的沉积速度不再增加,甚至下降。镍盐浓度过高时,会导致镀液的稳定性下降,并易出现粗糙镀层。
(2)、在碱性化学镀镍液中,镍盐的浓度在20g/L以下时,提高镍盐浓度使沉积速度有明显的提高;但当镍盐的浓度高于25g/L以上时,虽继续提高镍盐含量,其沉积速度趋于稳定。
(二)、次磷酸钠浓度对沉积速度的影响
提高次磷酸钠浓度,可提高沉积速度。见图6-1。
图 6-1 沉积速度与次磷酸钠浓度的关系
但次磷酸钠浓度增加,并不能无限地提高镍的沉积速度。表6-6为不同镀液中次磷酸钠浓度的极限沉积速度。超过了极限速度,虽增加次磷酸钠的浓度,其沉积速度不仅不会增加,反而使久液的稳定性下降,引起镀液自然分解,降低镀层质量。
表 6-6 不同镀液中次磷酸钠浓度的极限沉积速度
镀液成分 次磷酸钠(g/L) 沉积速度 (um/h) 工艺条件
组合 含量(g/L) 温度 pH
硫酸镍
醋酸钠
硫酸]镍
醋酸钠
硫酸镍
醋酸铵
(三)、络合剂的影响
加入络全剂,在酸性化学镀镍液中是防止亚磷酸镍沉淀;而在碱性化学镀镍液中则是防止氢氧化镍沉淀,以增加镀液的稳定性,控制沉积速度和改善镀层的外观。
化学镀镍在常用的络合剂有氨基乙酸、乳酸、丁二酸、苹果酸、硼酸、水杨酸、柠檬酸、醋酸等。碱性化学镀镍液中常用的络合剂有焦磷酸钠、氯化铵、醋酸铵等。
络合剂的另一重要作用是提高镀液中亚磷酸镍的沉淀点。随着化学镀的进行,亚磷酸根的增加很快就达到亚磷酸镍的沉淀点而出现沉淀,使镀液不能正常使用.加入络合剂后,由于大部分镍离子与络合剂结合成络离子,不易与亚磷酸根离子反应生成亚磷酸镍沉淀点得到提高,促使镀液稳定。
络合剂还能提高镀液的工作PH值。如不加络合剂要使镀液能有足够高的严磷酸镍的沉淀点,必须使用PH值降至3以下,可是在这种PH值下操作不可能沉积出镀层。
(四)抑制剂的影响
为了提高酸性化学镀镍液的稳定性,可以加入极微量的抑剂。例如,加入1~5mg/L的硫低硫酸盐、1~2mg/L的铅离子或1~5mg/L的亚锡离子,能抑制剂化学镀镍液中固体微料的催化活性(如亚磷酸镍的微小活性核子),以防止镀液的自然分解。
由于抑制剂均属催化毒剂,使用时要极为小心,不能加入过量,否则会加速溶液的分解而失效。
(五)PH值的影响
溶液的PH值对化学镀镍过程的影响如下:
(1)酸性化学镀镍溶液的PH值增大能使镀层沉积束度加快。当PH值<3时沉积速度极慢实际上反应已不进行.但为了提高沉积速度而过分提高PH值也是不适当的,因为会使溶液中亚磷酸镍的溶解度降低,溶液容易混浊,导致溶液自然分解,缩短溶液的使用寿命。同时,当溶液混浊时,容易造成镀件向上部位或凹槽的镀层粗糙。当溶液的PH值>6时,次磷酸盐氧化为亚磷酸,催化反应转化为自发性的反应(即不需在催化条件下进行),这时溶液会很快失效。因此,酸性化学镀镍溶液维持在一定PH值范围内是很重要的,一般控制在4.0~5.0较为合适。
在使用过程中溶液的PH值会逐步降低,因此必须经常测定,用稀氢氧化钠溶液或氨水来调整。一般新配制的溶液,由于亚磷酸盐的积聚量较大,为避免沉淀物析出,可掌握在配方规定范围的下限。但用控制PH值来避免亚磷酸盐沉淀的产生也有一定限度,当亚磷酸盐积降量超过130g/L时,溶液就很难继续
当PH值增大时,所得镀层中的含磷量会相应降低。同时会降低次磷酸盐还原剂的利用率,此时部分还原剂消耗于析氢。
(2)碱性化学镀镍液的沉积速度PH值的影响不大。为使PH值维持在工艺规定范围内,用添加氨水来补充蒸发了的氨和中和沉积反应时所产生的酸。
(六)温度的影响
温度对沉积速度影响很大,温度愈高,沉积速度愈快。例如,酸性镀液温度低于600c(ph=4~5)时反应极慢,甚至不发生沉积;而在800C以上时,沉积反应才能正常进行。自800C上升至900C,镍的沉积速度上升60%左右;温度再上升100C,沉积速度又可提高30~40%。但必须注意,温度大于950C时,将大大降低溶液的稳定性,特别是当加热不均匀、pH值偏高(指酸性液)时,很易导致溶液严重的自然分解。因此,镀液温度一般控制在85~90℃较合适。为防止局部过热,镀槽宜采用蒸气夹套加热。
此外,在施镀过程中温度要严格控制,不使发生大幅度变化,最好维持溶液的工作温度变化在±2℃内,因为沉积层中的磷含量会随温度而变化。若施镀过程中温度波动过大,会发生片状镀层,镀层质量不好并影响镀层结合力。
碱性化学镀镍液允许在室温或略高于室温下施镀。这种情况通常是用于活化过的非金属材料(如塑料)表面上施镀,得一薄镍层后,再用电镀法加厚镀层。
(七)在不同基体材料上的施镀
化学镀镍可以直接沉积在具有催化作用的金属材料上(如镍、钴、钯、铑)和电位比镍为负的金属材料上(如铁、铝、镁、铍、钛)。后一类金属是靠溶液中的化学置换作用,使在其表面上产生接触镍,因镍自身是催化剂,从而使沉积过程能继续进行下去。
对无催化作用且电位较镍为正的金属材料(如铜、黄铜、银等),可以用引发起镀法,即用清洁的铁丝或铝丝接触镀件表面,使成短路电池,此时被镀件作为阴极,表面首先沉积出镍层,使化学镀镍反应得以进行下去。亦可瞬时地通以直流电流作为引镀。另一法是将被镀件先在酸性氯化钯稀溶液中短时间中浸泡(例如在0.1g/LPdCl2和0.2g/LHCL溶液中浸20秒钟),经彻底漂洗 后再进行化学镀镍。
在非金属上化学镀镍,其表面需先经特殊的化学活化处理(一般是利用钯的成核作用)。对塑料、石膏、玻璃、陶瓷上的电镀在第四章已有详细介绍。
五、化学镀镍溶液的维护
做好溶液的生产管理和维护,提高溶液的稳定性,防止镀液自然分解,是保证镀层质量和降低成本的关键因素。
1.做好镀前预处理
金属镀件经化学除油、化学除锈等前处理后,应彻底清洗干净,以防止酸碱液及除锈液等杂质带入镀镍液中而使pH值发生变化。如有其他金属杂质带入镀液,还可能成为溶液自发分解的触发剂,对镀液的危害性极大。
2.防止镀液局部过热
在操作过程中,不能用电炉、电热棒或蒸汽直接加热镀液,以防止局部过热。可以用蒸汽夹套加热,使镀液温度均匀,才能保证镀层质量,并防止镀液的自然分解。为防止沉积出片状镀层,要严格控制工作温度,波动不超过±2℃。
3.控制镀液的装载量
镀液的负荷(装载量)过高或过低都会直接影响镀层的沉积速度和镀液的稳定性。装载量过高,反应进行过于剧烈时,镍颗粒可能从镀层上脱落到镀液中,形成自催化还原中心,加速溶液的自发分解。另一方面要避免镀液空载时间过长。一般化学镀镍装载量控制在1dm2/L较为合适。
4.添加材料要及时,添加方法要正确
施镀时以镍离子和还原剂的消耗为最快,若不及时补充镍盐和还原剂,均会影响镀层质量和镀液的稳定性。
在施镀时切不能直接向镀液内加入固体化学药品。当需要添加时,应先把镀液温度降至60℃以下,然后将预先溶解好的液料边搅拌边缓慢地加入。
5.及时调整镀液的pH值
镀液的pH值随着反应的进行,逐渐降低,如不及时间调整,亚磷酸盐的积累就会明显增加。例如当pH=6时,亚磷酸根的积累浓度的限度为3×10-3mol/L;pH=5时为3×10-2mol/L;Ph=4时则为2.5×10-1mol/L;不及时调整pH值,影响镀液的稳定性,沉积积速度和镀层的质量(如含磷量等)。
6.及时过滤溶液
镀液连续使用一段时间后,会产生沉淀物,如不及时过滤,会严重危害镀液的稳定性和使镀层粗糙。一般每个工作班过滤一次,或采用连续过滤装置。
7.及时清除镀槽上的沉淀物
连续进行化学镀镍后,槽壁及槽底上有镍的沉淀物存在,它会成为溶液自然分解的活性中心,必须及时除去(可用硝酸溶解)。一般每个工作班清除一次。
8.控制亚磷酸根的浓度
亚磷酸根离子的浓度随着镀液的连续使用和pH值的变化而变化,当镀液中亚磷酸根离子积累过多时,沉积速度变得极慢。可用下列方法降低亚磷酸的浓度。
(1)化学法 加入1/3计算量的硫酸高铁溶液,生成黄色沉淀,将沉淀过滤掉,便可达到除去部分份亚磷酸根的目的。操作时应加温到50~60℃,过滤后的镀液应在调整好其他成分后,再将pH值调整到工艺要求值。
(2)离子交换法 当镀液中亚磷酸根离子积累过多时,可试用弱碱性阴离子交换树脂除去。
六、其他类型化学镀镍工艺
化学镀镍可用硼氢化物或胺基硼烷作还原剂,从这类镀液中获得的镀层含镍量为95~99.5%,其余主要是硼。镀层属无定形结构,当在400℃热处理1小时后,则转变为结晶形镍硼化合物(Ni3B)。
由于镍硼镀层孔隙率极低,因此具有优良的抗蚀性和化学稳定性。含硼量<1%的镀层有良好的可焊性能。含硼量低于0.5%的镀层与纯镍的性能相似。
含硼1~5%的镍硼镀层熔点为1450℃,比镍磷合金镀层(890℃)高得多。随着含硼量的增加,其熔点逐步下降,电阻率增大。例如,当含硼量1~2%时,镀层的平均电阻率为17μΩ·cm;含硼量为0.5%时,电阻率为6.5~7μΩ·cm。
含硼量为5%的镀层,在刚镀好时是非常磁性的,但经热处理后便具有磁性。而含硼量<0.5%的镀层,在刚镀好时就具有磁性。但经热处理后,其矫顽力(Hc)和剩磁都无变化。
硼氢化物和胺基硼烷虽然是很强的还原则,但在价格上比次磷酸盐贵得多,因而在实际应用中受到一定限制。
(一)、以二甲胺基硼烷作还原剂的化学镀镍溶液组成和工艺条件(见表6-7)
从二甲胺基硼烷化学镀镍溶液中得到的镍硼镀层中,硼含量随着溶液pH值的增加而减少,当溶液pH=5时,得到的镀层含硼量为4~5%,而pH=9时,镀层含硼量少于0.5%。提高溶液温度或增加二甲胺基硼烷的浓度能使镀层中的硼含量相应提高。
表 6-7 二甲胺基硼烷还原剂的化学镀镍溶液组成和工艺条件
镀液成分(g/L)和工艺条件 1 2 3
氯化镍
硫酸镍
二甲胺基硼烷
硼酸
醋酸钠
焦磷酸钠
氨水
丙二酸二钠盐
十二烷基硫酸钠
pH
温度(℃)
沉积速度
镀层中含硼量(%)
用二甲胺基烷化学镀镍时的活化能,比用次磷酸盐时为低,前者为35.5kJ/mol,而后者为58.5kJ/mol。因此有些金属如铜、银、不锈钢在次磷酸盐化学镀镍溶液中没有催化能力,但在二甲胺基硼烷化学镀镍溶液中则有足够的催化作用,能自发地沉积出镍,而不需要引发镀或活化处理。
配方1和2的槽液较稳定,使用寿命较长,可连续使用达360小时,而配方3的槽液只能稳定12小时。
配方1和2加有氢氧化钠,溶液呈强碱性(pH=14),有较高的稳定性,且硼氢化钠浓度很低,水解作用大大减少。又用乙二胺作稳定剂,与镍离子形成络合物,减少了镍离子的有效浓度,亦提高了槽液的稳定性。
在配制1、2号槽液时,应将氯化镍先溶解在乙二胺溶液中,硼氢化钠溶解在氢氧化钠溶液中,然后将两者混和,稀释至规定体积。
在添加镍盐时,应先将镍盐溶解在氨水中使成氨镍络合物,然后加入槽中。氨镍络合物在槽液中转变成乙二胺的络合物,多余的氨以气态逸出。
配方3的稳定性较差,易于分解,使用时较难掌握。
(三)、以肼为还原剂的化学镀镍溶液组成和工艺条件(表6-9)
以次磷酸钠或胺基硼烷、硼氢化物为还原剂的化学镀镍工艺都存在还原剂的氧化产物(亚磷酸盐、仲胺)在镀液中积累而导致镀液性能逐渐恶化,最后无法使用的问题。肼的氧化产物是氮和水,作为还原剂,不存在有害氧化产物的累积问题。
以肼为还原剂的化学镀镍溶液所得的镍镀层纯度较高,含镍量可达99.5%以上,有较好的磁化性能,可用于生产磁性膜,特别适用于要求沉积纯镍的场合。但镀层外观、抗蚀性、硬度、耐磨性都不如镍一磷和镍一硼合金。
为使镀液稳定,可加络合剂如乙二胺四乙酸钠盐、羟基乙酸等。
配方1得到的镀层为镍钼合金(含钼量5~10%)。
七、化学镀镍不良镀层的退除
化学镀镍层出现鼓泡、起亮、粗糙、尺寸超差、硬度不符要求等缺陷时应退除重镀。
1.碱性化学退镍溶液(适用于普通碳钢制件上的化学镀镍层)
间硝基苯酸钠 75~80g/L
氰化钠 75~80 g/L
氢氧化钠 60 g/L
柠檬酸钠 10 g/L
温度 85~95℃
新配溶液的退除速度 5~10μm/h
2.酸性化学退镍溶液
(1)适用于铜及铜合金制件上的化学镀镍层
间硝基苯磺酸钠 60~70 g/L
硫酸 100~120 g/L
硫氰酸钾 0.5~1 g/L
温度 80~90℃
退至表面为深棕色,清洗后用NaCN溶液除膜。
(2)适用于不锈钢制件上的化学镀镍层
稀HNO3溶液(1:1)
(3)适用于铝及铝合金制作件上的化学镀镍层
浓硝酸溶液(密度不低于1.42,含量不低于72%)。退镀前制件应先烘干,防止带入水份而降低硝酸浓度,导致基体金属被腐蚀。
八、采用阳极保护法化学镀镍新技术
传统的化学镀镍溶液稳定性较差,每施镀一次就需要过滤,以除去析出的微小镍粒。又由于施 镀时槽壁上有金属镍析出,极易引起镀液自然分解,当再次施镀时,必须用硝酸将镀镍层退除,既麻烦又不安全,并使镀槽寿命缩短。因此,不但成本高,而且效率低,质量也难于控制。如用阳极保护法化学镀镍可以克服上述问题。
所谓阳极保护法,即在施镀时对不锈钢镀槽通以很小的阳极电流,一般控制在1~10Ma/dm2(按槽壁面积计算);用镍棒或镍丝网作阴极,靠近不锈钢槽壁,使镀槽处于电化学钝化状态。在施镀过程中能有效地防止槽壁上金属镍的析出。
施加阳极电流还能明显地提高镀液的稳定性(见表6-10)。
表 6-10 施加阳极电流后镀液稳定性对比
传统化学镀镍法的镀液 用阳极保护法的镀液
1. 镀液反应时,槽底与槽壁上均有金属镍析出,加温至95℃以上时,槽壁上金属镍严重析出
2. 槽底及镀件上易沉积细小颗粒镍粉,镀液失效 1. 镀液反应正常,槽壁与槽底部均无镍析出,加热至95℃以上时,反应速度加快,镀件上镍镀层正常
2. 镀液稳定不易分解,加热至100℃仍然非常稳定
施镀时镀件不允许与阳极或阴极相碰,镀件与阴极相距2cm以上,不会产生双极性而影响镀层结合力。
在同样的阳极电流密度下,阴极面积的大小对槽壁金镍的析出无大影响。
槽壁和槽底上无镍微粒析出,即减少了反应活性中心,使镀液趋于稳定,同时也提高了镀件的化学镀镍质量,不易出现粗糙镀层,提高了合格率,并能适当延长镀液过滤周期,降低生产成本。
第二节 化学镀铜
化学镀铜主要用于非导体材料的金属化处理,除应用于塑料制品外,还量地用于电子工业的印制电路板。电子计算机用的多层印制电路板对层间电路的连接孔金属化有很高的要求,化学镀铜能很好地解决这些问题。
化学镀铜通常以甲醛作还原剂,是一种自催化还原反应,可获得需要厚度的铜层。它的还原反应可以下式表示:
实际上,还原反应比上式复杂,有一价铜盐作中间产物生成。不稳定的一价铜盐自身会氧化还原成金属铜粉末,2Cu+→Cu0+Cu2+,引起溶液的自然分解。另外,一价铜盐在镀液中溶解度很低,容易以氧化亚铜的形式与金属铜共沉积,使镀层的物理性能如机械强度、导电性等恶化。为解决这些问题,改善镀层质量,延长镀液寿命,国内外电镀工作者提出一些高速稳定的化学镀铜新工艺,溶液使用寿命已由几个小时提高到可以连续使用几个月以上,溶液的控制调整也逐步实现了自动化。
一、化学镀铜溶液组成及工艺条件
化学镀铜溶液的种类很多。按镀铜层的厚度分为镀薄铜溶液和镀厚铜溶液;
按络合剂种类可分为酒石酸盐型、EDTA二钠盐型、和混合络合剂型等;按所用还原剂分为甲醛、肼、次磷酸盐、硼氢化物等溶液;而根据溶液的用途,又可分为塑料金属化、印制电路板孔金属化等溶液。
化学镀铜层很薄(0.1~0.5μm),外观呈粉红色,较柔软,延展性好,导热、导电性强,一般不作为装饰性或防护镀层。通常用作非金属、印制电路板孔金属化的导电层,随后进行电镀,加厚镀层。最近几年发展的高稳定化学镀铜溶液,镀层厚度可达5μm以上,因此,可用作“加成法”制造印制电路板,以及印制电路板的通孔直接金属化,简化了印制电路板孔金属化的制作工艺。
(一)、化学镀铜溶液组成及工艺条件(表6-11)
表 6-11 化学镀铜溶液组成及工艺条件
镀液成分(g/L)及工艺条件
硫酸铜
酒石酸钾钠
EDTA钠盐
甲醛(ml/L)
氢氧化钠
甲醇(mL/L)
亚铁氰化钾
αα’-联吡啶
甲基二氯硅烷
温度
pH值(用NaOH调整)
空气搅拌
注:配方1适用于一般塑料电镀前的化学镀铜;
配方2、3适用于一般印刷电路板孔金属化处理;
配方4、5为高温稳定化学镀铜液。沉积速度每小时可达5um以上。
(二)、双络合剂或多络合剂的化学镀铜溶液
在化学镀铜溶液中用适当比例的双络合剂或多络合剂,较用单络合剂的镀液有更多的优点:可镀厚铜,工作温度范围宽,溶液稳定性高。含双络合剂的化学镀铜溶液组成及工艺条件如下。
硫酸铜CuSO4·5H2O 16g/L
酒石酸钾钠NaKC4H4O6·4H2O 14 g/L
EDTA二钠盐 20 g/L
氢氧化钠NaOH 14 g/L
甲醛HCHO(37%) 15mL/L
α、α-联吡啶 20mg/L
亚铁氰化钾K4[Fe(CN)6] 10mg/L
pH值 12.5
温度 40~50℃
二、化学镀铜溶液中各组分的作用和影响
1.铜盐
铜盐是溶液中的主盐,提供二价铜离子,一般都用硫酸铜,它的含量对沉积速度有一定的影响。当溶液的pH值控制在工艺范围内时,提高溶液中的铜含量,沉积速度有所增加,但溶液自然分解的倾向也随之增大。在不含稳定剂的溶液中,宜采用低浓度的镀液。在含有稳定剂的溶液中,铜离子浓度可适当高一些。
铜盐浓度对镀层质量的影响较小,因此它的含量允许在较宽的范围内变化。
2.络合剂
络合剂的作用是使铜离子在溶液中呈络离子状态,避免在碱性条件下呈Cu(OH)2沉淀析出。
在溶液中加入合适的络合剂,不但能提高溶液的稳定性,也有利于提高沉积速度,改善镀铜层的性能。
化学镀铜用的络合剂种类很多。见表6-12。
表 6-12 络合剂及相应的铜络盐的不稳定常数
络合剂 与铜形成络合离子状态 不稳定常数
乙二胺四乙酸二钠
氨三乙酸钠
酒石酸钾钠
柠檬酸钠
氨二乙酸钠
目前较广泛用的络合剂有EDTA钠盐和酒石酸钾钠两种。
3.氢氧化钠
氢氧化钠的作用是提供碱性条件,调节溶液的pH值,保持溶液的稳定性,使甲醛氧化释放的电子去还原铜离子成金属铜。在其他组分浓度不变时,增加氢氧化钠含量,沉积速度略有提高,但当增加至一定含量后,铜的沉积速度变化不大,而溶液易于分解;当氢氧化钠含量低,沉积速度慢,甚至停止沉积。
如化学镀铜溶液暂停使用一段时间,为避免溶液自然分解,可用硫酸把pH值调低至10以下,以降低甲醛的还原作用,使反应停止进行。溶液重新使用时,再用氢氧化钠溶液调整pH值 至工艺要求值。
4.还原剂
甲醛是最常用的还原剂,它必须在pH>11的碱性条件下,才具有还原作用。在不同pH值的条件下,才具有还原作用。在不同pH值的条件下,甲醛的反应形式亦不同,例如:
(1) 在中性或酸性条件下
(2) 在pH>11的碱性条件下
甲醛的还原作用与溶液的pH有密度的关系。溶液的pH值越高,则甲醛的还原作用越强,铜的沉积速度也越高,但同时也增大了溶液自然配方而定。
当pH=10~10.5时,镀件表面发生催化反应。
当pH=11~11.5时,甲醛浓度为2mol/L时,在活化过的非导体表面上能产出触发反应。
当pH=12~12.5时,甲醛浓度在0.1~0.5mol/L时,在活化过的非导体表面上能产生触发反应。
5.稳定剂
化学镀铜过程中,除铜离子在催化表面上被四醛还原成金属铜外,还有其他副反应,如:
生成的 还能被甲醛还原:
暗红色的氧化亚铜以极细的微粒分散在溶液中,几乎呈胶体状态,极难用过滤的方法除去,若与铜共沉积,将使铜层疏松粗造,与基体结合力极差。而当部分Cu2O被四醛还原成金属铜微粒时,这种铜微粒又成为自催化中心,使溶液自然分解。为抑制Cu2O的生成,可在镀液中加入有机或无机稳定剂。例如,加入亚铁氰倾钾、氰化钠、a、a一联吡啶、甲醇、甲基二氯硅烷、2-疏基苯并噻唑等,对抑制上述反应和稳定溶液具有一定的效果.这些稳定剂的添加量一般都很低,用量过多会使沉积速度显著减慢,甚至停止反应.
三、化学镀铜溶液的配制、使用和维护
1.化学镀铜溶液的配制
化学镀铜中所有固体化学材料都应分别单独用热的蒸馏水或击离子水溶解.待材料完全溶解后冷却至宣温,然后按下列配制程序将各组分的溶液混台在一起,边加人边搅拌.使溶液充分混和.
首先把铜盐溶液和络台剂溶液混合,然后在搅拌的情况下,慢慢加所需量的氢氧化钠溶液,再加八稳定剂溶液.随后再用氢氧化钠溶液调整至规定的pH值.配成适当的体积;使用前先过滤.然后加人所需量的还原剂甲醛溶液.即可使用.
2溶液的使用和操作维护
(1)盛放溶液的槽子最好用聚乙烯或聚丙烯憎水性材料制成,这样可降低镀液对槽壁的润湿.减少在槽壁上沉积金属铜的可能性.
(2)为防止镀液过早失效,必须厦时除去镀液中出现的固体微粒如铜粉等,最好用洼续过滤装置。若无该项设备.应在每班工作完毕后及时将镀液过滤.同时除去槽壁上析出的铜层.彻底将槽子清洗干净。
(3)溶液在使用过程中由于[OH]-不断消耗,需及时补充氢氧化钠溶液.使pH值严格控制在规定范围内。
(4)溶液温度升高,反应速度加快,沉积速率提高,但副反应也加快,溶液稳定性受到破坏,因此,工作温度的选择要根据络台剂的类型来确定.如以酒石酸钾钠为络台剂时,一般在室温下操作,过高的温度将害使镀液生自然分解.以EDTA钠盐为络合剂,在室温下反应较慢,可加热至一定温度,反应才能按一定速率进行,但超过750C,溶液自然分
解加快,操作时要注意控制槽液温度在工艺条件范围内。
(5)用压缩空气搅拌溶液有助于铜离子向活化基体表面扩散,以维持一定的沉积速度.这对低浓度溶液尤为重要。空气搅拌可以防止cutO的生成和存在.另外在反应过程中所产生的氢也能随着搅拌而逸出,否则活性氢原子扩散进人铜层,会引起镀屡发脆,或滞留于镀层表面形成昨点和孔隙,影响镀层质量。
(6)镀液的装载置不宜过大,否则施镀时反应过于剧烈.导致溶液分解.一般装载置宜控制在不超过3 dm/L。
四、化学镀铜溶液的自动控制装置
由于在生产过程中化学镀铜溶激变化快。为保证镀层质量,应及时调整溶液的pH值组分浓度和控制好工作温度.采用自动控制装置,不但能及时调整有关工艺参数,稳定镀层质最,而且可大大_减轻劳动强度.
这种自动控制装置包括pH值自调系统、温度控制装置和铜离子浓度自动补给系统三十部分.
温度控制是通过接点温度计的导、断传递到温控器,从而控制加热器.pH值的控制是将甘汞电极和玻璃电极的电位差经放大后,控制电磁阀门.补给氢氧化钠溶液,达到控制溶液pH值的目的.铜离子浓度的控制是利用硫酸铜溶液在不同浓度时的透光率变化,使在光敏元件上获得不同电信号.通过放大器来控制输液泵。
化学镀铜溶液自动控制装置流程示意图见图8-2。
第三节 化学镀银
化学镀银是工业上应用最早的一种化学镀,用于玻璃镜子,热水瓶内胆等轻工产品的制造.随后用在电子,光学和国防工业中.如在塑料上镀银可以制造反射率高达92%的反光镜,非导体的金属化以及激光测距机上的聚光腔的镀覆等。
化学镀银溶液的稳定性极差,一般只能稳定10~30分钟左右,而且沉积的银层极薄.近年内国外巳有用二甲胺基硼烷作为还原剂的化学镀银工艺,可在较高温度下得到2.5m/h的镀银层。
一、用葡萄糖作还原剂的化学镀银工艺
化学镀银溶液含有银盐、络台剂,还原剂,稳定剂等.所用的还原剂有酒石酸盐、葡萄糖.甲醛.二甲胺基硼烷等。
1.配方及工艺条件(见表8—13)
表8—1 5以葡萄糖作还原剂的化学镀银工艺
镀液成分(g/L)及工艺条件 1 2
硝酸根
氨水
氢氧化钠
氢氧化钾
葡萄糖
酒石酸
乙醇
蒸馏水
温度
时间
2.镀液配制方法
以配方1为例.分别配制银液及还原剂.方法如下:
(1) 银液的配制称取硝酸银30g充分溶解于500mL,蒸馏水中,不断搅拌银液,缓慢加入氨水直至生成沉淀物.继续添加氨水至沉淀物完全溶解,然后加21g的NaOH溶液,此时溶液变成黑色,再加入氨水,使溶液清澈透明为止。
(2) 还原液的配制将葡萄塘22.5g.酒石酸2g依次溶解于500mL蒸馏水中,煮沸10分钟后冷却至常温,再加50m一乙醇。
使用时将银液和还原液按容积1:1混合,混合浓为黑色,在这种状况下施行化学镀银是合适的。
用葡萄糖作为还原剂的镀液寿命很短,使用一次。就会自发分解.得到的银层沉积速度和最大厚度取决于溶液的组成和工作条件.其沉积速度随Ag+和OH一离子浓度的增加而提高。
二、用酒石酸盐作还原剂的化学镀银工艺
酒石酸钾钠的还原能力比葡萄糖弱,但得到的银层与玻璃的结合力则较强,可达16~20MPa.镀银后在一定温度下进行热处理.可提高结镀层结合力。
1.配方及工艺条件(见表6-14)
表6-14 用酒石酸盐作还原剂的化学镀银工艺
镀液成分(g/L)及工艺条件 1 2
硝酸银
氨水
氢氧化钾
酒石酸钾钠
温度
时间
2.镀液配制方法
以配方1为例:分别配制银液和还原液,使用时按1:1比例混合。
(1)银液的配制将硝酸银20g溶解于500m1.蒸馏水中,不断搅拌,缓慢加入氨水直至生成沉淀物.继续添加氨水至沉淀物完全溶解后放置待用。
(2) 还原液的配制称取100g酒石酸钾钠溶于500mL蒸馏水中,放置待用。
三、用甲醛作还原剂的化学镀银工艺
甲醛对银盐的还原能力比酒石酸盐或葡萄糖强,沉积速度快,但沉积出的银层晶粒直径大,银层反射率低,且结合力差(8MPa)。
1.配方及工艺条件
硝酸银AgN03 17.5g
氨水 NH3-H,O 适量
甲醛 HcOH(38%) 5.5mL
乙醇 C2HsOH(99%) 47.5mL
蒸馏水 520mL。
温度 1 5-~20℃
2.镀液配制方法
(1)银液的配制称取硝酸银17.5g,溶于少量蒸馏水中,在不断搅拌下缓慢加入氨水.直至产生的沉淀物完全溶解为止,加入蒸馏水稀释至500mL。
(2)还原液的配制将5.5mL甲醛和475mL乙醇混合在一起,加入蒸馏水稀释至500mL。
使用时将银液及还原剂按l:1的容积比混合。
四、用二甲胺基硼烷作还原剂的化学镀银工艺
以二甲胺基硼烷为还原剂的沉积机理与化学镀镍基本相同,也是属于自催化过程。
1.配方及工艺条件
银氰化钠 NaAg(CN)21.83g/I..
氰化钠 NaCN 1.0g/
氢氧化钠 ‘ NaOH O.75g/I
二甲胺基硼烷((2H3)2NHBH~2.Og/L
温度 55℃
沉积速度 2.5 um/h
在镀液中加硫脲0.25mg/L可以改善溶液的稳定性.并能在65℃时将镀速提高到6pm/h.这种化学镀银层可以在铜、黄铜,金和化学镀镍层上沉积.但最好是在银含量低(例如O.468/I银氰化钠)的槽液中,进行化学预镀,以提高结合力。
2.镀液配制方法(以1L为例)
1)用少量的蒸馏水溶解1g氰化钠,并与含有1.83g的银氰化钠液混合。
(2) 用少量的蒸馏水分别溶解二甲胺基硼烷2 g,氢氧化钠0.75g。
(3)将氢氧化钠液加入上述(1)液中,然后边搅拌边缓慢加八二甲胺基硼烷溶液。
(4)用蒸馏水稀释至1C,滤去沉淀物即可使用。
3.镀液组成浓度对沉积速度的影响
(1) 银氰化钠 当溶液温度为55℃时.沉积速度随银氰化钠的增加而加快;但当银氰化钠的浓度超过1.83g/I..时.镀液就会过早地分解。
(2) 氰化钠 当溶液温度为55℃时,若氰化钠浓度小于1g/L时,沉积速度随其浓度的减小而增加.但此时镀液巳很不稳定,只有当浓度大约为1g/L时,既能使镀液具有足够的稳定性,又能得较高的沉积速度。
(3) 二甲胺基硼烷 随着二甲胺基硼烷浓度的增加,沉积速度也相应提高.但当浓度超过2g/L时.镀液容易自然分解而失效。
(4) 氢氧化钠镀液中不含氢氧化钠时沉积速度极慢.随着氢氧化钠浓度的增加.沉积速度迅速提高,但当浓度大于:10g/L时,镀液就很不稳定.氢氧化钠浓度的最佳值为0.75g/L。
(5) 稳定剂 硫脲、硫代硫酸钠或巯基苯并噻唑钠等稳定剂对镀液的沉积速度和稳定性影响极大。一般硫脲浓度控制在0.25mg/L较好。
第四节 化学镀金
随着电子工业和空间技术的发展.化学镀金工艺受到重视,半导体的管芯.管座和其他电子元器件采用化学镀金.镀金层的化学稳定性高,可以防止金属腐蚀和接触点表面的氧化,以保持较好导电性.耐磨性和焊接性,是理想的电接触材料.化学镀金主要是镀在铜、镍和柯伐合金等基体材料上。
金的薄膜能透过可见光,能反射红外线和无线电波,因而可制作无线电波反射器和光线选择过滤器。
厚度超过3Pm的化学镀镍或化学镀铜层是不难做到的,但化学镀金很少能获得超过1 gm.近年来国外研究了一种高速化学镀金工艺,如以硼氢化物作还原剂的化学镀金巳在生产止应用,沉积速度可达4~8um/h。
化学镀金工艺分置换法与还原法二类.其工艺条件分别见表8—15及8—16。
一、 化学置换法镀金工艺
见表8—15
表8—15 化学置换法镀金溶液组成及工艺条件
镀液成分(g/L)及工艺条件 1 2
氰化盒钾KAu(CN)2 5 5
柠檬酸钠Na3G6H507 50
氯化铵NH4C1 75
氯化镍NiCl2·SH 15 5
醋酸钠NaAC-3H20 50
氯化铵+氨水(缓冲剂) mL/L 40
pH值 7~7.5 9
温度(℃) 95~100 95
浸渍时间(min) 3~4 0.12 mg/(cm2.min)
化学置换反应能否进行.决定于溶液中金属离子的沉积电位.若比被镀物金属的沉积电位为正,就能进行置换镀,反之就不能置换出金属镀层。
化学置换法镀金得到的镀层极薄.一般当基体上被镀金属完全覆盖后.反应就停止进行,比化学还原法镀金获得的镀层要薄得多.‘
二、化学还原法镀金工艺
化学还原法镀金工艺见表6-16。
表 6-16 化学还原法镀金溶液的组成及工艺条件
镀液成分(g/L)及工艺条件
氰化金钾
氯化铵
柠檬酸钾
次磷酸钠
金氯酸
碳酸钠
甲醛
氰化钾
葡萄糖
氢氧化钾
硼氢化钾
钨酸
氢氧化钠
N-N-二乙酸基苯胺钠
邻苯二酸钾
PH值
温度(℃)
化学还原法镀金溶液的主要成分有主盐,络台剂、还原剂、稳定剂等。
主盐是金离子的供给源,可以用三氯化金.以及金的络台物如氰化金钾、氯金酸等。
络合剂与金离子形成稳定的络合物,使镀层结晶细致.可用氨、氯化物、亚硫酸盐.氰化物等作络合剂。
还原剂使金离子从它的络合物中还原出来.用作化学镀金的还原剂有:酒石酸盐,甲醛,葡萄糖,次磷酸盐、胼,硼氢化物及其衍生物等。
稳定剂可起到掩蔽镀液中具有催化性杂质的作用,有的稳定剂还具有辅助络合剂的功能,因此亦有提高镀液稳定性的作用。
1.配方1、2用于制造光线选择滤波器。在含有葡萄糖或甲醛还原剂的溶液中,于玻璃上沉积出金膜,在1~5分钟内可生成150~200A厚的金膜.这种配方的溶液不能保证金的完全自催化还原.
2.配方3是以次磷酸钠作还原剂,适用于在铜及铜合金基体上沉积金层.沉积速度为约4N5#m/h.
3.配方4是以硼氢化钾作还原剂,沉积速度可达4~8m/h,可在银,钯、铜、镍.铂等金属基体上施镀.沉积出的金膜纯度极高,仅含0.0005~b以下的硼.镀层致密性好.结合力优良,电阻率为2-5×10一6Ωcm.在搅拌的情况下,可得到较高的沉积速度.当镀液使用达9#m·dm2/L时,需调整补充溶液.当镀层厚度大于I.5p.m以上时,其孔隙率与电镀金层相同。
氢氧化钾的浓度为11.2g/L时,沉积速度最高,但超过22 4g/L时,沉积速度反而下降.金镀层的沉积速度随硼氢化钾浓度的增大而直线上升.但当浓度达到10 8g/L时,镀层粗糙.镀液不稳定,当浓度大于13.g/L时,镀液就开始分解。
4.配方5是以N—N一二乙基苯胺钠作还原剂的镀液,适用于镍或钴屡上的化学镀金。
第五节 化学镀钴
含磷、硼的化学镀钴层具有很高的磁性能.因此.在电子工业中广泛用于制作电子计算机中的记忆储存元件.
钴的标准电位为一0 28V,镍为一O 25V,故化学镀钴比化学镀镍难.特别是在用次磷酸盐作还原剂的酸性化学镀钴液中,钴的沉积速度非常缓慢.甚至不能获得钴镀层.但在碱性溶液中,钴有较高的沉积速度.
化学镀钴液与化学镀镍液的组成基本相似,通常是用次磷酸钠、硼氢化物,肼等作还原剂的碱性溶液.以硫酸钴或氯化钴作为主盐,以柠檬酸盐、焦磷酸盐或酒石酸盐作为络合剂.以硫酸铵.氯化铵或氨水等作为缓冲剂.
一、以次磷酸钠作为还原剂的化学镀钻工艺
以次磷酸钠为正原剂的碱性化学镀钴液中得到的镀层是C0一P台金,其含磷量约在l~6%之问。co—P镀层一般是硬磁性的.矫顽力为]600—8000 A/m,也可获得软磁性镀层,其矫顽力约为8—80A/m.这种镀层的磁性能随着溶液的组成.工艺条件的变化和镀层厚度以及镀层结构的不同,可以在很大范围内变化。
对于高质量高密度的记忆元件,可以用高矫顽力(1600A/m以上)的磁性镀层.相反,对高速开关存贮装置元件则要求有低矫顽力(16A/rn以下)的磁性镀层。
在Fe.Nl,co、AL或Pd等基体材料上可以直接进行化学镀钴.在铜或黄铜上化学镀钴时需用接触法活化,或预先浸入Pdcl2的稀溶液中。在塑料上化学镀钴,通常用氯化亚锡和氯化钯溶液先进行敏活化处理。
(一)、配方及工艺条件(见表6-17)
表 6-17 用次磷酸钠作还原剂的化学镀钴溶液的组成及工艺条件
镀液成分(g/L)及工艺条件 1 2 3 4 5
氯化钴
硫酸钴
次磷酸钠
柠檬酸钠
氯化铵
硫酸铵
十二烷基硫酸钠
PH值
温度
沉积速度
镀层含磷量
矫顽磁力
矩形比
(1) 从配方l溶液中得到的钴镀层含磷量约4.5%,沉积速度随着溶液口H值的增大或次磷酸钠浓度的增加而增大.
(2) 配方2溶液中柠檬酸钠含量比配方1少.沉积速度快.
(3) 从配方3溶液中得到的钴镀层含磷量约4%.当镀层厚度为0.7m时的矫顽力为3200A/m.适用于高密度磁记录薄膜.当溶液pH值由8 2增加到8.6时.镀层矫顽力也随着增大,但pH值超过8 6以上时,矫顽力会急骤下降。
(4) 从配方4溶液中得到的钴镀层台磷量约为1~l.5%,矫顽力很低.约为8—24A/m,矩形比为O.93~1.0,具有强烈的单轴各向异性.可用于电子计算机储存装置的高速开关元件.当溶液的pH值由8.5增大到10左右时,沉积速度显著增大,而且镀层的矫顽力亦增加很快(厚度为0.5}m的镀层矫顽力选2800A6).因此,改变液液的pH值就能获得各种不同磁性能的镀层。
(5) 从配方5溶液中得到的钴镀层台磷量约l%,当溶液的PH值为8.3时,其沉积速度最大。
(二)、各成分的作用和工艺条件的影响
(1)氯化钴和硫酸钴是溶液中的主盐.提供二价钴离子。
(2)柠檬酸钠是主络台剂,铵盐(氯化铵,硫酸铵)是次络台剂,主要是控制二价钻离子的浓度.同时亦对溶液的pH值起缓冲作用.使镀屡沉积能正常进行.铵离子与钴生成率回的二价钴络合物,并使二价钻迅速地氧化成三价状态,囡此铵离子的浓度不能太高.否则会降低沉积速度。
(3)次磷酸钠是还原剂,仅在碱性条件下才能还原出盒属钴。
(4)溶液的pH值对镀层沉积速度有密切关系.一般pH值升高会加快沉积速度.当pH值≤7时,沉积速度显著降低.
(5)溶液的组成.pH值、温度和镀层厚度等因素的变化.都会直接影响镀层的磁性能。
二、以硼氢化物作为还原剂的化学镀钻工艺
氯化钴coc6Hzo 2a~25g,L
硼氢化钠NaBH4 0 6—1.0g/L
柠檬酸钠Na36H*O T H10 80~100g/L
氯化铵 NHcI 1—5g/L
乙二胺 c 2H8N2 50~60g/L
氢氧化枘NaoH 4~40g,L
稳定剂H2SeOa 0.003一O 3g,L
温度 60℃
三、以二甲胺基硼烷作还原剂的化学镀钴工艺
硫酸钴 cofl04 7g120 25g/L
二甲胺基硼烷 (cH3):NHBH3 4g/L
琥珀酸钠 C4H4Na2O4.6H2O 25g/L
硫酸钠 Na2SO4 1Sg/L
温度 70℃
pH 5.0
沉积速度 13um/h
第六节化学镀钯
化学镀钯甩于通讯工业中的电接触和连接器方面.亦可用作金的代用品.或金与其地金属之问的扩散阻挡层以延长金沉积层的寿命。
化学镀钯可以自发地镀在铜、黄铜、金.钢或化学镀镍层上.锕合金制件在化学镀钯前,应在Z5"C、下浸八含0.1g/L Pdcl 2,0.5mL/L Hcl(38%)的溶液中活化.在玻璃和塑料上化学镀钯.亦应先浸^氯化亚锡和氯化钯溶液中活化。
钯的催化活性强,可以用肼.次磷酸盐作还原剂进行自催化沉积。
用胼作还原剂的镀液不如用次磷酸盐的稳定性高.需定期地添加肼柬延长镀液的寿命。
用次磷酸盐作还原剂的化学镀钯的镀层含有1.5%左右的磷.硬度为HVl65。
(一)、 用肼作还原剂的化学镀钯工艺
1.配方及工艺条件(见表6-18)配方1用于挂镀;配方2用于滚镀.
2.镀液配制方法
(1)按配方分别用蒸馏水溶解计算量的各种药品;
(2)将需要量的氨水加入到含钯的溶液中;
(3)将含肼溶液加入到(2)液中;
(4)在(3)液中加入EDTA二钠盐溶液;
(5)用蒸馏水稀释至规定容积。
在此溶液中.EDlA二钠是稳定剂,也可用丙酮、硫化物代替。
表 6-18 用肼作还原剂的化学镀钯溶液的组成及工艺条件
镀液成分(g/L)及工艺条件 1 2
二氧化钯
EDTA二钠
氨水
四氯化铵钯
肼
温度
沉积速度
(二)、用次磷酸盐作还原剂的化学硅钯工艺
1.溶液的组分及工艺条件.
氯化钯 PdCI2 2g/L
次磷酸钠NaH 2PO.-H20 10g/I~
氨水(28%)NH3 H zO 160mLIL
盐酸(38%)HCI 4mL/L
氯化铵 NHtCI 27g/L
PH值 9.8
温度 55℃
沉积速度 2.5um/h
2. 镀液配制方法(以配1L溶液为例)
(1) 将2gPdC]z溶解在4mL浓HCI中;
(2) 用部分蒸馏水分别溶解10gNaH:POmH和27gNH‘Cl;
(3) 将160mLNH~H3-加入到(1)液中;
(4) 在(3)液中依次加入NH4CI,NaH2P02·H20溶液:
(5) 用蒸馏水稀释至1L;
(6) 用NHs·HzO或HCI溶液调盐pH值至9 8.
第七章 铝和铝合金的抛光、氧化和着色
第一节 铝和铝合金制件的前处理
铝和铝合金制件在化学抛光或电化学抛光以前,必须进行前处理,以提高抛光。质量。前处理方法包括机械抛光、化学除油和化学除自然氧化膜
一、机械抛光
对于要求表面光亮美观的铝或铝合金制件,都要先用机械抛光,把凹凸不平的粗糙表面抛得平滑光亮。一般机械搪光工序包括粗磨、细磨、抛光、抛亮和喷砂等;必须根据制件表面的粗糙程度和制品的要求,选用不同的工序。
二、化学除油
一般铝或铝合金表面所沾附的油污为动植物油和矿物油。在进行化学抛光或电化学抛光以前,必须彻底清除制件所沾附的这些油污,以保证抛光面和阳极氧化膜的质量。通常采用碱性溶液的皂化作用,以除去动植物汕的油污,并借乳化作用而除去所沾附的矿物油。
化学除油溶液的配方和工作条件如下:
1. 纯铝和铝镁合金制件除油溶液的配方和工作条件
磷酸钠Na3P04 50~60g/L ‘
硅酸钠NaSi03 10~20 g/L
海鸥洗涤剂 0.5~lul/L
温度 60~7:0C
时间 1~3min
2.一般铝合金制件除油溶液的配方和工作条件
氢氧化钠 10~20G/L
磷酸钠 30~50g/L
碳酸钢 10~20 g/L
硅酸钢 10~20g/L
海鸥洗涤剂 0.5~1ml/L
温度 60~800C
时间 1~3min
3.铝铸件除油溶液的配方和工件条件
氢氧化钠 30~50g/L
海鸥洗涤剂 0.5~1ml/L
温度 50~600C
时间 1~2min
4.除去机械抛光过的铝和铝合金制件表面油污的溶液配方和工作条件
(1) 664净化剂 20~30g/L
温度 80~900C
时间 3~5min
(2) 浓硫酸H2SO4 100~150ml/L
铬酐 30~50g/L
温度 室 温
时间 1~3min
三、化学除自然氧化膜
一般铝和铝合金制件经过化学除油和热水清洗以后、就必须用硝酸或磷酸溶液进行酸洗处理,以中和制件表面残留的碱液并除去其表面的自然氧化膜,使之露出制件的铝或铝合金的金属晶格。对于含硅的铝合金制件,在除油后和热水清洗后,必须用浓硝酸和氢氟酸的混合酸进行酸洗,以降去其表面的暗灰色硅浮灰。化学除铝件表面自然氧化膜的反应方程式如下;
Al2O3+6HNO3=2Al(NO3)3+3H2O
Al2O3+6H3NO4=2Al(H2PO4)3+3H2O
Si+4HF+4HNO3=SiF4↑+4NO2↑+4H2O
1.除去一般铝和铝合金制件表面自然氧化膜的溶液配方和工作条件
(1)浓硝酸 HNO3 200~270ml/L
温 度 室 温
时 间 3~5min
(2)浓磷酸H3PO4 40~50ml/L
铬 酐CrO3 40~50g/L
温 度 室 温
时 间 1~3min
2.一般除去含硅铝合金制件表面氧化膜和硅浮灰的溶液配方和工作条件
浓硝酸HNO3 3Vol
浓氢氟酸HF 1Vol
温 度 室温
时 间 5~15s
铝和铝合金制件经过化学除去其表面的自在氧化膜以后,必须立即用流动温水和冷水清洗,以除去制件上残留的酸液;然后浸入水中,以备及时化学抛光或电网化学抛光。
第二节 化学抛光
化学抛光是利用铝或铝合金制件在酸性或碱性溶液中的选择性自溶解作用、来整平和抛光制件表面,以提高其表面光洁度的化学方法。这种抛光方法具有设备简单、不用电源,不受制件外表尺寸限制,抛光速度快和加工成本低等优点。但是它的抛光质量不如电化学抛光,工作条件较难近期制,并具在抛光过程中会产生一氧化氮和二氧化氮等有害气体。近几年来,在国内已有不少电镀生产单位采用尿素、硫酸铵和WXP等添加剂,来抑制或消除上述有害气体,获得了较好的效果。一般对于表面光洁度要求不太高的铝或铝合金制件多采用化学抛光方法。
铝或铝合金的纯度对化学抛光的制裁量具有很大的影响。它的纯度愈高,抛光质量就越好;反之,就越差。
一、化学抛光溶液的配方和工作条件
1.碱性化学抛光溶液的配方和工作条件
氢氧化钠NaOH 35~65Wt%
亚硝酸钢NaNO2 10~25Wt%
磷酸钠 Na3PO24 1~425Wt%
氟化钠NaF 2~525Wt%
温度 110~1300C
时间 5~15s
一般工业纯铝或铝镁合金制件经过这种碱性溶液的化学抛光以后,就必须迅速用500C左右的温水清洗,并在室温条件之下,及时浸入25~30Vol%硝酸溶液中15~30s进行中和、出光,以提高其表面光洁度,出光后的上述制件必须再用清水冲洗,以除去残,然后放入水中,以备及时进行阳极氧化。
2.酸性化学抛光溶液的配方和工作条件
酸性化学抛光溶液的配方和工作条件见15-1。
二、抛光溶液的配制
1.碱性抛光溶液的配制
①、先在抛光槽内倒入2/3规定体积的水。
②、然后依次加入氢氧化钠,亚硝酸钠、磷酸钠和氟化钠,充分搅拌,使之全部溶解。
③、最后,补充水至规定体积,搅拌均匀,即可应用。
2.酸性抛光溶液的配制
①、先把磷酸、硫酸和硝酸按配方的一定重量百分比、依次倒入抛光槽内,小心搅拌均匀。
②、再按照配方的成分,分别用水溶解一定重量百分比的冰醋酸、草酸、尿素养、硫酸铵、硫酸铜或WXP添加剂,并分别加入表7-1所列配方的抛光槽内,并用水稀释至规定体积。
③、然后搅拌均匀,即可应用。
表 7-1 铝或铝合金酸性化学抛光溶液的配方和工作条件
名称 1 2 3 4 5
浓磷酸
浓硫酸
浓硝酸
冰醋酸
草酸
尿素
硫酸铵
硫酸铜
WXP-1
WXP-2
WXP-3
甘油
温度
时间
三、抛光溶液中主要成分的作用
(一)、碱性抛光溶液中各成分的作用
1.碱性抛光溶液中各成分的作用
(1)氢氧化钠 它是碱性抛光溶液的基本成分,其主要作用是有选择性地溶解铝或铝合金制件表面组织微观凸起部分的铝和氧化铝而起着整平抛作用。其化学反应如下:
(2)亚硝酸钠 对碱性溶液抛光铝件起着促进作用,其反应式如下:
(3)磷酸钠 对化学抛光也起促进作用。
(4)氟化钠 对除去含硅的铝合金制件抛光面的暗色硅浮灰,以提高抛光质量,起着一定的作用。
2. 酸性抛光溶液中各成分的作用
(1)磷酸 磷酸是酸性化学抛光溶液中的基本成分。它的主要作用是较缓慢地和有选择性地溶解纯铝或铝合金制件表面组织微观凸起部分铝和氧化铝而生成磷酸二氢铝,使抛光溶液成为粘性胶状液体。这种粘性胶状液体沾附于制件表面,就形成粘性液膜,它对于整平和抛光制件表面起着十分重要的作用。在酸性化学抛光溶液中、磷酸的浓度在70~85Wt%较为适宜,对上述制件的抛光质量较高。磷酸的浓度低,则抛光质量差,甚至不易抛光。如果其浓度过高,则抛光速度过慢,易使制件表面受到点状腐蚀。
磷酸在抛光时溶解铝和氧化铝的化学反应式如下:
(2)硫酸 硫酸的主要作用是有选择性地溶解上述制件表面的铝和氧化铝,能提高制件表面和抛光液的活性,以加快抛光速度;同时还能提高整平作用。一般硫酸的浓度在8~25Wt%,较为适宜。如果它的浓度低于8Wt%,其抛光速度就慢,易使制件受到点状腐蚀。如其浓度高于25Wt%,就会降低抛光质量,并易使制件表面产生半透明雾膜。硫酸在化学抛光过程中所起的化学反应式如下:
(3)硝酸 硝酸的主要作用是一言面与制件一须的金属铝起化学反应而生成氧化铝腊,另一方面又及时溶解氧化铝膜而生硝酸铝。这种对于提高化学抛光质量起了重要作用。硝酸的浓度对于抛光性能具有较大的影响。一般在化学抛光溶液中,硝酸的浓度在3~8Wt%较为适宜其抛光性能较好,如果浓度低于2Wt%,就会降低上述制件的抛光性能;轺其浓度高于12Wt%,就易引起制件表面的点状腐蚀。在抛光液的温度高于1200C时,就易在制件表面生成乳白色氧化膜。硝酸在制件抛光时的化学反应式如下:
(4)醋酸 醋酸的作用是抑制上述制件表面的点状腐蚀,并使抛光面均匀细致。它的浓度在10Wt%左右较为适宜。
(5)草酸 草酸的作用是防止制件表面的点状或条纹状腐蚀和改善抛光性能。它的浓度以2Wt%较为适宜。
(6)尿素 尿素的主要作用是在含有硝酸成分的抛光溶液中,抑制或消除俗称“黄龙”的氮氧化物有害气体(包括一氧化氮和二氧化氮)。其化学反应式如下:
尿素的浓度为3Wt%时,其效果较好。如其浓度低于3Wt%较果较差;如果浓度过高,就会降低抛光质量。
(7)硫酸铵 硫酸铵的主要作用也是抑制和消除氮氧化物有害气体。硫酸铵的浓度在4Wt%左右时对抑制和消除上述有害气体和改善抛光质量都有较好的效果。如其浓度低于3Wt%,则效果较差。其化学反应式如下:
(8)WXP添加剂WXP-1是增光剂,其浓度为0.02Wt%时,以铝或铝合金制件表面的增光作用较为时显。WXP-2是硫酸酸雾抑剂,当其浓度为0.001Wt%时,它在酸性抛光溶液中所开成的泡沫对抑止硫酸酸雾的效果较好。此外它对上述制件表面的整平抛光也有一定的作和。WXP-3是防腐剂。当其浓度为0.4Wt%JF ,又制件表面的防腐效果较好。
(9)硫酸铜 硫酸铜是一种活性添加剂。当它的浓度在0.02~0.05Wt%时,就对化学抛光溶液产生活化作用,有利于改善制件表面组织的均匀性和抛光质量。如其浓度低于0.02Wt%,则上述活化作用就不明显。如其浓度过高,就会使制件表面沉积出一层暗色海绵伏铜而大大降低抛光质量。其化学反应式为:
(10)铝离子及其盐类(磷酸铝、硫酸铝、硝酸铝)的浓度和粘度的影响,随着化学抛光的进行,抛光液中的铝离子及其盐类的浓度不断增大。当铝离子浓度在30g/L以下时,抛光液的密度 1.73g/cm3左右,此时其粘度稍大,有利于提高纯铝或铝合金制件的抛光质量。但当铝离子浓度大于40g/L时,抛光液的密度就超过1.74g/cm3,其粘度过大,就易导致抛光速度过慢而使制件表面受到点状腐蚀。
四、工作条件的影响
1.温度的影响
酸性抛光溶液的温度一般控制在90~115℃之间,其中最佳温度为105℃。在此温度下,抛光液所发生的酸雾和氮氧化物气体较少,制件表面的选择性自溶解的整平速度快,因而其抛光质量较高。如果溶液温度低于70%C,由于抛光速度过慢,就不易把制件表面整平抛光,甚至会引起条纹状腐蚀。如溶液温度大于1200C,就会引起制件表面的点状腐蚀,并且会分解尿素、增大酸雾而难以抑制和消除氮氧化物气体。因此对粘度较小的新配溶液宜控制其温度在900C左右;对粘度较大的老溶液,宜控制其温度在1150C以下,这样可以提高制件的抛光质量。
至于碱性抛光溶液的温度,一般控制在110~13℃时,抛光质量较好。如果温度过低则化学抛光速度就慢;温度高于130℃时,抛光质量较好。可果温度过低则化学抛光速度就慢;温度高于130℃,抛光速度过快,质量就差。
2.抛光时间的影响
铝和铝合金制件的抛光时间与抛光溶液的温度成反变关系。通常酸性溶液温度较低时、就要适当延长化学抛光时间;温度较高时,就要适当缩短抛光时间。例如表15—1所列的2号抛光溶液的温度为90~1150C,则其抛光是境可控制在6~3min,来提高制件的抛光质量。
在碱性溶液抛光的时间,一般控制在5~15s。抛光质量较好。可果抛光时间少于5s或多于15s(液温为110~1300C),则抛光质量差。
五、常见故障和纠正方法
常见故障和纠正方法见表7-2
表 7-2 化学抛光的常见故障和纠正方法
故障现象 可能原因 纠正方法
铝和铝合金制件的表面未被整平抛光 1. 铝和铝合金材料的纯度低、质量差;
2. 制件表面残留油污;
3. 抛光溶液中的成分浓度低;
4. 抛光溶液的温度过低 1. 选用纯度高和质量好的铝或铝合金材料;
2. 彻底清除制件的残留油污;
3. 提高有关成分的浓度;
4. 适当提高抛光溶液的温度
条纹状腐蚀 1. 抛光溶液的浓度低;
2. 溶液的温度低 1.补充有关成分,提高浓度;
2.适当提高溶液的温度
点状腐蚀 1. 抛光液中的磷酸、硫酸和硝酸的浓度过高;
2. 溶液的温度过高;
3. 抛光时间过长 1. 用适量的水稀释溶液,适当降低酸的浓度;
2. 适当降低溶液的温度;
3. 适当缩短抛光时间
产生半透明雾膜和乳白色氧化膜 1. 抛光溶液中的硝酸含量过高;
2. 溶液温度过高;
3. 抛光时间太短 1. 用水稀释抛光液,适当降低硝酸含量;
2. 适当降低溶液温度;
3. 适当延长抛光时间
第三节 电化学抛光(电解抛光)
电化学抛光是利用电解作用,在酸性或碱性电解液中对铝或铝合金制件的微观凹凸不平的表面组织(包括金属铝成分)进行选择性的溶解,来有效地整平和抛光制件表面,从而提高其表面光洁度。在酸性电解液中,上述制件的电化学抛光质量很明显地高于化学抛光质量。因此,对于抛光质量要求较高的精密铝件,都采用电化学抛光方法。在磷酸、硫酸和铬酸混合电解溶液中,进行电化学抛光过程中,发生下列主要反应:
1.在阳极(铝或铝合金制件)及其周围电解液中
由水分所电离的)
2.在阴极(铅板或不锈钢板)及其周围电解液中
一、电化学抛光溶液的配方和工作条件
纯铝或铝合金制件的电化学抛光溶液分为酸性电解液和碱性电解液两类。酸性电解液的配方较多,一般采用磷酸为基要成分,还包括硫酸、铬酐或甘油等成分。其中以磷酸—铬酐或磷酸—硫酸—铬酐等电解液的抛光效果为最好,因而得到了广泛的应用。碱性电解液以磷酸钠和碳酸钢为主要成分。早然它的成本很低,但其抛光质量较酸性电解液差,因此,应用较少。
1.酸性电化学抛光溶液的配方和工作条件
酸性电化学抛光溶液的配方和工作条件见表7-3。
2.碱性电化学抛光溶液的配方和工作条件
磷酸钠 120~150
碳酸钠 250~350g/L
氢氧化钠 3~6g/L
PH值 11~123
温度 90~950C
阳极电流密度D 8~12A/dm2
槽电压 12~25V
抛光时间 6~10min
阴极材料 不锈钢或铁板
这种电化学抛光溶液虽可用于抛光L1L2L3等钝铝或LT66铝镁合金制件,但易在抛光件表面生成半透明氧化膜。因此,必须把抛光件浸入磷到和铬酸的混合溶液(见15.4第1.(2)配方),进行除膜,以提高其表面光洁度。
二、抛光溶液的配制
1.酸性抛光溶液的配制方法
①、按照表7-3所列配方各成分的Wt%,先称出所用的浓磷酸和浓硫酸,分别倒入抛光槽内,拌匀。
②、然后称出铬酐或甘油,分别用水溶解或稀释后,加入抛光槽内,拌匀。
③、最后根据各配方的规定体积范围,在抛光槽内加入适量蒸馏水,充分拌匀,即成为酸性抛光溶液。
2.碱性抛光溶液的配制方法
①、先在抛光槽内放入2/3规定体积的水。
②、然后按照配方的重量比称出磷酸钠、碳酸钠和氢氧化钠,分别加入抛光槽,拦匀。
③、最后补充适量的水至规定的体积,充分拌匀,即成碱性抛光溶液。
表 7-3 铝或铝合金的酸性电化学抛光溶液的配方和工作条件
名称 1 2 3 4 5
浓磷酸
浓硫酸
铬酐
甘油
蒸馏水
抛光溶液温度
温度
阳极电流密度
槽电压
抛光时间
阴极材料
搅拌抛光溶液
注:
1. 配方1和2用于抛光LG1~LG2等工业高纯铝和LT66铝镁合金(可获得很高光洁度)
2. 配方3用于抛光LY12硬铝(含铜、镁、锰等化学成分的铝合金);
3. 配方4用于抛光L1、L2、L3等工业纯铝和LY1、LY2等硬铝(含铜、镁等化学成分的铝合金);
4. 配方5用于抛光L1、L2、L3等工业纯铝和LT66铝镁合金
三、抛光溶液中主要成分的作用
酸性抛光溶液中各成分的作用:
1.磷酸
磷酸的主要作用是溶解铝或铝合金制件表面的金属铝和氧化铝膜。在电化学抛光过程中,由于磷酸铝和磷酸二氢铝等盐类的不断生成和积聚,就使抛光液成为粘度较大和导电性较低的粘性胶体溶液。这种胶体溶液附着于制件表面,就形成了一层粘性液膜。在制件的微观凹凸不平的表面组织上,在凸出部分所沾附的粘性液膜较薄,其电阻较小,电流密底度较大,因而抛光速度较快;在凹陷部分所沾附的粘性液膜较厚,其电阻较大,电流密度小,因而其抛光速度较慢,经过适当时间的电化学抛光,凹凸两部分的抛光速度达到平衡,这进铝或铝合金制件的表面就得到了整平和抛光,从而大大提高了表面光洁度。因此,磷酸对于上述制件的抛光起着很大的作用。
2.硫酸
硫酸能溶解制件表面的铝和铝氧化膜而生成硫酸铝。它的主要作用是能提高电化学抛光溶流的导电性和降低槽电压,以节约电能;同时还能提高抛光液中的铝离子浓度而使阳极电流密度保持稳定。这对于稳定电化学抛光作用和延长电解液的使用寿命者是有利的。硫酸在抛光过程中与制件表面的铝和氧化铝膜发生反应而生成硫酸铝。
3.铬酐
由铬酐溶解于水所生成的铬酸,在酸性电化学抛光溶液中转化为重铬酸。重铬酸是强氧化剂,它在阴极波还原为三价铬离子Cr3+,这种离子起着双重作用,即它和磷酸结合生成磷酸二氢铬Cr(H2PO4)3,增大了抛光液的粘度,有利于铝或铝合金制件的整平抛光;同时,当抛光过程中如发生断电时,它就能及时钝化(氧化)制件表面,使之免受腐蚀。铬酐转化为铬酸、再转化为重铬酸的化学反应式如下:
4.甘油
化学名称为丙三醇,是一种缓蚀剂,它在pH值为1~2的酸性电化学抛光液中、可以提高pH值,因而能对制件表面起到缓蚀作用。
四、工作条件的影响
1.阳极电流密度的影响
通常在槽电压和抛光液温度不变时,阳极电流密度与纯铝或铝合金表面的溶解速度成正比,也就是阳极电流密度与制件的溶解量几乎是呈直线的。在低电流密度时,制件与抛光液界面之间的极化度很小,作为阳极的制件表面处于活化状态而受到化学浸蚀,也就是化学溶解速度大于电化学溶解速度,因而制件表面的光洁度降低。在过高的电流密度时,由于制件及其周围抛光溶液的温度升高较快,就会引起强烈的电化学浸蚀,从而降低制件的表面光洁度。在中等电流密度的条件之下,进行纯铝或铝合金制件的电化学抛光,可以获得较高的表面光洁度。表15-3所列各种电化学抛光液的阳极电流密度,均属于中等电流密度范围。例如当采用表15-3的1号配方的抛光液,如果控制纯铝极的电流密度在8-15A/dm2(即中等电流密度),抛光2~5min,就能获得高的表面光洁度。如果控制电流密度低于8A/dm2或高于15A/ dm2,在同样抛光时间内,获得的制件表面光洁度较差。
2.抛光溶液温度的影响
在电化学抛光时,如果抛光溶液的温度过低(低于600C),纯铝或铝合金制件的电化学溶解速度过小,就不易抛光。如果温度过高(高于100OC),就会降低抛光溶液的粘度丽易使上述制件受到点状腐蚀。因此,一般控制抛光溶液温度在80~95OC的范围内,并相应地提高阳极制件的电流密度,这样就能获得较高的表面光洁度。
3. 抛光时间的影响
电化学抛光时间的长短,取决于纯铝或铝合金制件的纯度、原始表面组织状况、抛光液成分、温度和阳极电流密度等因素。通常在一定成分的抛光液中,纯铝或铝合金制件的电化学抛光时间与溶液温度或电流密度均成反变关系,因此当抛光液温度或阳极电流密度较高时,则抛光时问应较短;反之,应较长。如果纯铝或铝合金的纯度较高,原始表面组织较平滑,则其抛光时问控制在2~5min.即可获得较高的表面光洁度。
4.搅拌的影响
在电化学抛光过程中,通常采用纯铝或铝合金制件阳极进行往复式上下机械移动的方法。来搅拌抛光溶液。这样可以使制件周围的铝离子及其盐类等反应产物迅速扩散;同时还能不断地向制件表面及其周围补充新的抛光溶液。此外,还能及时降低制件及其界面溶液的温度和排除附着于制件表面的氧气泡,以防止其表面的点状腐蚀。
此外电化学抛光液的密度、粘度、氯离子和铝离子浓度的含量都对抛光质量有重要影响。一般,抛光液的密度在1.70~1.74g/cm3时,其粘度最适宜于电化学抛光;配制抛光液要用蒸馏水,使氯离子含量不超过0.08g/L,控制铝离子含量不超过50g/L,这样就能进行正常的电化学抛光。
五、常见故障和纠正方法
常见故障和纠正方法见表7-4。
表7-4 电化学抛光的常见故障和纠正方法
故障现象 可 能 原 因 纠 正 方 法
铝或铝合金制件
未被整平抛光
①铝或铝合金制件的材料粗糙,纯度低,质量差
②彻底清除油污
③制件表面的自然氧化膜未清除
④抛光溶液中磷酸、硫酸、铬酸的含量过少
⑤阳极电流密度过小
⑥抛光溶液的温度过低
⑦抛光时间太短 1. 选用表面光洁、纯度高和质量好的纯铝或铝合金材料
2. 彻底清除油污
3.彻底清除制件表面的自然氧化膜
4.补充适量的磷酸、硫酸、铬酸等成分
5.适当提高阳极电流密度
6.适当提高抛光溶液的温度
7.适当延长抛光时间
制件表面出现点状腐蚀
①硫酸、磷酸、铬酸的含量过多
②抛光溶液的密度和粘度太大
③抛光溶液的温度太高
④抛光溶液搅拌不均匀
⑤抛光时间太长 1. 用适量蒸镏水稀释抛光溶液
2. 同上
3. 适当降低抛光溶液温度
4. 加强搅拌
5. 适当缩短抛光时间
制件表面出现条纹状腐蚀 ①抛光溶液中磷酸、硫酸的含量过少
②抛光溶液的温度偏低
③抛光溶液中含有悬浮固体微粒 ①加热浓缩抛光溶液或适量补充磷酸、硫酸、铬酸
②适当提高溶液温度
③静置后过滤抛光溶液
制件表面出现不透明雾膜 ①抛光液的密度和粘度太大
②抛光溶液的温度太低
③阳极电流密度过高
④抛光时间太短 ①用蒸镏水稀释溶液,以降低粘度
②适当提高溶液温度
③适当降低电流密度
④适当延长抛光时间
抛光制件在夹具
处出现黑色或斑点 这主要是由于抛光制件与挂
具之间的接触不良,导致触点温度过高 改进抛光制件与挂具之间的
接触
抛光制件在出槽后,经水洗和风干后,其表面出现斑点 ①抛光制件在断电后出槽
②抛光制件的残留酸液未彻
底清除 ①抛光制件要带电出槽
②用水清洗制件,彻底清除残
留酸液
第四节 抛光质量差的铝或铝合金制件的处理和回用
化学抛光和电化学抛光质量差的纯铝或铝合金制件可以浸入下列酸液或碱液中进行处理和回用。
1.抛光制件表面出现半透明雾膜
可把制件浸入下列酸液之一,以除去雾膜和提高其光洁度。
(1)浓硝酸 300~500ml/L
温度 室温
时间 30~60s
(2)浓磷酸 30ml/L
铬酐 10g/L
温度 80~90OC
时间 30~120s
2.抛光制件表面附着少时接触铜
可把制件浸入下列酸液之一,溶去接触铜,以显出光亮面。
(1)浓硝酸 250~350ml/L
温度 室温
时间 10~30s
(2)浓硝酸 2~5ml/L
铬酐 10~30g/L
温度 室温
时间 30~120s
3.抛光制件表面出现麻点、斑点、条纹或乳白色氧代膜
可把制件浸入下列碱液或酸液,溶去全部蚀点和氧化膜,以便重新抛光和回用。
(1)氢氧化钠 100~150g/L
温度 50~60OC
时间 10~30s
(2)浓磷酸 100~120ml/L
铬酐 50~60g/L
温度 室温
时间 2~5min
经过上述酸液或碱液处理的铝和铝合金制件必须及时浸入流动热水和冷水中进行清洗,以彻底清除制件上所残留的酸液或碱液,从而防止制件表面受到腐蚀,以利回用。
第五节 铝和铝合金制件的阳极氧化
铝合金制件的阳极氧化是藉着电解液中的阳极反应,在制件表面生成微孔性氧化膜的电化学方法。根据不同电解液和工作条件,这种方法能够有选择性地提高上述制件表面的孔隙率、染色性、硬度、耐磨性、抗腐蚀性和绝缘性等理化、机械性能。因此铝和铝合金的阳极氧化法在精密仪器仪表、日用品、工艺品、建筑材料、机电产品和国防用品等多种制造工业中,得到了广泛的应用。
现在所用的阳极氧化法种类较多,其中包括硫酸氧化法、草酸氧化法、铬酸氧化法、瓷质氧化学和硬质氧化法等。
至于铝和铝合金制件阳极氧化的机理、可用硫酸阳极氧化法为例,作一简要说明。铝件在硫酸电解液中进行阳极氧化时、发生下列主要反应,其中包括电化学反应和公学反应:
1. 阳极反应(在铝阳极上和界面电解液中)
(1)
(2)
(3)
(4)
(5)
(6)
(7)
2.阴极反应(在铅阴极上的电化学反应)
(8)
在上列阳极反应中,反应式(1)表明铝阳极表面的电化学溶解作用,反应式(7)表明铝阳极表面受硫酸电解液的化学溶解作用。由反应式(2)、(3)和(4)可见:从电解液水份中所电离的OH—离子、在铝阳极上放电而析出的新生态氧原子即与铝原子化合而成为氧化铝;其外层氧化铝即行水化而成为一水合氧化锅;于是由这两种氧化铝组成了铝阳极表面的氧化膜,这是成膜反应。从反应式(5)、(6)可见:铝阳极界面的硫酸电解液对阳极表面的氧化膜进行化学溶解作用,这是溶膜反应。在整个阳极氧化过程中,成膜反应和溶膜反应都是同时存在的。因此,必须适当控制硫酸电解液浓度、温度、槽端电压、阳极电流密度和氧化时间等工艺条件,使成膜速度大于溶腆速度;这样才能使铝件表面生成具有一定厚度、硬度、孔隙率和透明度的氧化膜。
第六节 硫酸阳极氧化法
硫酸阳极氧化法广泛地应用于各种铝或铝合金的防护和装饰性阳极氧化工艺,由其所得的氧化膜的膜层较厚,无色透明,孔隙多,吸附性好,易于染色。电解液的成分简单,性能稳定,成本低和操作方便,这些都是优点。但其缺点是电解液对铝或铝合金的刻蚀较严重,所以不适用于铝合金铸件、点焊件和铆接组合件的阳极氧化处理。
一、硫酸阳极氧化的电解液配方和工作条件
硫酸阳极氧化电解液的配方和工作条件见表15-5。
表 7-5 硫酸阳极氧化电解液配方和工作条件
名称 直流电阳极氧化 交流电阳极氧化
1 2 3
浓硫酸
温度
阳极电流密度
电压
阳极氧化时间
阴极时间 150~250
12~20
0.8~1.5
15~25
40~60
铅板 160~170
0~3
0.4~0.6
16~20
60~70
纯铝或铅锡合金板(含Sn2~3%) 100~150
15~25
3~4
18~30
20~40
铅板
注:1号和3号配方及工作条件适用于一般铝和铝合金制件的防护和装饰性氧化;
2号配方和工作条件适用于纯铝或铝镁合金制件的装饰性氧化
二、硫酸阳极氧化电解液的配制
①根据阳极氧化槽的所需容量,计算化学纯浓硫酸的用量。
②先在槽内加入3/4规定体积的蒸馏水。
③在加强搅拌下,缓慢地加入浓硫酸,小心拌匀。
④当硫酸溶液冷却至室温时,再补充蒸馏水至规定体积,充分搅匀,即成阳极氧化溶液。经过化学分析,测定硫酸含量符合规定时,即可应用。
在配制硫酸溶液时,切不可先把水加入浓硫酸中,以防引起酸液溅出。
三、电解液成分的作用和工作条件的影响
1.电解液成分的作用
硫酸是电解液的基本成分,在铝或铝合金制件进行阳极氧化时它能使制件表面生成透明和质硬的微孔性氧化膜。
2.工作条件的影响
(1)硫酸浓度的影响 如果硫酸电解液的浓度较高,铝和铝合金制件表面氧化膜的生长速度较慢,氧化膜的孔隙率较高和吸附性良好,可以着深色,但其硬度和耐磨性较差。如果硫酸浓度较低,则生成氧化膜的速度较快,氧化膜的硬度较高和反光性良好,但其孔隙率较低,只能着浅色。
采用交流电氧化,由于一半时间处于阳极氧化过程,硫酸浓度控制在100~150g/L之间较为适宜,生成的氧化膜质量较好。
(2)溶液温度的影响 硫酸溶液的温度对氧化膜的生成及其性质的影响和硫酸浓度的变化相似。当温度在10~20OC之间、所生成的氧化膜多孔、吸附性能好,并且富有弹性,适宜予染色,但其硬度较低和耐磨性差。如果温度高于26OC,则氧化膜变成疏松,厚度小而脆。如温度低于10OC,则氧化膜的厚度增大,耐磨性较好,但孔隙率较小。因此,在铝或铝合金进行阳极氧化时,必须严格控制硫酸溶液的温度。必要时,须用冷冻设备控制溶液温
度,以保证氧化膜质量一。
(3)电压和电流密度的影响 当铝或铝合金制件进行阳极氧化时,在制件表面首先生成氧化铝(A12O3)阻挡层,使电流逐渐减小。因此必须适当提高电压,以维持阳极的规定电流密度。当电压升到一定值时,初生的阻挡层因被硫酸电解液所溶解而变薄,局部表面被电压击穿而形成孔隙。随着电流的继续通过,制件表面的孔隙也随之增多。电压较高时,所生成的氧化膜的孔径就较大,反之,孔径就较小。当电压过高时,氧化膜就易被击穿。因此,
一般用硫酸溶液进铝件的防护和装饰性氧化膜的生产,控制电压在16V左右,较为适宜。
阳极电流密度对氧化膜生长的影响较大。在其他条件相同的情况下,提高阳极的电流密度,铝件生成氧化膜较快,膜的孔隙多,易于着色;降低阳极电流密度、氧化膜的生成较缓慢,膜层孔隙少而致密,不易染色。因此,一般控制阳极电流密度在0.8~1.5A/drn2之间。
(4) 阳极氧化时间的影响 在硫酸溶液浓度、温度和阳极电流密度等相同的条件之下,随着阳极氧化时问的延长,铝件表面所生长的氧化膜就逐渐增厚利孔隙增多,易于染色,否则,阳极氧化时间缩短,氧化膜就较薄而孔隙少,不易染色。因此,一般刚极氧化时间、控制在30~60min之间。
(5) 阳极氧化溶液的搅拌 用硫酸溶液对铝或铝合金制件进行阳极氧化时,由于产生较多的热量,溶液及制件的温升较快而导致氧化膜质量降低。为了保证氧化膜峋质量;’就必须采取适当措施,来保证溶液和制件和较低温。一般设置冷冻设备,并用空气搅拌和制件移动等降温措施,来控制溶液的温度。
表7-6 直流电硫酸阳极氧化的常见故障和纠正方法
故障现象 可 能 原 因 纠 正 方 法
氧化膜疏松,容
易擦掉 ①电解液温度太高
②阳极电流密度太大
③阳极氧化时间太长 ①降低电解液温度,加强搅拌
②降低电流密度
③缩短氧化时间
氧化膜发脆,开
裂 ①电解液温度在10OC以下
②温度超过26OC,
③阳极电流密度太大 ①把电解液温度升至12~20OC
②把电解液温度降低至12~20OC
③适当降低电流密度
氧化膜的光亮度
很低 ①制件的铝材质量差
②电解的浓度较大
③制件在阳极氧化时断电 ①采用高质量的铝材
②适当稀释电解液
③防止阳极氧化时断电
氧化膜有泡沫状
或网状花纹 ①阳极氧化前处理不良
②制件在热处理时,所沾污的
化学除油液没有清除 ①加强前处理
②清除制件上的化学除油液
氧化膜有白色痕
迹 ①硫酸浓度太大
②电流密度太大
③电解液中的铝离子含量过高 ①减小硫酸浓度,可用蒸镏水
稀释
②降低电流密度
③更换电解液
氧化膜出现红色
斑点,整个或局
表面发红 ①导电棒和夹具之间接触不良
②在氧化时间断电或长时间
不导电
③电解液中有铜离子 ①改善两者之间的接触
②加强导电工作
③进行电解处理,以除去铜离
子
氧化膜上出现灰
色粉末 ①氧化前制件表面有腐蚀物
②电解液温度太高 ①改进氧化前处理
②把电解液冷却,拌匀
氧化膜出现黑色斑点或黑色条纹 ①制件上的油污未曾除尽
②电解液含有悬浮杂质
③电解液含铜和铁太多
④制件表面氧化膜上的电解
液未清除就封闭 ①改进前处理,清除油污
②清除悬浮杂质
③电解处理,除去铜、铁
④氧化膜在封闭前,清洗电解
液残液
铝或铝合金制件与夹具接触处烧伤 ①夹具表面氧化膜未清除
②制件与夹具接触不良 ①装夹前要清除夹具表面的氧化膜
②要夹紧制件与夹具。
四、硫酸阳极氧化的常见故障和纠正方法
硫酸阳极氧化的常见故障和纠正方法见表7-6和7-7
表7-7 交流电硫酸阳极氧化的常见故障和纠正方法
故障现象 可 能 原 因 纠 正 方 法
制件表面氧化膜
出现白色雾膜 ①硫酸电解液的温度太高
②阳极氧化时间太长 ①降低电解液温度至15~25OC
②缩短阳极氧化时间
氧化膜上有灰色斑点或条纹 ①电解液中的铝离子含量太多
②电解液中有其他杂质 更换电解液
氧化膜呈微绿色 电解液中含有很多的铜离子 更换电解液或直流电解处理
氧化膜的厚度不
匀 ①阳极和阴极的面积比例失
调
②挂具与制件的接触不良 ①控制阳极和阴极的面积比
为1:1
②改进挂具与制件的接触
氧化膜发生腐蚀 ①硫酸电解液的浓度太高
②硫酸电解液的温度太高
③阳极氧化时间太长 ①用水稀释电解液
②降低电解液温度
③适当缩短阳极氧化时间
第七节 草酸阳极氧化法(略)
第八节 阳极氧化膜的染色(着色)
铝或铝合金制件经过阳极氧化以后,在其表面生成了一层微孔性氧化膜,经过染色和封闭
后,就显出其良好的色彩、抗腐蚀性、耐晒性和耐磨性。
铝氧化膜的染色工艺可分为有机染料染色、无机颜料着色和电解着色等三种。其中以有机
染料洒色工艺的操作简单、成本低和染色质量好,因而得到了广泛的应用。
至于需要染色(着色)的氧化膜应具有下列条件:
①有一定的厚度和均匀性。
②有一定的孔隙率和吸附性。
③氧化膜本身无色透明。
④氧化膜应无划痕、斑疤或空洞。
一般采用硫酸阳极氧化法所获得的氧化膜进行染色,最适宜于作为防护品与装饰品之用。
一、染色(着色)机理
1.无机颜料着色
主要是把无机颜料分子吸附于膜层微孔之内,进行填充,这种方法是属于物理作用。
2.有机染料染色
分为物理作用和化学作用。
(1)物理作用 这是使有机染料分子吸附于膜层微孔内,进行填充,而不起化学作用,例
如酸性湖兰的染色。
(2)化学作用 这是有机染料分子与膜层的氧化铝发生了化学反应,其生成物存在于氧化
膜孔隙中而显色。这种化学作用有如下几种方式:①氧化锅与染料分子上的磺基形成共价
键,②氧化铝与染料分子上的酚基形成氢键;③氧化铝与染料分子形成络合物等,如氧化铝
与茜索红S结合而形成了A12O3—茜素红S络合物。
(3)电解着色 是利用电化学反应对铝氧化膜进行着色。例如氧化膜在硫酸铜和硫酸混合
溶液中,经过电解,即可生成黑色氧化膜。
二、有机染料染色
通常用于铝或铝合金氧化膜染色的有机染料有酸性染料、活性染料和直接染料等。但不用
碱性染料。常用的有机染料和染色条件列于表7-8。
三、影响铝或铝合金氧化膜有机染料染色的因素
l.染色液浓度
染色液的浓度要根据所用有机染料品种和染色深浅度来决定的。一般染色液的浓度为
0.5~5g/L。染浅色时,染色液浓度可控制在0-5~1g/L,染深色时控制在5~10g/L。如染黑色时则控制染色液浓度在10~15 g/L。
采用低浓度染色液时,虽然染色速度较慢,但其染色的色调较易控制,这样就可提高色索与膜层的结合强度。采用高浓度染色液,虽然染色速度较快,但其色调不易控制。往往容易产生浮色
2.染色时间
表7-8常用有机染料和染色条件
色别 染料名称 浓度g/L pH值
级 温度OC
时间min
耐晒度
红色 ①直接耐晒桃红(G)
②直接雪利桃红(G)
③酸性大红(GR)
④酸性大红(B)
⑤活性艳红 2~5
2~5
5
5~15
2~5 4.5~5.5
4.5~5.5
4.5~5.5
4.5~5 60~75
60~70
室温
50~70
70~80 2~5
5~10
2~10
10~15
2~15 5~7
5~7
绿色 ①酸性绿
②酸性墨绿
③直接耐晒翠 5
2~5
3~5 5~5.5
4.5~5 70~80
70~80
15~25 15~20
15~20
15~20
蓝色 ①直接耐晒蓝
②直接耐晒翠蓝
③活性艳蓝
④酸性蒽醌蓝 3~5
3~5
5
5
4.5~5
4.5~5.5 15~30
60~70
室温
50~60 15~20
1~3
1~5
5~15
6~8
金黄色 ①茜素黄(R)
茜素红(S)
②溶蒽素金黄(IGK)
溶蒽素桔黄(IPK)
③活性艳橙
④活性嫩黄X-6G
⑤铝黄GLW 0.3
0.5
0.035
0.1
0.5
1~2
2~5 4.5~5
4.5~5
5~5.5 70~80
室温
70~80
25~35
室温 1~3
1~3
5~15
2~5
2~5
7~8
7~8
5~6
黄色 茜素黄GG 0.5~0.8 60~80 0.5~1
黑色 ①酸性黑(ATT)
②酸性粒子元(NBL)
③酸性蓝黑(10B)
④苯胺黑 10
10~15
10
5~10 4.5~5.5
5~5.5
4.5~5.5 室温
60~70
室温
60~70 3~10
15~20
5~10
15~25 7~8
注:①除了溶蒽素染色液以外,其他染色液均须用醋或氨水调整pH值。
②铝或铝合金氧化膜在浸渍含有溶蒽素染色液以后,必须再浸入下列两种之一的显色液中进行显色,其配方及工作条件分列如下:
1)浓硫酸 20g/L
亚硝酸钠 10g/L
温度 室温
时间 1~2min
2)浓硫酸 20~30g/L
高锰酸钾 1~4g/L
温度 室温
时间 1~2min
染色时间的长短,直接影响染色质量和耐色性。如果染色时间短,氧化膜的染色浅,且易褪色。时间过长,则氧化膜的颜色过深,表面容易发花。通常染色时间是2~10min。
3.染色液的温度
根据染色工艺的要求和有机染料的性质,染色方法分为冷染和热染两种。一般冷染的时间较长,色调易于控制。热染的时间短,色调较难控制。通常热染温度以40~60OC较为适宜。如果温度过高,往往容易使染料分子在尚未渗透到氧化膜内层,就将表层封闭,这样就降低了染色牢度,并且还易使铝件染色表面发花。
4.染色液的pH值
染色液的pH值对氧化膜的染色亲和性能,具有很大的影响,因此必须根据染料的品种和性质来选择合适的pH值。一般控制pH值在4.5~5.5之间。如果控制不当,则染产吸附不牢,且易发花。如染色液的pH值太低,就会降低氧化膜的染色牢度和耐晒性能,且易流色发花。如pH太高,则染色较难,甚至染不上色,失去了染色作用。
5.配制染色液的水质
配制染色液的水最好用蒸镏水或去离子水而尽量不要用自来水。这是因为自来水所含有的钙、镁等碱土金属离子会与染料分子络合而形成络合物,从而使染色液变质报废。
6.染色槽材料
制造染色槽的材料,最适宜用陶瓷、不锈钢或聚丙塑料等,而不能用铝、铜或铅。这样可以防止染色液变质。
在铝或铝合金氧化膜的染色工艺中,除了严格控制上述因素以外,还必须注意;在染色前要用1~2%氨水中和氧化膜层孔中的残留酸液,并用清水冲洗耳恭听干净,以提高氧化膜和染料分子的亲和力。染色后的铝件经清洗后必须尽快进行封闭和干燥。切不可放在水中时间较长,以防止制品表面产生流色和发花现象。
四、有机染料染色的常见故障和纠正方法
有机染料染色的常见故障和纠正方法见表7-9。
表7~9有机染料染色的常见故障和纠正方法
故障现象 可 能 原 因 纠 正 方 法
铝或铝合金制件表面的氧化膜染不上色 ①染色液中的染料已分解
②染色液的pH值太高
③氧化膜太薄而少孔
④放置时间太长,氧化膜已被封闭
⑤所用染料不适当 ①调换质量好的染料
②用醋酸调整pH值
③提高氧化膜层厚度和孔隙
④缩短放置时间
⑤换用适当染料
部分氧化膜染不上色或颜色浅
①氧化膜层厚度不均匀而且很少孔隙
②氧化膜被油污所沾
③染色槽沾上油污
④染色液浓度代 ①制成较厚、均匀和多孔的氧化膜
②防止氧化膜沾上油污
③清洗槽子,去除油污,更换染色液
④适当提高染色液浓度
氧化膜染色后发
花 ①氧化膜清洗不良
②染色液pH低
③染料未全溶解
④染色液的温度太高 ①加强清洗
②调整pH值
③搅拌染料液,使之全部溶解
④降低温度
氧化膜染色后呈
白色水雾 ①氧化膜孔隙内有水汽
②返工制作退色液浓度太高
③返工制件退色时间太长 ①除去水汽
②稀释退色液
③缩短退色时间
氧化膜染色后有
斑点 ①染色液中有不溶性杂质
②氧化膜上有油迹
③氧化膜有灰尘
④氧化膜沾有酸滴或碱滴 ①过滤染色液
②防止氧化膜沾油污
③用水冲洗,除去灰尘
④氧化后的制件放入清水槽内
氧化膜染色后易
褪色 ①氧化膜的孔隙小而浅
②染色液的pH太低
③染色时间短
④封闭槽液的pH太低
⑤封闭时间太短 ①提高氧化槽液的温度
②调整染色液pH值
③延长染色时间
④调整封闭槽液的pH
⑤延长封闭时间
氧化膜染色太暗 ①染色溶液浓度高
②染色溶液温度高
③染色时间长 ①稀释染色液
②降低温度
③缩短染色时间
染色的氧化膜容易擦去 ①氧化膜质量差
②染色溶液温度低
③氧化膜粗糙 ①重新进行氧化
②提高染色温度
③应降低氧化液温度
五、无机颜料着色
通常采用无机颜料着色的铝或铝合金氧化膜的色调不鲜艳,并且与基体的结合力差,不如有机染料染色的氧化膜,因此不能作为装饰性制件的氧化膜着色之用。但是这种无机颜料的耐晒性能较有机染料好得多,所以它对室外所用的铝及铝合金建筑材料的阳极氧化膜的着色,应用较广。
在无机颜料着色时所用的溶液分为两种,这两种溶液本身并不具有所需着的颜色,一定要在氧化膜孔隙中起化学反应时才能产生所需着的色质,这与有机染料的染色是完全不同的。
无机颜料着色过程分为三步:(1)先把经过阳极氧化的铝或铝合金制件用水清洗,除去残留的阳极氧化溶液,立即浸入液温为室温的第一种盐溶液中,约10~15min;(2)取出上述制件,用水清洗一下,即浸入第二种液温为室温的盐溶液中、约10~15min。这时进入氧化膜孔隙中的两种溶液的盐就起化学反应而成为所需着的不溶性有色盐,它填充于氧化膜层的孔隙内而使制件着上颜色;(3)然后把着色制件从第二种溶液中取出,用清水洗涤以后,即放入60~80OC烘箱内,进行烘干。
如果制件所着颜色较浅,则可在烘干以前,重复进行着色,以着上深色。
现把无机颜料着色液的配方及工作条件列于表7-10。
表7-10铝或铝合金氧化膜常用无机颜料着色液配方入工作条件
色别 着色液成分 含量g/L 温度OC 生成的有色盐
深红色 ①铬酸钾K2C1O4
②硝酸银AgNO3 5~10
50~100 室温
室温 铬酸银
Ag2CrO4
红色 ①醋酸钴COAc2
②铁氰化钾K3Fe(CN)6 50~100
10~50 室温
室温 铁氰化钴Co3[Fe(CN)6]2
黄色 ①铬酸钾K2CrO4
②醋酸铅PbAc2·3H2O 50~100
100~200 室温
室温 铬酸铅
PbCrO4
蓝色 ①亚铁氰化钾K4Fe(CN)6·3H2O
②氰化铁FeCL3 10~50
10~100 室温
室温 普鲁士兰
(亚铁氰化铁)
绿色
①铁氰化钾K3Fe(CN)6
②硫酸铜CuSO4•5H2O 10~50
10~100 室温
室温 铁氰化铜
Cu3[Fe(CN)6]2
黑色 ①氯化钴CoCL2
②硫化铵(NH4)2S 30~50
10~50 室温
室温 硫化钴 CoS
白色
①氯化钡BaCI2
②硫酸钠Na2SO4 30~50
30~50 室温
室温 硫酸钡
BaSO4
①醋酸铅PbAc2·3H2O
②硫酸钠Na2SO4 10~50
10~50 室温
室温 硫酸铅
PbSO4
现在根据表7-10所列的各种无机着色液成分和在铝氧化膜孔隙中所生成的无机颜料,写出下列化学方程式:
1.深红色铬酸根:
2.红色铁氰化钴:
3.黄色铬酸铅:
4.蓝色亚铁氰化铁:(普鲁士蓝)
5.绿色铁氰化铜:
6.黑色硫化钴:
7.白色硫酸钡:
8.白色硫酸铅
六、染彩色
为了使铝或铝合金制件的阳极氧化膜获得更加美丽多彩的装饰外观,现在的染色工艺已从染单色发展成为染双色和多色的工艺。其中应用较广的有彩色印染法,转移彩色法、消色法和丝网钱刷套色法。
1.彩色印染法
彩色印染法改变了原来所用的浸渍染色方法。它用色浆代替染色液来印染彩色。色浆的配方如下:
3%的 甲基纤维素 50Wt%
4%的海藻酸钠 15Wt%
六偏磷酸钠 0.6Wt%
山梨醇 4Wt%
甲醛 0.4Wt%
色基 30Wt%
注:色基的组分是通常所使用的铝或铝合金阳极氧化膜染色用的染料。染料的浓度为70~80g/L。
印染方法:先把经过阳极氧化的铝件烘干,用丝网漏印法把色浆印在制件表面上,每种颜色印一次,分别移动丝网,进行数次染色,即成彩色,印染完结,即将印色铝件放在100OC蒸镏水中封闭10min。
2.转移彩色法
转移彩色法是利用印刷方法并用特制的转移油墨(用分散性染料配成),按照图案要求,先印在纸上,制成印花纸。然后将印花纸反贴在经阳极氧化的铝件表面的氧化膜上,通过高温热压,使印在纸上的分散性染料升华成气体转移入氧化膜微孔内。这样,整个彩色图案就轮廓分明地印在铝制件上了。
3.消色法
消色法又称渗透法。可使用玻璃纤维、海绵或石棉线沾适当浓度的铬酸或草酸浓液,快速地在已染色的铝件氧化膜表面作无规则地拭划。藉着铬酸的氧化性,使接触褪色,然后用水冲洗,使之停止褪色,于是再染所需要的第二种颜色,并用上述同样方法染上第三种或多种颜色。采用此法可以染出无规则的五彩缤纷的颜色,其图案如大理石或树枝花朵。若用此法在瓷质氧化膜上染色。可以得到彩瓷和古瓷的色彩。消色法的工艺流程如下:
经阳极氧化后的铝制件染第一次色(深色)→清洗干燥(50~60OC)→消色→清洗→染第二次色→清洗→染第二次色→清洗→封闭→干燥。
消色液配方如下:
(1)铬酐 300~500g/L
(2)草酸 200~300g/L
以上两种消色液,在生产上应用铬酐的较多,因其消色效果较好。
4.丝网印刷套色法
此法的印色过程为:把经阳极氧化后的铝件洗染上第一次色(浅色),然后利用橡皮或丝网印刷法印上所需要的图案(可用透明醇酸清漆作为染色印浆),烘干后进行退色处理。图案花样上的印浆成为防染隔离层,防止染上以后印染图案的色彩。然后再染第二次色(深色),再经过清洗(必要时可以染第三、第四次色)。除去印浆,封闭后就得到美观大方的双色图案(或多色图案)。印浆的配方如下:
3~4%浓度聚乙烯醇 1份(Wt)
醇酸清漆 1份(WT)
把上列两种成分混合,调成浆糊状。如果太厚,可用200号溶剂汽油,加以稀释。
七、电解着色
铝或铝合金制件的电解着色,就是把经过阳极氧化的制件浸入含有重金属盐的电解液中,通过交流电作用,发生电化学反应,使进入氧化膜微孔中的重金属离子被还原为金属原子,沉积于孔底阻隔挡层上而着上颜色。由于各种电解着色液中所含的重金属离子的种类不同,就在氧化膜孔底阻挡层上所电沉积的金属种类也不同,粒子大小和分布的均匀度也不相同,因此对各种光波就发生选择性吸收和散射,从而显出不同的颜色。
由于电解着色的铝或铝合金氧化膜具有耐晒、耐热、耐磨、耐腐蚀和色泽稳定持久等优点,所以电解着色法较有机染料染色法和无机颜料着色法另有独特的优点,可以广泛地应用于建筑、机电、航空、造船和国防等工业方面的铝或铝合金材料的着色。
1. 电解着色液的配方和工作条件
现将铝或铝合金制件的阳极氧化膜进行电解着色液配方及工作条件列于表7-11内。
2.电解着色液中各成分的作用
(1)硝酸银 它是1号着色液的主盐,提供电沉积的银离子,使铝或铝合金氧化膜着上金黄色。
表7-11电解着色液配方和工作条件
配方编号 溶液成分 含 量(/L) pH 温度(℃) 交流电压
(V) 着色时间
(min) 色调
1 硝酸银AgNC3
浓硫酸H2SO4
对电极:石墨或不锈钢板 0.4~15
5~35 =1 18~25 8~20 1~5 金黄色
2 CKS-850电解着色剂
浓硫酸H2SO4
对电极:不锈钢或石墨 45
10Mi/L =1 20~30 8~12 5~10 金黄色
3 硫酸镍NiSO4·6H2O
硼酸H3BO3
硫酸铵(NH4)2SO4
对电极:石墨、镍板或不锈钢板 25
30
15
=1 20 15 2~15 浅褐色黑色
4 硫酸镍NiSO4·6H2O
硼酸H3BO3
浓硫酸H2SO4
K-A型发色剂
K-1型稳定剂
K-2型稳定剂
对电极:石墨、
镍或不锈钢板 25~35
25~35
7~12
10~20
10~15
8~15
=1 室温 12
12
14
14 1~3
4~5
3~5
6~8 浅青铜
青铜色
古铜色
全黑色
5 硫酸镍NiSO4·6H2O
浅青铜色
硼酸H3BO3
浓硫酸H2SO4
硫酸亚锡SnSO4·7H3O
稳定剂GKC-I
或稳定剂GKC-II(A)
或稳定剂GKC-II(B)
对电极:石墨、镍板
或不锈钢板 25~30
30~35
15~20
3~5
10~15
10
5~7mi/L =1
20~40
9
9
10
10
11
11
12
12
12 3
5
3
5
5
7~8
4
5
8 青铜色
青铜色
深青铜色
咖啡色
古铜色
咖啡色
古铜色
黑褐色
注:①第号配方中的CKS-850电解着色剂是由开封市电镀化工厂所生产的。
②第4号配方中的K-A型发色剂、K-I型和K-2型稳定剂是由上海滚镀二厂所研究制的。
③第5号配方中的GKC-I、GKC-II(A)和GKC-II(B)等稳定剂是由湖南大学研制和开封市电镀化工厂生产的。
(2)CKS-850电解着色剂 它是2号着色液的着色剂,使上述氧化膜着上金黄色。
(3)硫酸镍 它是3、4、5号着色液的主盐,它提供电沉积的镍离了,使上述氧化膜着上从浅褐色到黑色。
(4)硫酸铵 它是3号着色液的辅盐,它使上述氧化膜着色均匀。
(5)硫酸亚锡 它是5号着色液的催化剂,能提高着色速度和色调深度,并保持着色的均匀性和重现性。
(6)硫酸 能分别提高上列1~5号五种着色液的导电性和着色速度,同时还能调节着色液的pH值,以防止着色液中的银离子、镍离子或亚锡离子分别沉淀为氢氧化银、氢氧化镍或氢氧化亚锡。
(7)硼酸 对3、4、5号着色液起着缓冲作用,以调节溶液的pH值。
(8)K-A型和K-I型、K-2型 分别为4号着色液的发色剂和稳定剂。
(9)GKC-I、GKC-II(A)和GKC-II(B)稳定剂 对5号着色液起着催化作用,能提高着色速度和色调深度,并保持着色的均匀性和重现性。
3.工作条件的影响
(1)主盐浓度的影响 在电解着色溶液中的主盐如硝酸银、硫酸镍或其他金属盐,如果其浓度过低则不易在铝氧化膜微孔中着上颜色;如其浓度过高,就会着上浮色,银易脱色。因此必须控制在工艺规范内的浓度,以符合着上浅色或深色的要求。
(2)pH值的影响 pH太低,易使铝氧化膜受到酸蚀而着不上色;pH太高,铝氧化膜亦受浸蚀并且使镍盐、银盐或铜盐形成氢氧化物而着不上色,所以一般控制pH在1左右。
(3)温度的影响 电解着色液的温度太低,着色速度就慢,只能着较浅的颜色;如温度高于40OC以上,着色速度太快,容易着上粗糙的浮色。一般控制在20~35OC较适宜。
(4)交流电压的影响 在电解着色液的浓度、pH值、温度和着色时间等条件相同之下,如果采用低电压进行着色,则着色的速度较慢,着色较浅;如采用较高电压,则着色的速度较快,并能着上深色。此外,在不同的电压下,就可以在铝氧化膜微孔内分别着上多种不同的单色。
(5)着色时间的影响 一般电解着色时间短,只能着上浅色;时间较长,就只能着上深色。在着色液的浓度、pH值、温度和交流电压都相同的条件之下,随着电解着色时间的逐步延长,就可以在上述氧化膜的微孔内分别着上由浅到深的不同单色。
第九节 阳极氧化膜的封闭处理
铝或铝合金制件经过阳极氧化以后,不论已否染色,都必须及时进行封闭处理,以提高其抗腐蚀性、耐晒性、耐磨性和绝缘性。一般封闭处理的方法可以分为热水封闭法、水蒸汽封闭法、重铬酸盐封闭法、水解盐封闭法和常温封闭剂封闭法等。
一、热水封闭法
热水封闭法所用的水必须是蒸馏水或去离子水而不能用自来水,否则自来水中的杂质进入阳极氧化膜微孔内,就会降低氧化膜的色泽或透明度。
热水的封闭温度为90~100℃,pH值为6~7.5,封闭时间为15~30min。
当阳极氧化膜进行封闭时,氧化膜表面和微孔中的氧化铝分别和水分子结合而形成水合氧化铝。其化学反应式如下:
(一水合氧化铝)
(三水合氧化铝)
当氧化铝水合而形成一水氧化铝时,其体积可增大约33%。当它生成三水合氧化铝时,其体积可增大约100%。由于水合氧化铝的体积增大,就填充和封闭了氧化膜的微孔。对电解着色的铝氧化膜可用此法进行封闭。
二、水蒸汽封闭法
采用水蒸汽封闭法,必须具有蒸缸设备。在封闭铝氧化膜地的蒸汽压力控制在1~3×105Pa,蒸汽温度为100~110OC,封闭时间为30min,其效果最好。如果蒸汽温度过高,就易使氧化膜的硬度和耐磨性降低,因此蒸汽温度不可太高。用此法进行封闭处理,可以防止染色氧化膜的流色现象,这是它的优点。但是它的成本高,难以广泛应用。对电解着色的铝氧化膜可用此法封闭。
水蒸汽封闭铝氧化膜的机理和化学反应基本上与热水封闭法相同。
三、重铬酸盐封闭法
此法适宜于封闭从硫酸阳极氧化法所制得的铝氧化膜。氧化膜经封闭后呈黄色,并抗腐蚀性较高。但此法不适用于封闭装饰性的有机染色氧化膜,这是因为具有强氧化性的重铬酸钾溶液在较高温度下封闭时,容易使膜层变化的缘故。封闭液的配方和工作条件如下:
重铬酸钾K2Cr2O7 50~70g/L(用蒸馏水配制)
溶液pH值 6~7(用碳酸钠调整pH)
温度 80~90OC
封闭时间 15~25min
当经过阳极氧化的铝制件浸入封闭液时,重铬酸钾分了就与氧化膜表面和微孔内的氧化铝分子发生下列化学反应而生成碱式铬酸铝和碱式重铬酸铝,从而填充和封闭了铝氧化膜的微孔。
同时,热水分子与氧化铝分子结合而生成一水合氧化铝和三水合氧化铝,也对铝氧化膜起着封闭作用。
重铬酸钾封闭液中的SO一含量不宜大于0.2g/L,否则,封闭后的氧化膜的颜色会变浅或发白,从而降低膜层泽和透明度。如封闭液中的SO超过上述含量,可用碳酸钡把它除去。
四、水解盐封闭法
水解盐封闭很适用于染过色的铝氧化膜的封闭处理,在工业生产上得到了广泛的应用。一般此法所用的盐类有硫酸镍、硫酸钴等。这些盐类的极稀溶液在接近中性和加热条件下,被染色铝氧化膜吸附以后,就在膜层微孔中进行水解而生成氢氧化镍和氢氧化钴的沉淀,从而填充和封闭了氧化膜的微孔。他们的水解反应式如下:
水解盐封闭溶液的配方和工作条件见表7-12
表 7-12 常用水解盐封闭溶液的配方和工作条件
名称 1 2 3
硫酸镍NiSO4·6H2O(g/L) 4~6 3~5
硫酸钴CoSO4·7H2O(g/L) 0.5~0.8
醋酸钴Co(AC)2·4H2O(g/L) 1~2
醋酸钠NaAc·3H2O(g/L) 4~6 3~5 3~4
硼酸H3BO3(g/L) 4~5 3~4 5~6
pH值 4~6 5~6 4.5~5.5
温度(℃) 80~85 70~80 80~90
封闭时间(min) 10~20 10~15 15~25
注:①配制溶液,必须用蒸馏水或去离子水。
②调整pH值,可用醋酸或氢氧化铵。
五、常温封闭剂封闭法
铝或铝合金阳极氧化膜的常温封闭法所用的封闭剂是G、C、F,在25~45OC可以进行封闭处理。它对着色氧化膜的色泽无影响,封闭时间较短,封闭液性能稳定,使用时间较长,这些都是它的特点。
1.GKC-F封闭剂的适用范围
GKC-F封闭剂适用于铝或铝合金制件阳极氧化膜的本色膜、电解着色膜、无机颜料着色膜和有机染色膜的封闭处理。对于有机染色膜、特别是对染着某些酸性染料或染浅色的染色膜不能直接用GKC-F溶液封闭,以防止退色。因此必须先把具有这种有机染色膜的铝或铝合金制件浸入60OC和20g/L醋酸镍溶液中10min,进行预封闭。然后再浸入下列GKC-F溶液中继续封闭完全。
2. 常温封闭剂溶液的配方和工作条件
GKC-F封闭剂 17~22ml/L(最佳为20ml/L,相当于粉剂6g/L)
溶液PH 5.5~7(最佳为6.0)
温度 25~45℃(最佳为30~35℃)
时间 10~20min
3.封闭剂溶液的配制
在塑料槽或不锈钢槽内加入所需量的蒸馏水或去离子水,再加入计算量的GKC-F封闭剂,搅拌均匀,使之全部溶解。测定此溶液的pH 、的5.5~7和液温在30~35OC的范围时,即可用于封闭处理。如需调整pH值,则应采用氢氧化铵或醋酸。
4. 温封闭处理的要点
按照上列封闭剂溶液及工作条件对铝或铝合金制件氧化膜进行封闭时,要注意GKC-F封闭剂的浓度变化,如其浓度降低,就要及时补充;同时要对溶液pH值和温度的变化,及进进行调整,以保证封闭层的质量。上述制件氧化膜经过封闭处理以后,应立即用去离子水进行漂洗,除去其所沾附的残留封闭液,以防止氧化膜表面在干燥后产生污斑。
注:GKC-F封闭剂是由湖南大学所研制和开封电镀化工厂所生产的。
第十节 不合格阳极氧化膜的退除
如果所制得的铝或铝合金制件的阳极氧化膜(包括本色膜、着色膜、封闭膜等)不符合质量要求,就可以在下列碱性或酸性溶液中进行退膜处理。
1. 对精度要求不高的铝或铝合金制件阳极氧化膜的退膜溶液配方和工作条件
(1)氢氧化钠 5~10g/L
磷酸三钢 30~40g/L
溶液温度 50~60OC
退膜时间 直到退除氧化膜为止
在上列碱性溶液中,氧化膜被溶解的化学反应式如下:
(2)浓硝酸 180ml/L
浓氢氟酸 8mI/L
溶液温度 室温
退膜时间 直到退除氧化膜为止
在上列酸性溶液中,氧化膜被溶解的化学反应式如下:
2
2.对精度要求较高的铝或铝合金制件阳极氧化膜的退膜溶液配方和工作条件
浓磷酸 35mlL
铬铬酐 20g/L
溶液温度 80~90OC
退膜时间 直到退除氧化膜为止
在上列磷酸和铬酐溶液中,氧化膜被深解的化学反应式如下:
退除了阳极氧化膜的铝或铝合金制件必须及时用水清洗其所沾附的残留退膜溶液,以防止碱液或酸液的腐蚀。由此可以重新进行化学抛光、电化学抛兴、阳极氧化、着色和封闭处理,以便回用。
第八章 塑料电镀和特殊是枯基材上的电镀
第一节 塑料电镀
一、概述
塑料电镀就是用电沉积的方法,使塑料表面金属化。由于在塑料表面能获得结合力好的镀层,并且其抗蚀性能,耐热性和耐磨性能满足使用要求,使塑料表面金属化的应用得到了重视,塑料电镀已上日用品、家用电器应用发展到各个工业部门。
在塑料电镀中,ABS塑料电镀得到广泛应用,因此在塑料电镀中,主要介绍ABS塑料电镀工艺,其他塑料与ABS塑料电镀工艺基本相似,主要在于粗化工艺有所不同。
二、对塑料件的技术要求
①要求制品表面平滑,除要求光亮度高的部位外,尽可能做成梨状或滚压花纹;
②零件的设计应符合电镀要求,即较大平面中间应呈突起状,一般突起在0.10~0.15mm;棱角部位要倒圆,盲孔深度应为直径为1/2~1/3;V形槽的宽度应是深度的3倍。
③零件应有足够的强度,避厚一般在3mm左右,最薄不应低于1.9mm,最厚不应大于3.8mm。
④有镶嵌件的塑料制品,应用铝制作,镶嵌件周围的塑料应有足够的强度,棱角部位要倒圆。
⑤应留有电镀装挂位置,以便获得均匀的镀层,装挂装置应设计在不影响外观的部位,装挂薄避件时,要防止镀件变形。
三、ABS塑料的组成
①ABS塑料是丙烯腈(A),丁二烯(B)苯乙烯(S)的三元共聚物。由丙烯腈和苯乙烯形成树脂相,像胶状的丁二烯组分以球形分散于丙烯腈和苯乙烯树脂组成的混合物中。
在强碱、强氧化性的粗化液中,将制品表面的橡胶粒子溶去,形成凹坑,使表面粗化。ABS塑料组成成分,橡胶粒子的多少对镀层的附着力有一定的影响。因此,对电镀级的ABS塑料要求丁二烯的含量应控制在18%~23%范围内。
②对成型工艺的要求:
(a)原料在注塑前应在80~90OC下烘干4h,以除去原料中的水分。
(b)不允许使用脱模刘,尤其有机硅类脱膜刘,当脱模因难不使用脱膜剂不行时,应使用滑石粉或肥皂水,否则将影响镀层的附着力。
(c)应采用较高的注塑温度,一般在255~275OC,模具温度一般在45~95OC,注塑时的压力宜低,速度宜慢。
四、ABS塑料电镀工艺
(1)ABS塑料电镀工艺流程 消除应力 化学脱脂 热水洗 冷水洗 粗化 冷水洗 中和 冷水洗 敏化 冷水洗 去离子水洗 活化 还原 冷水洗 化学镀 冷水洗 电镀
(2)去应力 塑料制品由于设计或加工成型过程中,使制品产生内应力。内应力使镀层结合力降低。所以,塑料制品电镀前应消除应力。
①检查ABS塑料制品内应力的方法
(a)冰醋酸浸渍法 将零件完全浸入(24 3)OC的冰醋酸溶液中30s,取出后立即清洗,晾干后检查制品表面,若有细小致密的裂纹,说明此处有应力存在。裂纹越多,应力越大。重复上述操作,在冰醋酸中浸2min,再检查零件,若有深入塑料的裂纹,说明此处有很高的内应力,裂纹越严重,内应力越大。
(b)溶剂浸渍法 将零件完全浸入(21 1)OC1:1的甲乙酮和丙酮的混合液中15s,取出后立即甩干(检查方法同冰醋酸浸渍法相同)。
有应力的零件应在60~75OC的温度下加热2~4h,以消除应力。也可在25%(体积)的丙酮中浸泡30min,去除应力。
②常用塑料制品检验内应力所用溶剂
苯乙烯及其共聚物用冰醋酸和煤油;
聚酰胺类(尼龙1016、尼龙66)用正庚烷;
聚碳酸酯、聚砚、聚苯醚等,用四氯化碳;
有机玻璃用水煮沸。
③常用塑料制品消除内应力的办法 用热处理的方法消除内应力,即制品在一定温度下恒温一定时间,使其内部分子重新排列,达到消除内应力的目的。
常用塑料热处理的温度:
ABS塑料65~75OC;聚丙烯80~100OC;聚甲醛90~120OC;氯化聚醚80~120OC;聚砜110~120OC;聚苯醚100~120OC;聚碳酸酯110~130OC;改性聚苯烯50~60OC。聚酰胺在沸水中处理。处理时间:避厚1.5mm处理处理2h;避厚6mm处理16h。
(3)脱脂 主要去除制品表面的脱膜剂及油污。使用最多的是大性除油溶液。使用钢铁件除油溶液,处理温度为50~70OC。
(4)粗化 粗化的目的主要是提高塑料制品表面的粗糙和塑料的亲水性,粗化质量的好坏对镀层和塑料的结合力有很大的影响。粗化方法有机械粗化,化学粗化,有机溶剂溶胀粗化。
①机械粗化 机械粗化是用滚磨、喷砂、砂纸打磨等方法去除塑料零件的毛边、分型线条和浇口等。并使塑料表面粗糙、增加表面积。
滚磨粗化适用于小型零件,大型零件一般采用喷砂的方法。采用机械方法粗化的塑料零件不能变形。
②有机溶剂粗化 利用有机溶液粗化时,处理时间较短。某料粗化用的溶剂:
聚乙烯:二氯乙烷、丙酮、二甲苯;
聚丙烯:汽油、卤代烃;
取苯乙烯:丙酮、汽油;
聚氯乙烯:四氯化碳、环乙烷,四氢呋喃;
聚碳酸脂:含氯有机溶剂,低级不饱和醇;
聚胺和聚酰胺:环乙烷、苯甲醇。
③化学粗化 化学粗化是用化学浸蚀剂使非金属材料得到粗糙的表面,提高镀层的结合力。不同塑料应选用不同的化学粗化溶淮及工艺规范。
ABS塑料化学粗化的工艺规范见表8-1。
表8-1 ABS塑料化学粗化的工艺规范
成分及工艺参数 配方
高铬型 高硫酸型 磷酸型 纯铬型
1 2 3 4 5 6 7
铬酐(CrO3)
重铬酸钾(K2CrO7)
硫酸(H2SO4)
磷酸(H3PO4)(85%) (g/L) 400~
430
330~
410
250~
350
600 20~30
1000 10~20
1100~
1290 10
960
240
30
880
280 ≥900
温度/OC
时间/min 60~70
10~30 60~70
15~30 60~70
30~60 60~70
30~60 60~70
30~60 60~70
30~60 60~70
10~30
高铬酸型粗化溶液应用广,效果好,粗化速度快。粗化温度低于60OC时,粗化速度慢,温度高粗化速度快。
粗化的质量要求:塑料表面全部被水润湿,从表面状态上也可以判断出粗化好的表面应呈微暗,平滑;粗化不足的表面平滑有光泽;粗化过度的表面明显发暗;严重时呈白绒状、裂纹、疏松的表面。
(5)中和,还原或浸酸 将粗化后残留在制品表面的六价铬清洗干净,可在以下溶液中进行处理:
①10%氨水中进行中和处理;
②5%~10%氢氧化钠溶液中进行中和处理;
③1%~5%亚硫酸钠溶液中进行处理;
④2~10mL/L水合肼,10~15mL/L盐酸溶液中进行还原处理;
⑤100~200mL/L盐酸溶液中进行浸酸处理。
在室温条件下处理1~3min。
(6)敏化 敏化处理是使制品表面吸附一层具有还原性的金属离子,在活化处理时,将具有催化作用的银或钯离子还原成银或钯原子,活化处理使制品表面形成一层催化活性的金属层,为化学沉积提供必要的条件。
常用的敏化剂有:氯化亚锡、三氯化钛、硫酸亚锡等,应用最多的是氯化亚锡。
ABS塑料敏化工艺规范见表8-2。
表8-2ABS塑料敏化工艺规范
成分及工艺参数 配方
1 2
氯化亚锡(SnCI2·2H2O)/(g/L)
盐酸(HCI)( 37%)/(Ml/L-1) 10~30
40~50 2~5
2~5
温度/OC
时间/min 室温
3~5 室温
3~10
配制敏化剂必须使用离子水和试剂级的化学药品,配制时应将氯化亚锡溶于盐酸水溶液中,否则氯化亚锡会水解,产生白色碱式氯化亚锡[Sn(OH)CI]沉淀。
(7)活化 活化处理是使制品表面形成一层具有催化活性的贵金属层,使化学镀能自发进行。
ABS塑料活化工艺规范见表8-2。
①硝酸银活化液适用于化学镀铜,配制溶液必须用去离子水,零件人槽前也应用去离子水清洗干净。防止自来水中的氯离子与世隔绝活化液中的银离子形成氯化银沉淀。
表8-3 ABS塑料活化工艺规范
成分及工艺参数 配方
1 2 3 4 5 6
硝酸银(AgNO3)
氯化钯(PdCI2)
氯金酸(HauCI4·4H2O)
(g/L)
1~3
30~90
0.2~0.5 0.25~1.5 0.3~0.5
0.5~1
氨水(NH3·H2O)(25%)/(mL/L)
氯化铵(NH4CI)/(g/L)
盐酸(HCI)(37%)/(Ml/l) 7~10
20~100
3~10
0.25~1.0 0.2~0.5
10
硼酸(H3BO3)
络合剂HD—I① (g/L)
20
3~5
pH
温度/OC
时间/min —
室温
3~5 —
室温
0.5~5.0 —
室温
1~5 —
室温
0.5~5.0 7~9
20~40
2~5 1~4
室温
1~5
①湖南大学研制
配制活化溶液时,将硝酸银溶于去离子水中,在搅拌下缓缓加人氨水,当溶液从褐色混浊状变透明时即可停止添加氨水,若氨水过量太多,活化速度太慢,就影响活化效果。
②氯化钯活化液对化学镀铜、镍、钴等均有催化作用,而且溶液比较稳定,应用较广,使用过程中,溶液会逐渐变脏,发黑,过滤后仍可使用。
③胶态钯活化是将敏化、活化两道工序号并在一起进行。
胶态钯活化工艺规范见表8-3。
胶态钯活化液的配制方法:
(a)配方(1)的配制方法:将75g的氯化亚锡在搅拌下加入200mL盐酸中,再加入7g锡酸钠,溶解后得到白色的乳浊液B备用。另一容器中加1g氯化钯溶解于100mL盐酸和200mL去离子水的混合液中,加热溶解后,在(30 2)OC 下加入2.5g氯化亚锡。搅拌12min后,在搅拌下加入B液中,并稀释至1L得到棕色的胶态钯溶液,最后在40~60OC下保温3~6h,以提高溶液的活性和使用寿命。
表8-4 ABS塑料胶态钯活化工艺规范
成分及工艺参数 配方
1 2 3 4 5 6
A液 B液 原液 补充液
氯化钯(PbCI2)/(g/L)
氯化亚锡(SnCI2·2H2O)/(g/L)
盐酸(HCI)(37%)/(mL/L) 1
2.5
100
75
200 0.2~
0.3
10~20
200 0.5
~1.0
50
330 0.25
3.5
~5.0
10 1
10
80 0.2
~0.5
8~24
10 0.5
35
50
氯化钠(NaCI)
锡酸钠Nan2SnO3·3H2O)
尿素[CO(NH2)2]
间苯二酚(C6H6O2) g/L 178
7
250
0.5
50
1 150
50 180 氯化钾
水(H2O)/mL 200
温度/OC
时间/min 15~40
2~3 15~40
20~40
5~10 50~60
5~10 20~40
3~10 20~40
1~3 室温
1.5~2
(b)配方(2)、(3)的配制方法:将氯化钯溶解在盐酸中,在(30 2)OC和不断搅拌下加入氯化亚锡至完全溶液,继续搅拌12min,即制得胶态钯溶液。在40~60OC下,保温3~6h。可提高溶液的活性和使用寿命。
胶态钯活化液的质量与配制方法有关。若配制不当,其活性、稳定性都差,在使用胶态钯活化液时,要经常保持过量的亚锡离子和有足够的酸度。
在使用这类活化液时,应避免六价铬带入。六价铬会将二价锡氧化成四价锡而影响溶液的稳定。不得用空气搅拌,因空气会使二价锡氧化成四价锡而加速溶液的分解,溶解不使用时要加盖。
避免将自来水带入活化液,零件在入槽前应先在含40g/L氯化亚锡、100mL/L的盐酸溶液中,在室温下浸渍1~3min后,不经水洗直接入槽。当溶液分层时,及时加入10~20g/L的氯化亚锡,可使分层消失。温度低于15OC时,活化效果不好,可用水套加温。
(c)配方(4)、(5)是用氯化钠代替盐酸,配方(4)还加入尿素和间苯二酚来延缓二价锡的氧化。溶液的特点是:活化效果好,毒性小,稳定,成本低,配制维护简单。其配制方法是将氯化钯溶入少量的盐酸水溶液中,再加入氧化亚锡,搅拌溶解后加入预先配制的氯化钠、锡酸钠、氯化亚锡和间苯二酚的混合液中,加水至1L,最后在40OC下保温3h,溶液pH值为0.7~0.8。
(d)配方(6)溶液的稳定性好,使用时要防止清洗的水带入,使溶液稀释而产生沉淀。为此入槽前用饱和的氯化钠溶液预浸,不需清洗直接入槽。当溶液中钯含量不足时,应根据分析结果加入补充液。
补充液的配制方法与原液相同,不作保温处理,配制后要密封保存。
(8)解胶 经胶态钯活化的零件,其表面吸附胶态钯微粒,它并没有催化作用,必须把它周围吸附的二价锡水解胶层除去,露出钯粒子,即进行解胶处理。解胶一般是在(37%)80~120mL的盐酸溶液中,在35~45OC的条件下浸1~3min,也可在下述溶液中进行解胶处理。
①氢氧化钠:50g/L,室温,0.5~3min;
②次磷酸钠:30gL,18~30OC,0.5~3min;
③HBF4:50~100g/L,室温,0.5~3min;
④硫酸:100mL/L,室温,0.5~3min;
经解胶处理的制品表面呈均匀的浅褐色,质量不合格应重新处理。
(9)化学镀和电镀 经前处理后的塑料制品即可进行化学镀铜或化学镀镍。
塑料制品经化学镀后,表面形成一层很薄的金属膜,应根据使用条件,要求进行电镀处理,可采用通常的电镀工艺,电镀铜、镍、铬等金属或合金。一般在化学镀铜后再用酸性铜溶液镀一层铜,然后根据要求再镀其他金属。
五、常用塑料的预处理
(一)、聚四氟乙烯塑料预处理
聚四氟乙烯塑料具有良好的化学稳定性,耐酸、碱和氧化剂的浸蚀,对一般溶剂也很稳定,由于既憎水又憎油,不易浸润,因此镀前要采用特殊的处理:钠-萘-四氢呋喃浸蚀法进行处理。
① 机械粗化:用粒度为100#、200#、400#的氧化铝粉喷砂或用细砂纸打磨。
②丙酮清洗干燥后,在室温下浸入萘钠溶液中处理0.5~5min,然后用丙酮清洗,流动水清洗,经萘钠溶液处理后的氟塑料即可进行敏化、活化、化学镀和电镀。
萘-钠液的制备:
四氢呋喃(C4H8O) 1000mL
金属钠 23g
精萘(C10H8) 128g
将1000mL四氢呋喃装入三颈瓶中,置于冷浴内搅拌并冷却至6~8OC,逐渐加入研细的萘128g,不断搅拌,使萘溶解,通入氮气,当温度稳定在5OC时,缓缓加入切成小块的钠23g,不断搅拌,把温度控制在15OC以下,待钠全部溶解(约需2h)变成墨绿色时,停止搅拌,继续通氮气,将制备好的溶液压入棕色瓶中与空气隔绝,防止溶液变质失效。
金属钠不可与水接触,否则钠会变成碳酸钠甚至着火,切割金属钠时应戴防护眼镜。
废液处理:失效的萘钠液禁止倒入水中,可采用以下方法处理:
①开口存放,使其自然分解成无色液体;
②加入无水乙醇分解残余的萘钠液并和多余的金属钠反应。
(二)、聚丙烯塑料预处理
聚丙烯塑料可分为3种类型。即普通型,电镀型、导电型。导电型聚丙烯塑料电镀可按钢铁零件电镀工艺进行,由于其导电性差,在电镀开始时应使用较低的电流密度。
普通型与电镀型聚丙烯塑料的预处理方法如下。
①脱脂 由于其化学稳定性好,憎水性较强,在脱脂过程中可中途取出清洗,以提高脱脂效果。其工艺规范见表8-5。
表 8-5 聚丙烯脱脂工艺规范
成分及工艺参数 配方
1 2
氢氧化钠(NaOH)
碳酸钠(Na2CO3)
磷酸钠(NaPO4·12H2O) /(g/L) 20~30
20~30
20~30
硫酸(H2SO4)(98%)/(mL/L)
表面活性剂/(g/L)
1~2 500
1~2
温度/OC
时间/min 60~80
30 60~80
10~30
②溶胀处理 普通型聚丙烯在浸蚀粗化前,要在有机溶剂中进行溶胀处理。
(a)二甲苯溶胀得理见表8-6
表8-6 聚丙烯在二甲苯中溶胀的工艺条件
温度/OC 20 40 60 80
时间/min 30 5 2 0.5
松节油 40mL/L
非离子型表面活性剂 66mL/L
温度 60~85OC
时间 10~30min
(b)化学粗化:
硫酸(H2SO4)(98%) 600mL/L
铬酐(CrO3) 饱和
温度 70~80OC
时间 10~30min
粗化后可按ABS塑料进行敏化、活化等工艺进行处理。
电镀型聚苯烯塑料同ABS塑料镀覆工艺基本相同,只是粗化温度提高至70~80OC。
(三)、聚酰胺(尼龙)的预处理
聚酰胺塑料镀前应检查内应力。其方法是将零件侵入正庚烷中,在5~15s内出现裂纹,说明内应力很大;若2~5min仍不出现裂纹则表明内应力很小或无应力。有应力零件可放入冷水中加热至沸腾,保温3h后随水缓冷,即可消除应力。
聚烯胺镀前预处理工艺与ABS基本相同,只是粗化工艺不同。聚酰胺的化学浸蚀工艺规范见表8-7。
表8-7 聚酰胺化学浸蚀粗化工艺规范
成分及工艺参数 配方
尼龙6 尼龙66 尼龙1010
1 2 3 4 5
铬酐(Cro3)/(g/L) 50~70 100~120 100~120
重铬酸钾(K2Cr=o7) 15~30 15~30
硫酸(H2SO4)(98%)/(mL/L) 300 500~600 300 500~600
15~30
1~2 300
温度/OC 15~30
10~30s 15~30
0.5~1.0 15~30
0.5~1.0 15~30
2~4
时间/min
(四)、聚碳酸酯的预处理
检查内应力:将零件侵入70%丙酮水溶液中,在室温下浸渍1min,若出现裂纹则说明基材有内应力。
去除内应力:在烘箱中缓慢升温至110~130OC,保温2~6min后缓冷。
溶胀处理:将零件浸入甲醇、乙醇、苯酚、异丙醇或乙醚溶液中至表面稍微发白。
化学浸蚀粗化:采用ABS塑料高硫酸型化学浸蚀溶液,但温度要高一些。也可在下列规范下粗化处理:
氢氧化钠NaOH 600g/L
硝酸钠NaNO3 120g/L
亚硝酸钠NaNO2 120g/L
温度 93OC
时间 2~5min
粗化后用水清洗干净,在稀乙酸中清洗。按ABS塑料的敏化、活化工艺进行处理。
(五)、聚甲醛的预处理
选用电镀级的品种进行镀覆:
去应力:在150OC下加热3~4h后缓冷。
脱脂:酸浸渍的目的是中和脱脂后残留在制品上的碱液,同时有辅助粗化的作用。其规范如下:
磷酸H3PO4 20mL/L
硫酸H3SO4 30mL/L
耐酸表面活性剂 0.01~5mL/L
温度 室温
时间 2~4min
粗化:酸浸渍后不进行水洗,可在以下溶液中进行粗化。
磷酸H3PO4 200mL/L
硫酸H2SO4 300mL/L
耐酸表面活性剂 0.01~5mL/L
温度 (40 1)OC
时间 7~10min
粗化时产生气泡,可以采用空气进行搅拌。工作中应经常测定溶液的密度,按经例调整磷酸和硫酸。
中和:在10~15g/L的氢氧化钠溶液中于室温下浸渍3~5s。
按ABS塑料的敏化、活化等工艺进行处理。
(六)、酚醛塑料的粗化
用碱性溶液处理时,易使表面疏松而使镀层附着不良。因此应注意控制温度与处理时间。碱液处理后,要用热水清洗,然后在稀的硝酸中浸数分钟,以除去残留有碱液。粗化工艺规范见表8-8。
表 8-8 酚醛塑料的粗化工艺规范
成分及工艺参数 配方
碱性液 酸性液
1 2 3 4 5
氢氧化钠
磷酸钠
海鸥洗涤剂
硫酸
铬酐
硝酸 10
20
12.5 250
30
1L
0.5
25
75
温度
时间
①、处理后要用热水反复清洗,然后在130mL/L硝酸溶液中,于室温下浸数分钟。
(七)、环氧塑料的粗化工艺规范(表8-9)
表 8-9 环氧塑料的粗化工艺
成分及工艺参数 配方
1 2 3 4
铬酐(CrO3)/(g/L)
硫酸(H2SO4)(98%)/(mL/L)
硝酸(HNO3)(65%)/(mL/L)
磷酸(H3PO4)(85%)/(mL/L)
水(H2O)/(mL/L)
300~500
300
100
50
400 200
1000
400 30
600
150
温度/OC 25~40
1~2 85~90
60 60~70
30~60 60~70
30~60
时间/min
(2)盐酸 1000mL/L
双氧水(30%) 80~100mL/L
温度 低于80OC
时间 退净为止
(2)盐酸 1000mL/L
双氧水(30%) 80~100mL/L
温度 低于80OC
时间 退净为止
第二节 特殊基材上的电镀
一、锌合金压铸件的电镀
(一)、概述
锌合金压铸件具有精度高、加工过程无切削或少切削、密度小,有定机械强度等优点。又由于锌台金可以在较低温度下,压铸成几何形状复杂的工件,硬度较高·因此在汽车、摩托车、日用建筑五金、家用电器等工业中,对受力不大、形状复杂的结构零件和装饰零计,都广泛采用锌铝台金铸件;日通常采用镀铜/镍/铬作为防护装饰性镀层。例如汽车上的灯框、车门把手、喇叭压钮及商标等零件,大都采用锌铝合金铸件。目前,国内外一般中低档镀金手表、打火机外壳、皮带扣及其他装饰品,用锌台金压铸件也越来越多。一般锌基合金的成分.除锌外,主要含大约4%铝、0 04%镁及。25%以下的铜,常用牌号为AG40A、AG41A。
锌压铸件的电镀,较难得到满意的镀层质量,一是由于锌是两性金属,在强酸或强大溶液中易腐蚀溶解,二是锌压铸件的加工表面往往产生冷纹、缩孔等。在电镀过程中,镀前处理特别是预镀最为关键;如果处理不当,很难得到满意的结果。因此。在电镀锌合金压铸件时,应注意锌合金压铸件的下列特点,交采取适当的措施。
(1)不恰当的模具设计和压铸工艺会导致压铸件表面层产生缺陷,如缝隙(冷隔)、皮下起泡、半球形气孔、裂纹等。在两半铸模的贴合面常会留下毛刺、飞边和被缝。这些缺陷应尽量减少,以便于机械清理,也避免清理过程中过多地损伤压铸件表面的致密层,因为致密层的厚度仅0.55~0.1mm,它一旦被破坏,露出孔隙多的内层,电镀就很困难。为此,在磨光和抛光时,不要把表层全部抛去而露出疏松的底层,降低产品抗蚀性能。
锌合金压铸件表面应光骨平整,不允许有裂纹和凹凸不平的现象,否则应进行抛磨。但是,由于锌合金压铸件硬度低和疏松多孔的结构,所以不宜用磨轮磨光,最好用150号以上金刚砂粉油轮或布轮抛光,并注意不能把表层全部抛(磨)去而露出疏松的基体,否则将影响电镀和降低产品的抗蚀性能。
(2)为便于脱模,铸造前常在铸模表面涂脱模剂,但不宜选用难以去除的脱模剂。
(3)锌合金在压铸过程中,由于冷却时的温度不均匀,在压铸件表面易产生偏析现象,表面产生富铝相或富锌相,经机械抛光后也易露孔隙和缺陷。
(4)锌合金电极电位为-0.76V,化学活性大,属两性金秘史,在碱性或酸性溶液中易发生化学溶解,在含有电位较正的金属离子镀液中,氢和金属离子能被锌置换析出。因此,在选用预处理和电镀溶液时,必须充分考虑到这一点。
在镀前处理中,不能使用强碱或强酸溶液去除油和浸蚀。因为强碱能使富铝相先溶解,而强酸则能使富锌相先溶解,从而在压铸件的表面上产生针孔腐蚀,并使针孔内残留碱液和酸液,以致引起镀层产生鼓泡、脱皮或镀层不完整等不良现象。为此,只能选择弱碱和低浓度酸进行除油和酸浸蚀,而且应注意温度不能过高,时间也不宜过长。
(5)锌压铸件酸洗活化时,采用1%~3%氢氟酸浸渍3~5s,清洗后立即预镀,能显著提高结合力。
(6)由于锌合金的化学稳定性差,在空气中容易遭受腐蚀,因此常用电镀层作为防护层或防护装饰层。
(7)第一层镀层如果采用铜层,其厚度应稍厚一些,因为当铜镀到锌合金表面上时,铜即扩散到锌中,并形成一层较脆的铜锌合金中间层,铜层愈薄扩散作用发生得愈快,因此铜的厚度至少要达2um以上。
预镀时应带电入槽,并用冲击电流以防止锌与与镀液中电位较正的金属离子发生置换反应,影响镀层的结合力。
锌压铸件预镀铜应采用高游离氰化物和低铜成分的镀液。
(8)锌合金压铸件的形状一般比较复杂,为此,电镀时,应该采用深镀能力和均镀能力较好的溶液,尤其是第一层镀层更应注意,以避免镀不上或镀层不完整,防止在深凹部位或掩蔽处发生锌和铝对电位较正的金属的置换作用,而形成疏松粗糙、结合力不好的置换镀层。另外,应尽可能采用光亮镀层,尽量避免抛光工序或者减轻抛光工作量,这是因为一方面因形状复杂不易抛光,另方面也可保证镀层厚度,确保质量。
(9)当对锌合金压铸件进行多层防护装饰性电镀时,此时镀层为阴极性镀层;因此镀层必须有足够的厚度,以保证镀层无孔隙,从而有效地阴止腐败无能蚀介质对基体的侵蚀。否则,由于锌合金的电极电位较负,与镀层金属和腐蚀介质形成微电池腐蚀,极易在潮湿的空气中生成碱式碳酸锌的折色粉末状腐蚀产物而遭到破坏。为此,应根据零件的使用条件,选择合适的镀层和镀层组合以及镀层厚度。
(二)、前处理
(1)毛坯检验 电镀前必须对毛坯质量进行严格的检查。表面有严重裂纹、缩孔、麻坑、凸瘤、气泡、疏松和划伤等有缺陷的毛坯不能进行电镀。缺陷不很严重的毛坯,看是否能通过机械磨光抛光予以排除,若不能排除时,也不能进行电镀。
(2)机械处理 锌合金由于硬度低,一般采用滚光可机械抛光来获得足够的表面粗糙度。必要时可在抛光前进行磨光。
目前,也有采用振动光饰和擦光、自旋转抛光等工艺方法来精整锌合金压铸件的表面。
由于压铸件0.05~0.1mm的外表层结构较密集,超过这一表层厚度就普得疏松,因此,在机械除表面疵病的过程中必须十分小心。在锌合金压铸时由于凝固时夹入空气而产生的表层下的孔穴应避免裸露或尽可能减少裸露。
1)磨光 零件首先应磨去表面的毛刺、分模线、飞边等表面缺陷,其方法有下述三种:
①布轮磨光 锌合金件表面应致密光滑,允许有模具合缝所形成的薄飞边和不超过30~40um深度的凹陷。这种制品先进行磨光、磨平飞边和毛刺;对光滑表面不进行磨光,融反而损伤表面质量。磨光时,更应避免过度的磨削,以免暴露出表层下的孔隙,使抛光膏进入孔内和在活化时渗入腐蚀性液体。
磨光工艺参数如下:
硬布轮直径 350~400mm;金刚砂粒度 180~320目;磨轮转速 1200~1500r/min;辅助磨料 黄抛光膏。
布轮磨光时不得干磨,磨光的压力也不宜大,这样才可防止零件局部过热和避免磨削量过多。
②滚磨 在装有磨料(氧化铝、花岗石、陶瓷、塑料悄等)和润滑剂(肥皂水、乳化剂等)的滚筒中进行滚动磨光。磨料与零件的质量比约为2.258:1。滚筒转速不宜高,以防冲击打坏零件表面,通常以5r/min为好。
③振动磨光 在装有陶瓷磨料的振动筒内进行振动磨光,振动频率为10~50Hz,振幅0.8~6.4mm,时间约1~4h。一个0.5㎡的振动筒大约装900kg磨料和180kg零件。
2)抛光 抛光是为了进一步降低零件的表面粗糙程度,以保证获得质量良好的镀层。抛光也可采取类似磨光的三种方式,只是所用的磨料不同。
①布轮抛光 经上面磨光后的零件,接着要进行粗抛。在硬布轮上涂上黄抛光膏,进行粗抛,最后对整个表面进行精抛,精抛使用涂有白抛光光膏的软布轮抛光,去除表面一般细微缺陷,表面应达到镜面光亮(Ra0.1um)。
由于锌合金不能在碱或酸中处理,为了减少镀前处理的困难,磨光抛光时要避免在表面上残留抛光膏,因此,抛光时用力要均匀,抛光膏要尽量少加勤加,布轮上残余的油膏泥要经常刮去,以免粘在零件表面和孔洞内而难以除去。但抛光膏过少时,会使零件表面局部过热而出现密集的细麻点,镀后此处易产生气泡。在无抛光膏抛光时还易倒光。
抛光时应轻抛轻放,先用黄抛光膏粗抛,再用白抛不膏抛亮,有的零件只用粗抛光就行。
抛光时,工件要勤翻,表面温度不可超过150OC,温度过高则基材变形,会影响结合力。
抛光工艺参数如下:
抛光轮转速 1400~2400r/min;抛光轮直径 不大于300mm;抛光材料 黄、白抛光膏。
抛光后的工件应认真进行镀前检查,通过精抛后若有裂纹、斑点、砂眼等都应拣出,以免镀后浪费。
精抛后可使表面粗糙度的Ra值达到0.025~0.05um。
精抛后用白粉擦拭,除去残余的抛光膏。抛光完后尽可能在抛光膏未硬化前(24h内)用汽油或三氯乙烯或其它化学除油剂进一步去除抛光膏的残留物。
再次强调,磨光与抛光去除零件表面层的厚度尽量不要超过0.05~0.1mm(即致密表面层的厚度),以防止和减少表面层下孔隙的暴露。
②滚光 滚光是将零件放入盛有磨料和化学药品溶液的滚桶中,凭借滚桶的旋转,使零件与磨料、零件与零件相互摩擦达到清理零件表面的过程。滚光可以起到去零件表面的油污和氧化皮,整平制件表面的不平等,使零件表面光泽。滚光可以全部或部分替代镀前的磨光及抛光工序,但它只适用大批量表面粗糙度要求不高的小零件制品。
为了降低零件表面的粗糙度和使桶内零件易翻动,不宜采用圆形滚桶,而应采用六角形或八角形的形式。滚桶直径一般取600~800mm,滚桶钢板避厚为8~100mm,转速取45~65r/min。
零件装载量一般占滚桶体积的75%,最少不少于35%。过多或过少都会影响滚光的时间和零件的表面粗糙度。
为了使金属制件表面均匀光亮,特别是零件的凹入处要获得光泽,在滚光时须加一定数量的磨料。常用的滚光磨料可用浮石、石英砂、陶瓷片等。当要求滚光件粗糙度较低时应加入滚滚光体,如玻璃球或瓷球等。
滚光液的配方及操作条件,详见表6-10
表6-10锌和锌合金的滚光液配方及其操作条件
配方 1 2 3 4
磷酸三钠/g·L-1 3.5 — 3~6
氰化钠/g·L-1 0.1~0.2 — — —
硫酸/mL·L-1 — 0.3~0.8 1~2 —
83-1除油剂/mL·L-1 0.5~2 1.5~3 — 1~2
皂角粉/g·L-1 — — 2~5 —
滚光时间/h 1~2 1~1.5 2~4 2~4
滚光后的零件应立即送入电镀车间进行电镀;如要放置一段时间,就必须在弱碱液中浸泡。
在滚光的磨料中,也有不用无机矿物粉料而用植物碎料,如在大约600m/min圆周速度的滚桶中,用碎一玉米棒块或果核壳、润滑剂与零件相混合进行滚光。滚光时间一般在5~10min。滚光后表面粗糙度的Ra值可达0.2um。
③振动抛 在振动筒中装有氧化铝之类的磨料、塑料屑与零件,用25~50Hz的频率、3.6~6.4mm的振幅处理2~4h,可得Ra值为0.15~0.25um的表面粗糙度,若采用更细的磨料与塑料屑,其表面粗糙度的Ra值可达0.08~0.13um。介质与零件的装载比为5~6:1。
(3)除油
1)预先除油 经磨、抛光后的零件表面要进行除油处理。抛光膏最好先不用腐蚀性的除油剂除掉,否则在以后的弱碱性除油液或在碱性电解除油液中就要延长零件与溶液接触时间,从而使零件表面受到浸蚀。
这一工序应抛光后24h内进行,否则残留的抛光膏,经几天老化后会变得难以除去。
用汽油清洗,效果很好。如用三氯乙烯浸渍或喷淋清洗时,其容器上部四周应装有冷凝装置,以将挥发的溶剂冷凝回流。
乳化除油常用代替溶剂除油。对于没有抛光过的锌压铸件,除油清洗比较方便。
锌压铸件一些化学除蜡除油的工艺配方及其操作条件。见表8-11。
表 8-11 锌压铸件学除蜡除油工艺配方及其操作条件
配方编号 1 2 3 4 5
6503洗涤剂/mL·L-1
三乙醇胺油酸皂/mL·L-1
CP除蜡水/mL·L-1
PC-1抛光膏清洗剂/g·L-1
JN-92型/g·L-1 8~10
6~8
—
—
60~120 —
—
— —
30~80 —
—
20~30
—
80~100
pH值
液温/C
时间/min —
55~65
10~15 —
60~100
3~5 —
63~88
0.25~1
60~65
3~5
碱度适中
室温
~45
备注
用于超声波除油 编号(2)用迂空气或机械搅拌;编号(3)用于超声波清洗;它们能除蜡除油;不含硅酸盐、磷化物及螯合物 用于浸洗或滚筒中除油除蜡
去油能力强,对牛油抛光膏等油类也有极强的去除能力
从表8-11中配方编号2与3对比中可知,同一种除蜡水,用超声波清洗后,除蜡水浓度不权降低,而且清洗时间也可缩短。如果除油粉浓度不变(见配方编号3),则液温可以下降,清洗埋也可缩短。
2)电化学除油 应用有机溶剂或化学弱碱性除油之后,再经电化学除油可以彻底清除残留的油脂和脏物,以保证电镀层的结合力。
锌基合金的电化学除油溶液应是弱碱性的,可少用些氢氧化钠,因锌基合金导电性能较差,加入微量氢氧化钠时,可提高镀层结合力,减少起泡现象。
电化学除油分阴极除油、阳极除油两大类;也有先阴极除油再短时间的阳极除油。阴极电化学除油的工艺配方及其操作条件,见表8-12。常规阴极电化学除油配方由弱碱组成,而且除油时间不宜太长。而表8-12配方编号4,不仅氢氧化钠含量高,而且除油时间也较长。配方编号5,不是碱性介质,而是较高浓度的硫酸,该配方可除去黑皮膜、半烧油等效果,泡沫持久性良好,能抑酸雾。
表8-12 锌压铸件阳极电化学除油的配方及其操作条件
配方编号 1 2 3 4 5
磷酸钠/g·L-1
碳酸钠/g·L-1
氢氧化钠/g·L-11~2
洗水粉/g·L-1
PC-1/g·L-1
CH-II/g·L-1
SH-25/mL·L-1—
硫酸/mL·L-1 50~60 20~30 —
30~40 15~30 -
1~2 — 5~10
— 1~2 —
20~30 — 20~30
— 30~50 — 30~50
— 3~5
— — 80~50
液温/C
DK/A·dm-2
时间/min 60~70
3~5
10~20s 60~70
3~4
0.5~1 -
2~5
1~3 40~60
0.5~1.5
5~10 常温~70
5~15
阳极电化学除油配方及其操作条件,见表8-13
表8-13 锌压铸件阳极电化学除油的配方及其操作条件
配方编号 1 2 3
碳酸钠/g·L-1
磷酸钠/g·L-1
硅酸钠/g·L-1
OP-10/g·L-1
E88/g·L-1 15
15
—
0.3
— —
30~40
—
0.05~0.1
— —
—
—
20~40
液温/C
DA/A·dm-2
时间/s 70~80
3~4
10 60~70
2~4
60 50~70
1~4
60~180
阳极除油过程中零件表面生成的暗膜,要比阴极除油生成的暗膜容易在弱酸中除去。但阳极除油的时间要比阳极除油短得多。表8-13配方编号3,除油的时间比较长些。
既作阴极除油又可作阳极除油的配方及其操作条件见表8-14。表8-14配方编号1,先阴极除油,然后进行短期阳极除油。
表8-14锌压铸件阴、阳除油的配方及其操作条件
配方编号 1 2 3
碳酸钠/g·L-1
磷酸三钠/g·L-1
PC-1/g·L-1
SH-23/g·L-1
氢氧化钠/g·L-1 15~25
30~50
30~40
—
— —
—
20~50
10~25
30~40
DK或DA/A·dm-2
温度/C
阴极时间/min
阳极时间/s
阳极 3~5
50~70
0.5~1
1~2
镀镍铁板 1~5
—
—
—
— 3~5
50~60
0.5~1
1~2
镀镍铁板
表8-15配方编号2和3既可阴极除油也可阳极除油,它具有分散不纯固态物之能力,并不含氰化物和螯合物。
在碱性电化学除油液中若没有表面活性剂,只要添加BH-9电化学除同剂20mL/L,可使溶液表面张力从,从而大大提高溶液的渗透能力、缓蚀能力和水洗性。
电化学除油后,要先用热水清洗,时间不少于30s,再经流动冷水漂洗。
电化学除油中存在的问题与原因分析:
① 液面浮油状:除油液老化。
② 除油效率低:液温过低;浓度低;电流密度低;除油液老化。
③ 锈斑或黑斑状:液温过低;碱度低;电流密度高。
④ 花斑:浓度低;除油液老化;清洗不清
(4)弱浸蚀 电镀零件在经过碱性除油后一般都要进行浸蚀,浸蚀就是除去零件表面的氧化皮及零件沟纹内的残余碱液。锌合金压铸件的弱浸蚀,一般采用氢氟酸溶液浸蚀,但也可以用硫酸溶液浸蚀。溶液不能过浓,浸蚀时间也不宜过长,否则会影响镀层与基体的结合力。锌合金压铸件的弱浸蚀工艺配方及其操作条件见表8-15。
表8-15 锌合金压铸件的弱浸蚀工艺配方及其操作条件
配方编号
氢氟酸/g·L-1 硝酸/mL·L-1 SH-35固体活化剂g·L-1 DS-30固体活化剂/g·L-1 液温/C 时间/s
1 5~10 — — — 室温 3~5
2 40mL/L 10 — — 室温 洗净
3 — — 20~200 — 室温 10~60
4 — — — 50~100 室温 10~60
表8-15 配方编号2的浸蚀后锌合金外观呈白色,这一配方处理镀层未发现起泡现象。
表8-15 中配方编号3和4两三种酸盐活化剂都是固体酸,浸蚀后的锌合金表面较光亮,使用时不产生气雾,对设备腐蚀也小。这是易溶于水的固体,运输、储存和使用都较方便。
BH-1活化液也可用于浸蚀它由硫酸、氢氟酸、缓蚀课剂、助洗剂组合而成的。其浸蚀速度快而均匀,经处理后的制件表面活化性能好。
在浸蚀操作时,至零件表面刚开始全面反应产生气泡后就应立即取出,然后彻冲洗零件表面。
时间的掌握很重要,操作者必须仔细注视零件投入浸蚀液后的反应情况,反应不足或反应过于剧烈都是不可取的。前者会影响镀层结合力,后者会影响镀层光亮度。
浸蚀液的浓度以浸蚀时能保持表面粗糙为佳,酸液过浓,会引起过腐蚀,也会使镀层起泡。
还有一点值得指出的是,零件在抛光时由于压力作用和锌的可塑性,使锌压铸件表面的细孔部分得到了封闭,如果浸蚀液的浓度过高或浸蚀时间过长,细孔会重新暴露引起日后鼓泡。
浸蚀用酸最好要用化学纯,水要用软水。浸蚀后要反复彻清洗,以除去锌合金表面微孔中的残余酸液。如在浸酸后用去离子水放在超声波清洗器中清洗5~10min再进行电镀,电镀成品率会大大提高。如果在除油和浸蚀阶段工件表面产生发花、发暗、则此工件就不应该进行电镀。
(5)中和 由于锌合金压铸件的多孔性,以酸浸蚀后即使经过仔细冲洗,也难免有酸积留于细孔中,孔径越细,冲洗越困难,因此中和是一次必要的预防措施,存在于细孔中的酸如果没有中和掉,在以后的电镀过程中就会被镀层封闭,封闭后的酸与锌基体逐渐发生反应,产生的氢气压力逐渐增大,超过大气压和金属镀层与锌基体的结合力就发生鼓泡,这种现象是锌合金镀层上最易发生的。
为了进一步提高镀层的附着力,可按下面方法进行中和。
1)当预镀氰化铜或氰化黄铜时,在3~10g/L氰化钠溶液中浸渍后,不清洗就入槽电镀。
在实际生产中,氰化预镀铜后的回收液中成分接近此浓度,可以用作中和液,以此节约成本。
2)当采用柠檬酸盐中性预镀镍时,在30~50g/L柠檬酸溶液中浸渍后,不清洗就入槽预镀。
(三)、预镀
由于锌合金的电位较负,在普通电镀铜溶液中会发生强烈的置换反应,特别在零件的凹入或掩蔽处易发生锌对电位正的金饷的置换作用,从而使结合力不好。因此,预镀也是影响镀层质量的关键之一。它要求预镀溶液对基材的浸蚀性小,要能在零件表面形成一层完全覆盖的、致密而附着良好的镀层,以保证随后电镀金属的顺利进行。
过去大多采用氰化预镀铜与中性镀镍的方法,近来采用氰化镀光亮黄铜或光亮焦磷酸镀铜加厚的方法为最好。
(1)预镀氰化铜 由于氰化预镀铜溶液的分散能力高和结晶细致,用作锌合金的预镀层是比较理想的,为此目的要采用无游艺机离碱的中氰低铜型镀液,经常要分析和控制游离碱的存在,否则对锌基体有腐蚀性。由于氰化钠分解会产生游离碱,这时要用亚硫酸氢钠、酒石硬驱或柠檬酸等来中和,使pH为9左右。
氰化预镀铜(挂镀)的溶液工艺配方及操作条件如下:
氰化亚铜20~30g/L;总氰化钠25~33g/L;;游离氰化钠2~8g/L;碳酸钠 20~40g/L;酒石酸钾钠 20~45g/L;pH值 9~9.5;温度 30~40(C);DK(冲击镀) 1~1.5A/dm2;时间(0.5~1min);(正常镀)0.5~0.8A/dm2,时间(5~6min)。
为了防止零件深凹处锌、铝与电位较正的铜络离子的置换反应,应采用大电流闪镀。所以,工件不仅要带电下槽,而且还要冲击镀0.5~1min的办法来避免锌合金被侵蚀,如果pH值过高,会使镀上的底层起点状小泡。
预镀铜应有一不定厚度,一般在1um以上,预镀铜层太薄,不足以阻止镀镍溶液对锌合金的浸蚀。豫镀铜层的厚度与随后的镀层类型有关(见表8-16)
表8-16 锌合金铸件预铜镀层的厚度
预镀后的镀层 中性镍 普通镍 酸性亮铜 焦磷酸盐、氰化光亮黄铜
预镀铜厚度/um 1~2 5 3~4 1~2
氰化预镀铜若用于滚镀,其工艺配方及操作条件如下:
氰化铜30~40g/L;氰化钠(总量) 44~60g/L;氰化钠(游离)20~28g/L;氢氧化钠2~3g/L;硫氧酸钾 20~30 g/L;酒石酸钾钠20~30 g/L;891光亮剂8~10mL/L;温度30~40C转速10~12r/min;DK 0.4~0.6A/dm2。
(2)预镀光亮黄铜
1)性能用途 光亮黄铜具有镀液稳定、掌握容易和镀层光亮的特点,愈镀愈亮。是锌合金压铸件理想的预镀层。与基体金属结合力好,且光亮度佳,可在其上再镀镍铬层或镀酸铜后再镀镍铬。成品率高,也可直拉加厚是锌合金压铸件最理想的底镀层。
2)镀液配合和工艺条件(见表8-17)
3)镀液配制方法 加50C热水至镀液体积1/4左右,加入计算量的氰化钠,搅拌使溶解,然后加入894黄铜盐搅拌使完全溶解,再加自来水至规定体积,最后加和光亮剂A和B,即可进行试镀。
表8-17 镀液配方和工艺条件
镀液配方(g/L)和工艺条件 挂镀 滚镀
894光亮黄铜盐 70 50
氰化钠(NaCN) 62~66 40~44
894A光亮剂/mL·L-1 18~20 17~19
894B光亮剂/mL·L-1 2~4 2~3
pH值 11~12 11~12
温度/C 40~45 38~42
DK/A·dm-2 0.5~1 0.2~0.4
阴极移动/次·min-1 15~20 转速8~12r/min
阴极 70/30黄铜极 70/30黄铜极
4)镀液维护
①镀液中氰化钠、铜和锌浓度必须经常分析调整,挂镀氰化亚铜控制在40~45g/L,氰化锌控制在9~11g/L,氰化亚铜控制在28~32g/L,氰化锌控制在6~7g/L。
② 阳极要保持不钝化,但也不要太亮;太亮是游离氰化钠太高,镀层更易显青色。
③光亮剂要少加勤加。平时只需补充894B剂,消耗量400~500mL/(kAh)。当B剂加入后光亮度不足时,加A 剂3~5mL/L/。
(3)无氰弱碱性柠檬酸盐镀亮铜 无氰碱性柠檬酸盐镀亮铜的工艺,可使锌铝合金压铸件上一次直接获得结合力良好的镜面光亮的铜镀层,并可在表面上镀其他镀种。
无氰碱性柠檬酸盐镀亮铜的工艺配方及操作条件,见表8-18。
表8-18 柠檬酸盐镀亮铜的工艺配方及其操作条件
配方编号 1 2
铜 /g·L-1
柠檬酸根 /g·L-1
柠铜添加剂 /mL·L-1
FF铜盐 /mL·L-1
FF5光亮剂 /mL·L-1
FF6光亮剂 /mL·L-1 —
—
—
400
4
1 20
200
50
—
4
1
pH值
液温/C 8.5
50
1~5
搅拌方式
沉积速度/um·min-1
FF5、FF6消耗量 阴极移动或空气搅拌0.2~1
各150~200mL/(kAh)
(四)、锌合金压铸件上的电镀
锌合金压铸件经过上述镀前表面处理和预镀处理后,即可按一般镀铜工艺加厚镀层和镀光亮镍并套名。也可以进行信金电镀或电镀其他金属镀层。在进行防护装饰性多层电镀时,可以选用铜/镍/铬组合镀层。但采用氰化铜加厚时,最好加入光亮剂并采用换向电充,以便获得结晶细致平滑的铜镀层光亮,与锌压铸件结合力好,是一种值得重视的新工艺。为了进一步提高镀层的防蚀性能,目前趋向于电镀双层镍或三层镍再套铬的组合防护装饰镀层。
锌合金压铸件电镀中的常见故障入排除方法见表8-19
表8-19 锌合金压铸件电镀常见故障及排除方法
故障现象 产生原因 排除方法
镀层起泡 1、研磨抛光过度
2、预镀铜pH值过高,时间过长
3、基体金属孔隙中残留了抛光膏、去油清洗液或电解液;抛光膏或附着物经
烧过的压铸润滑油未完全去除 1、尽量减少抛磨
2、调整预镀铜溶液pH值和适当缩短预镀时间
3、加强前处进和清洗
镀镍时结合力不牢 1、零件入槽时没有除尽氧化膜
2、未带电入槽或冲击电流以密度太小
3、阴极电流密度过大
4、镀亮镍时有断电现象
5、前处理和预镀不良 1、加强弱腐蚀处理
2、带电入槽并提高冲击电流密度
3、降低阴极电流密度
4、防止镀镍时中途断电,断电后镀前要重新弱腐蚀
5、加强前处理和严格控制预镀条件
镀亮镍时镀层产生黑点或条纹 1、镀亮镍前,底镀层厚度不够
2、光亮镍镀液中有大量锌和铜的杂质 1、增加镀铜层厚度
2、小电流电解镀液
镀层粗糙和镀铜时长毛刺 1、镀液中杂质过多
2、预镀镍冲击电流不够,镀层不全,引起铜极过腐蚀
3、阳极过腐蚀 1、过滤镀液
2、适当加大冲击电流和合理悬挂阳极或增设辅助阳极
3、增加阳极面积
简单零件凹处镀不上 1、冲击电流密度太小或阴极电流密度太低
2、镀液pH值太低 1、增大冲击电流或提高阴极电流密度
2、调整pH值至工艺规范内
在进行防护装饰电镀时,按要求在常规工艺规范下电镀所需镀层。根据零件使用环境,可参考选用表8-20列的镀层厚度系列。
表 8-20 锌合金压铸件镀铜-镍-铬厚度系列
使用条件 最小镀层厚度/um
铜 镍 铬
良好(干燥的室内条件) 5 光亮镍10 普通铬0.13
中等(常有凝露的室内条件、如厨
房、浴室) 5
5
5 光亮镍20
光亮镍15
光亮镍15 普通铬0.25
微裂纹铬0.25
微孔铬0.15
恶劣(常有雨水、露水或清洗液的室处条件,如自行车零件、医院用具)
5
5
5 暗或半光亮镍40
暗或半光亮镍30
暗或半光亮镍30 普通铬0.25
微裂纹铬0.25
微孔铬0.25
5
5
5 多层镍30
多层镍25
多层镍25 普通铬0.25
微裂纹铬0.25
微孔铬0.25
较恶劣(除处于
室外大气条件外,
还受到磨蚀作用,
如汽车外表零件、
海洋船只) 5
5
5
多层镍40
多层镍30
多层镍30 普通铬0.25
微裂纹铬0.25
微孔铬0.25
①暗镍镀后需抛光,多层镍可为双层镍或三层镍。
(五)、不合格镀层的退除方法
锌基合金电镀的返工率常比铜件和铁件电镀高,而且锌是两性金属,酸碱都能浸蚀,如果把退除镀层,往往出现镀层未退尽,基体例先过腐蚀了。因此,锌基合金上退除铜镍层是电镀行业中一大难题。镀层不合格,只好连基体一起回炉,因此造成的浪费是可想而知的。
在需要的返工件,应把单独退铬的和需要同时退铬镍铜的零件分开,以此分别对等,节约退除成本。
(1)单独铬层的退除方法 单独铬层的退除工艺配方及其操作条件见表8-21
表8-21单独退铬层的工艺配方及其操作条件
配方编号 1 2 3 4
碳酸钠/g·L-1100 100 30 50~60 —
磷酸在内/g·L-1 — 20 - —
硫化钠/g·L-1 — — — 30
氢氧化钠/g·L-1 — — — 20
DA/A·dm-25~10 5~10 4~6 5 2
液温/C 室温
槽压/V — 6~8 —
时间/min 3~5(退尽为止)
阴极材质 不锈钢板
(2)镍镀层的电解退除方法 硫酸 100%;温度室温;DA 2A/dm2。
(3)镍和铜层的退除方法
1) 化学法退除(见表8-22)
表8-22 化学法退除
工艺条件 1# 2#
HNO3
H2SO4
ZD-1添加剂
温度
时间 40%(体积)
40%(体积)
常温~80C
退尽为止
40%(体积)
15%(体积)
室温
退尽为止
2) 电解法退除(见表8-23)
表8-23镍、铜镀层电解退除的工艺配方
配方编号 1 2
硫酸
磷酸
硫脲/ g·L-1 800~950g/L
—
— 60%(体积)
20%(体积)
1
液温(C) 室温 20~25
DA/A·dm-2
时间/min
阴极材质 5~8
10~45
铅板 5~8
—
铅板
备注
如有少量酸雾气体,可加入1%平平加溶液0.2~0.5mL/L,以此作抑雾剂 适当当水分以降低溶液电阻,提高退镀速度;硫脲对锌基体起缓蚀作用;镀层退除后,表面存的黑灰可在3g/LnaCN+30g/L防染盐S溶液中烫渍溶去,可获得基体本色
ZD-1型锌基合金镀层退除剂能有效地退除铬镍铜镀层,而很少会腐蚀锌基体。经退除镀层后的锌压铸件甚至不必机械抛光而可直接再电镀。
ZD-1型锌基合金镀层退除剂用于化学法退除时,是适宜较薄的镀层,较厚的镀层退除需用电解法退除。
退镀后的工件,可在下列活化液中活化,即可进槽镀氰化铜,操作十分方便。
活化液配方及操作条件:
ZC活化剂6~8g/L;液温 室温;时间15~30s。
二、铝件电镀
(一)、概述
铝及其合金具有重量轻、机械强度高、导电导热性能好,无磁怀,易于压力加工,并可以铸造成形状十分复杂的零件。因此,铝及其合金广泛用于飞机、船舶、汽车、电器、电子、仪器仪表、日用机械及工艺品等的制造中。随着科学技术的迅速发展和工国的工业现代化,铝及其合金的应用范围还在日益扩大。与此同时,对铝及其合金表面处理也提出了更高的要求。除了传统的铝氧化及着色外,铝及其合金的电镀越来越引起人们重视。其不同镀层的主要用途,见表6.6-15。但铝和铝合金上电镀有许多特殊困难:
(1)铝是一种化学性质比较活泼的金属,它与氧的亲合力很强,在大气中其表面极易生成一层很薄而致密的氧化膜,甚至刚刚除去氧化膜的新鲜表面上,又会迅速重新生成氧化膜,它严重影响镀层与基体金属的结合力。
表8-24铝及其合金电镀的主要用途
序号 镀层 用途
1
2
3
4
5
6 铜/镍/铬
硬铬(或松孔铬)或镍(特殊要求)
铜/锡或铜/热浸锡或锡铅合金
铜/银或铜/金或铜/镍/铑
锡或锡铅合金或镍或铜/镍
黄铜 改善装饰性(一般大气防护)
提高表面硬度与耐磨性或尽寸修复
具有润滑性
提高导电性
改善焊接
提高与橡胶件胶沾的结合力
(2)铬的电极电位很负,约-1.67V,很容易失去电子。当浸入电解液时,能与多种金属离子立即发生置换反应,而使其他金属与铝制品表面形成接触镀层。这种接触镀层疏松粗糙,与基体的结合强度很差,因此严重影响镀层与基体金属的结合力。
(3)铝的膨胀系数与许多金属镀层的膨胀系数相差较大,即使能获得均匀细致的镀层,但当环境温度发生变化时,甚至在加温的条件下进行电镀时,由于基体与镀层的膨胀系数不一样,也容易产生内应力而破坏镀层。常用几种金属的平均膨胀系数见表8-25。
表8-25 常用金属的平均膨胀系数
金属 ×10-6 金属 ×10-6
铬
钢
镍
金
黄铜
铜 7
11
13
14
18
18 银
铝
锡
锌
镉 19
24
27
27
31
(4)铝是两性金属,在酸、碱溶液中都不稳定。因此,在镀前的表面处理过程中或处理后,以及在电镀过程中将使可能发生的反应变得复杂,尤其是铝合金更甚。这些,都给电镀造成很大的困难。
(5)铝合金在铸造中困有砂眼、气泡及孔隙等缺陷,在电镀的工艺流程中容易滞留残液和氢气,会引起化学和电化学腐蚀,产生久层起泡和脱落等现象。
(6)多数电镀层对铝及其合金属于阴极性镀层,为了要使其具有良好的防护性和装饰性,应该使铝及其合金表面在很大程度上是无孔的或者孔隙率很低的镀层,与一般黑色金属上的镀层相比,镀层还要较厚些。
(7)由于铝及铝合金种类繁多,同一合金又可能有不同的热处理状态,因此很难找到一种适合各种成分、不同金相结构和表面状态的通用预处理工艺。
由此可知,要在铝及其合金制品上得到良好的电镀层,最关键的是结合力问题。而结合力好坏则取决于镀前预处进的好坏,以及预镀层的南量。一般铝及基合金的镀前处理,除了常规的除油、浸蚀等处理外,还必须进行特殊处理。一般是在基体金属与镀层之间制取既和基体铝结合力好,同时又与镀层地合力好的中间层,使得在除去铝表面的自然氧化膜后能防止氧化膜的再产生,并防止零件浸入镀液中时产生置换金属的反应,这样才能保证电镀的正常进行和获得结合力的良好电镀层。
(二)、镀前预处理
(1)机械处理 喷砂加工,主要是消除铝制品表面的自然氧化膜,并使表面有一定的光洁度。喷砂后立即进行前处理其他工序。
(2)有机溶剂除油 油污较多和经抛光的铝制品(因表面粘上油脂或油膏等污物),在化学除油之前,必须用有机溶剂进行粗略除油。这样,才能保证铝基在化学除油液中均匀地腐蚀。常用的有机溶剂有煤油、汽油和四氯化碳等。
(3)化学除油 铝是两性金属,既溶于酸,又溶于碱。它在强碱溶液中会发生剧烈的氧化反就而生成铝酸盐。因此,铝及其合金与钢铁件不同。它有进行化学除油时,不能采用强碱性溶液,那样会使零件遭到破坏,而应采用弱碱性溶液进行除油。
为了使经过的机除油的铝件或铝合金制品不产生过腐蚀现象又能尽快地将油污彻底除净,最好对溶液进行搅拌或把零件轻微地移动。
(4)浸蚀 为除去表面污物、氧化皮和可能影响镀层质量的某些合金成分,应进行浸蚀处理。铝及其合金的浸蚀,可以采用化学或电化学方法。浸蚀溶液可以用碱,也可以用酸。更多的是采用化学方法,在碱液或酸液中进行。
1)除去氧化皮的浸蚀 对经热处理后的铝合金,应首先用机械处理或按表的工艺规范除去表面的氧化皮。对精度不高的零件也可在碱浸蚀溶液中进行处理。
表8-26 铝合金表面氧化皮浸蚀工艺配方及其操作条件
配方编号 1 2 3
H2SO4/mL·L-1
CrO3/g·L-1
HNO3/mL·L
HF/mL·L-1 100
35
—
— —
—
500
100 —
—
700
250
液温/C
时间/min
适用性 70~80
3~5
锻铝 室温
3~10s
铸铝 室温
3~5s
铸铝
2)碱浸蚀 其目的是除去表面污物与氧化皮。在碱溶液中进行浸蚀的工艺应用较广泛。浸蚀速度快,且当制品表面油污较少时,甚至可以不经过除油而直接进行碱液浸蚀。当使用苛性碱时,其浸蚀的化学反应如下:
反应中所产生的氢从零件表面强烈地逸出,促使非溶性污物离开金属表面,从而使金属表面得到净化。为了使金属表面浸蚀过程进行得更为均匀,常常往浸蚀液中加入添加剂。
目前,有在碱液中添加乳化剂的除油、浸蚀“一步法”工艺(即化学除油和碱浸蚀二个工序合并为一个工序),已开始在生产上应用。但当同污过多地,仍需要进行粗荒除油,然后再用“一步法”工艺,效果才好。常用的碱浸蚀工艺配方及其操作条件,见表6-18。
配方编号1和2适用于铸铝、防锈铝、硬铝等制品及对光亮度有要求的零件,同时可以省去前面的化学除油工序。配方编号3适用于各种铝合金。配方编号4适用于阳极氧化前的各种铝合金浸蚀;但有光度要求的零件不宜采用。
碱浸蚀一方面进一步除掉制品表面上的污物,另一方面将制品表面上厚度约为20~1000A的自然氧化膜清除而露出基体。与此同时,对制品表面进行轻微的腐蚀,使制品表面形成理想的微观细孔。
为免零件被碱蚀液强烈腐蚀,必须严格掌握碱浸蚀时间及温度。温度高一些浸蚀时间就短一些,温度低一些,浸蚀时间就长一些。一般温度不宜太高,浸蚀时间不宜太长。
第九章 金属的氧化和磷化
第一节 钢铁的氧化
钢铁的氧化处理又称发蓝,氧化后零件表面上生成一薄层氧化膜,膜层的厚度约为0.5~1.5um。氧化处理时不析氢,故不会产生氧脆。由于氧化膜很薄,对零件尺寸和精度无显著影响。
氧化膜的主要组成是四氧化铁(Fe3O4),即磁性氧化铁,膜层的色泽取决于零件表面状态和材料的合金成分,以久氧化处理的工艺操作条件.一般呈蓝黑色或深黑色,含硅量较高的钢铁件氧化膜呈灰褐色和黑褐色。
钢铁零件经氧化处理后,虽然能提高耐蚀性,但其防护性能仍然较差,需用肥皂液、浸油或经重铬酸酸液处理后,才提高氧化膜的抗蚀性的润滑性。
钢铁的氧化处理广泛用于机械零件、电子设备、精密光学仪器、弹簧和兵器等的防护装饰方面。但使用过程中应定期擦油。
钢铁的氧化处理一般可用化学、电化学等方法目前生产中普遍采用的是碱性化学氧化法。
一、碱性化学氧化溶液和工艺条件
钢铁的化学氧化常用碱性溶液成分和工艺条件见表9-1
表9-1 碱性化学氧化溶液成分和工艺条件
成分(g/L)和工艺条件 1 2 3 4
第一槽 第二槽
氢氧化钠(NaOH) 600~700 600~700 550~650 550~650 750~850
亚硝酸钠(NaNO2) 200~250 55~65 150~200 100~150 150~200
磷酸三钠(Na3PO4) 20~30
重铬酸钾(K2Gr2O7) 25~35
温度(OC) 130~137 130~137 135~145 130~135 140~150
时间(min) 15 60~90 60~90 10~20 40~50
注:1号溶液含有重铬酸盐,氧化处理速度较快。氧化膜致密,但光亮性稍差。
2号溶液含有磷酸三钠,当溶液中铁含量增多时可起有益的作用,有利于提高氧化膜性能。
3号溶液为一般通用,膜层美观光亮。
4号溶液为双槽氧化法,从第一槽氧化取出后可不经清洗,直接进入第二槽氧化,可获得防护性较好的蓝黑色光亮氧化膜,厚度为1.5~2.5um。
二、溶液配制及生产工艺控制
1.溶液配制
在氧化槽内加2/3体积的水,将计算量的NaOH碎块装入蓝吊入槽中使之溶解,在搅拌下再加入NaNO2等其他组分,待全部溶解后,加水至规定体积。
新配制的氧化溶液要进行“铁屑处理”,使溶液中含有一定量的铁或者加入少理旧氧化液,配好后应化学分析,进行试氧化,达到要求后投入生产。
2.工艺控制
(1)溶液成分的影响
①提高溶液中NaOH的浓度,容易出现氧化膜红色挂灰、疏松和多孔的缺陷。当NaOH浓度超过1100g/L时,则氧化膜被溶解,若NsOH浓度太低时,则氧化膜易发花且较薄,防护性差。
②提高溶液中NaNO2(氧化剂)的浓度,可加快氧化速度,膜层致密牢固。基NaNO2浓度太低时,则氧化膜厚,而且疏松。
③氧化溶液中需含有一定量的铁,一般控制在0.5~2g/L,使膜层致密,结合力好;但当铁含量过高时,会影响氧化速度,且氧化膜易出现红色挂灰。
(2)氧化温度、时间与钢材含碳量的关系(见表9-2)一般含碳量高的钢材可用较低的浓度和温度,同时减少氧化时间。
表9-2氧化温度、时间与钢材含碳量的关系
钢材的含碳量(%) 氧化溶液温度(OC) 氧化时间(min)
0.7以上 135~138 15~20
0.4~0.7 138~142 20~40
0.1~0.4 142~145 35~60
合金钢 140~145 50~60
高速钢 135~138 30~40
三、工艺流程
有机溶剂除油 化学除油 热水洗 流动冷水洗 酸洗(工业盐酸) 流动冷水洗 化学氧化 回收槽洗 流动冷水洗 钝化处理(3~5%肥皂液,温度80~90OC,3~5分钟或0.2%铬酐+0.1%磷酸,温度60~70OC,0.5~1分钟) 热水清洗(70~100 OC) 干燥(热风吹干或室温干燥) 检验 浸油(在机油、锭子油或变压器油中浸3~5分钟,温度105~110OC)。
四、钢铁化学氧化常见故障及处理方法
见表9-3。
表9-3 常见故及处理方法
故障现象 原因及处理方法
氧化膜有红色挂灰 1. NaOH含量过高,降低NsOH浓度
2. 温度过高,降低温度
3. 溶液中含苞欲放伯量过多,稀释溶液合沸点降至120 OC左右,部份铁酸钠水解成Fe(OH)3沉淀,除去沉淀物,然后加热浓缩,使沸点上升至工艺条件;亦可加入甘油捞去浮河渣
氧化膜色泽不匀,发花 1. 氧化时间不足
2. NaOH含量低,补充NaOH,将溶液沸点提高
3. 除油不彻底,加强前处理
氧化膜附着力差 NaNO2含量低,补充NaNO2
氧化膜色很浅,甚至不生成氧化膜 溶液太稀,补充各组分或蒸发水分,提高沸腾温度
局部不生成氧化膜或局部氧化膜脱落 1.零件互相紧密接触,氧化进要经常翻动零件
2.氧化前除油不彻底,加强前处理及清洗
零件上呈黄绿色挂霜 1.氧化液温度过高,补充水分,降低溶液沸腾温度
2.NsNO2含量过高,调整NsNO2含量
零件氧化后在肥皂液处理时,氧化膜出现白色斑点 肥皂液水质硬,带腐蚀性,或氧化后清
洗不净;更换肥皂液,加强氧化后清洗
零件在存放期间出现白色挂霜 氧化后清洗不彻底,加强清洗工作
五、不合格氧化膜的退除
不合格的氧化膜经有机溶剂除油和化学除油、清洗干净后,在100~150g/LHCI或H2SO4溶液中浸蚀数秒至数十秒钟即可退除。
第二节 铜及铜合金的氧化
铜及铜合金具有良好的传热、导电、压延等物理机械性能,但在空气中不稳定,容易氧化;在含有SO2、H2S等腐蚀介质的大气中,易受到强烈腐蚀。为提高铜及铜合金的抗蚀性能,除通常采用电镀等措施外,普遍用氧化和钝化方法,使零件表面上生成一层氧化膜或钝化膜,以提高零件的保护与装饰性能。这广泛应用于电器、仪表、电子工业和日用五金等零件的表面防护处理。
一、铜及铜合金的氧化处理
铜及铜合金的氧化处理,可用化学氧化或电化学氧化方法,使零件表面生成一层黑色、蓝黑色等颜色的氧化膜,膜的一般厚度为0.5~2um。
铜及铜合金氧化处理后,进行涂油或涂透明漆能提高氧化膜的防护能力。
1.代学氧化法
(1)铜及铜合金化学氧化溶液成分及工艺条件表9-4
表9-4铜及铜合金化学氧化溶液成分及工艺条件
溶液成分(g/L)及工艺条件 1号溶液(过硫酸盐) 2号溶液(铜氨盐)
过硫酸钾(K2S2O8) 10~20
氢氧化钠(NaOH) 45~50
碱式碳酸铜[CuCO3·Cu(OH)2] 40~50
氨水(NH3·H2O)(25%) 200mL/L
温度(OC)过难关 60~65 15~40
时间(min) 5~10 5~15
(2)工艺控制
① 1号溶液采用过硫酸盐,它是一种强氧化剂,在溶液中分解为H2SO4和极活泼的氧原子,使零件表面氧化,生成黑氮化铜保护膜。由于氧原子的不断供给,氧化膜孔洞断增厚,当生成紧密的氧化膜后,便冒出气泡,表明氧化处理已完成。
若溶液中过硫酸盐含量不足,分解产生的原子氧就有限,会影响膜的生成。当含量过高时,分解产生的H2SO4过多,会加剧对膜的溶解,造成膜层疏松易脱落。
NaOH在溶液中的主要作用是中和在氧化过程中过硫酸盐分解产生的H2SO4,减少H2CO4对膜的溶解,保证膜的厚度。若NaOH含量不足,H2SO4不能完全被中和,氧化膜会变成微红色或微绿色。因此要获得优质的黑色氧化膜,必须保持H2OH和K2S2O8的恰当比例。
温度过高,将促使过硫酸盐加快分解,使氧化膜生成速度急剧增加,从而不能获得致密的氧化膜。
温度过低,反应速度减慢,延长氧化时间,并使氧化质量下降。
氧化时间对氧化膜质量也有较大影响。时间过长,氧化膜反遭溶解,膜层变薄,而且疏松;时间过短,达不到应有的氧化膜厚度。
1号溶液适用于纯铜零件的氧化。为保证质量,铜合金零件氧化前应镀一层厚为3~5um的纯铜。
1号溶液的缺点是稳定性较差,使用寿命短,在溶液配制后应立即进行氧化。
②2号溶液适用于黄铜零件的氧化处理,能得到亮黑色或溶蓝色的氧化膜。装挂夹具只能用铝、钢、黄铜等材料制成,不能用纯铜作挂具,以防止溶液恶化。
在氧化过程中,溶液中氨的浓度会逐减少,使膜产生缺陷,故要经常调整。
黄铜零件生成氧化膜层的速度与合金中锌含量有关,锌含量低的铜合金化膜生成的速度要慢些,而锌含量高的铜合金成膜速度较快。
黄铜零件氧化前,最好在含有70g/LK2CrO7和40g/L的H2SO4组成的溶液中处理15~20分钟,然后再在50~100g/L的H2SO4溶液中浸蚀5~15秒钟,以保证氧化膜的质量。
在氧化过程中,要经常翻动零件,经免产生斑点。氧化后的制件需在100OC左右烘干30~60分钟,然后再浸油处理,以提高氧化膜的抗蚀性能。
2.电化学氧化法
铜及铜合金电化学氧化处理工艺简便,溶液稳定,氧化膜的机械性能和抗蚀性能都较好。适用于各种铜及铜合金的氧化处理。
(1) 铜及铜合金电化学氧化溶液成分及工艺条件
氢氧化钠(NaOH) 100~250g/L
温度 80~90OC
阳极电流密度 0.6~1.5A/dm2
时间 20~30min
阴阳极面积比 5~8:1
阴极材料 不锈钢
(2)工艺控制
①新配制的电解液用铜阳极处理至溶液呈浅绿色再进行生产。
②将零件放入槽液中预热1~2分钟,先以0.3~0.6A/dm2的电流密度处理3~5分钟后,再钭电流密度升至正常工艺范围内继续处理。
③NaOH含量过高成膜快,但膜层疏松,结合力差;若含量过低,则氧化膜薄,且允许电流密度范围变窄。
④为获得优质的氧化膜,温度宜控制在规定范围的上限。
⑤为获得深黑色的氧化膜,可在溶液中加入0.1~0.3g/L的钼酸铵或钼酸钠。
⑥在氧化过程中,阴极上会产生海绵状铜的沉积物,必须定期取出清洗。
⑦氧化后零件应100~110OC温度下烘干,然后涂上工业凡士林或浸涂清漆,以提高防护性能。
3.不合格氧化膜的退除
不合格的氧化膜可以下列任何一种溶液中退除。
(1)浓HCI溶液。
(2)10%H2SO4溶液。
(3)30~90g/L CrO3和15~30g/L H2SO4溶液。
二、铜及铜合金的钝化处理
铜及铜合金零件在较好环境条件中使用时,可采用酸洗钝化处理的方法来提高抗蚀能力,它的特点是操作简便,生产效率主,成本低。
1. 铜及铜合金钝化溶液成分及工艺条件(见表9-5)
表9-5 钝化溶液成分及工艺条件
溶液成分(g/L)及工艺条件 1 2 3 4
重铬酸钠(Na2Cr2O7)
重铬酸钾(K2Cr2O7)
铬酐(CrO3)
硫酸(H2SO4)
氯化钠(NaCI)
苯骈三氮唑 100~150
5~10
4~7
80~90
25~30
1~2
150
18
0.05~0.15
温度
时间(S) 室温
3~8 室温
15~30 室温
2~3 50~60
2~3min
2.生产工艺控制
(1)溶液中重铬酸盐及铬酐是主要成膜物质,它是强氧化剂,浓度高,氧化能力强,钝化膜光亮。
(2)钝化膜的厚度和形成速度与溶液中酸度和阴离子种类有关,当加入穿透能力较强的氯离子后,才能得到厚度较大的膜层。当硫酸含量太高时,膜层疏松,不光亮,易脱落;而含量太低时膜的生成速度较慢。
(3)在4号溶液中钝化处理前需在下列溶液中漂洗:
草酸 40g/L
氢氧化钠 16g/L
双氧水 80g/L
苯骈三唑 0.2g/L
pH 3~4
温度 30~40OC
时间 1~3min
3.工艺流程
化学除油→热水洗→流动冷水洗→预腐蚀(100%HCI或10%H2SO4室温30秒)→流动冷水洗→强腐蚀(H2SO4IL+HNO31L+NaCI 3g 室温3~5秒,精密零件不进行此工序)→流动冷水洗 出光(30~90%g/L CrO3+15~30g/L H2SO4,15~30秒)→流动冷水洗→弱腐蚀(10%H2SO4)→流动冷水洗→钝化处理→流动冷水洗→吹干→烘干(70~80OC)→检验。
4.质量检验及不合格品退除
(1)质量检验
①外观检验:钝化膜应具有均匀的彩虹色到古铜色,深褐色为不合格。
②结合力检验;当用滤纸或棉布轻擦时,膜层不应脱落。
③抗蚀性检验:用5%HNO3液滴在零件表面,观察气泡产生时间,大于6秒钟为合格。
(2)不合格钝化膜的退除
①在热的30g/L NaOH液中退除。
②在100%HCI或10%H2SO4液中退除。
第三节 钢铁磷化
钢铁在某些酸式磷酸盐(如锌、锰、铁、钙等)为主的溶液中处理,使其表面沉积,形成一层不溶于水结晶型磷酸盐转化膜的过程称为钢铁磷化。
一、磷化膜组成及性质
根据基体材质,工件的表面状态、磷化液组成及磷化处理时采用的不同工艺条件,可得到不同种类、不同厚度,不同表密度和不同结构,不同颜色的磷化膜。
磷化膜是由一系列大小不同的晶体所组成,在晶体的连结点上将会形成细小裂缝的多孔结构。这种多孔的晶体结构,使钢铁件表面的耐蚀性、吸附性、减摩性等性能得以改善。
磷化膜的厚度一般在1~50um,但实际使用中通常采用的单位是单位面积的膜层重量(以g/㎡表示)。根据膜重一般可分为薄膜(〈10g/㎡〉三种。
磷化膜在200~300 OC时仍具有一定的耐蚀性,当温度达450 OC时,膜层防蚀能力显著下降。磷化膜在大气、矿物油、动植物油、苯、甲苯等介质中,均具有很好的抗蚀能力;但在酸、碱、渔水及水蒸气中耐蚀性差。
磷化处理后,其基体金属的硬度、磁性等均保持不变,但对高强度钢(强度≥1000N/㎜2)在磷化处理后必须进行除氢处理(温度130~200OC,时间1~4小时)。
表9-6 磷化膜分类及性质
分类 磷化液主成分 磷化膜主要组成 膜层外观 单位面积上膜重(g/㎡)
锌系 Zb(H2PO4)2
磷酸锌[Zn3(PO4)2·4H2O]
磷酸锌铁Zn2Fe(PO4)z·4H2O] 浅灰至深灰结晶状 1~60
锌钙系
Zn(H2PO4)
磷酸锌钙[Zn2Ga(PO4)2·2H2O]
和
磷酸锌铁[Zn2Fe(PO4)2·4H2O] 浅灰至深灰细结晶状 1~15
锰系 Mn(H2PO4)2和
Zn(H2PO4)2 酸酸锰铁[Mn2Fe(PO4)2·4H2O] 灰至深灰结晶状
1~60
锰锌系
Mn(H2PO4)2
和Zn(H2PO4)2 磷锌、锰、铁混合物[Zn2FeMn(PO4)2·4H2O] 灰至深灰结晶状 1~60
铁系 Fe(H2PO4) 磷酸铁[Fe3(PO4)2·8H2O] 深灰结晶状 5~10
二、钢铁磷化的用途
1.耐蚀防护用磷化膜
(1) 防护用磷化膜
常用于钢铁件耐蚀防护处理,磷化膜类型可选用锌系或锰系,磷化膜单位面积重量为10~40g/㎡,磷化后涂防锈油、防锈脂、防锈蜡等。
经磷化处理后,膜层中性盐雾试验结果出现第一个锈点的时间为:
钢铁件防锈油 15h
钢铁件+磷酸锌膜(16g/L)+防锈油 550h
钢铁件+磷酸锌膜(40g/L)+防锈油 800h
(2)油漆底层用磷化膜
这种磷化膜用于增强与钢铁工件的附着力及防护性,提高钢铁工件的涂漆质量,磷化膜可选用锌系或锌钙系。
磷化膜重量0.2~1.0g/㎡——用作较大形变钢铁工件的油漆氏层。
磷化膜重量1~5g/㎡——用作一般钢铁工件的油漆底层。
磷化膜重量5~10g/㎡——用作不发生形变钢铁工件的油漆底层。
2.冷加工润滑用磷化膜
采用锌系磷化膜有助于冷加工成型,单位面积上膜层重量依使用目的而定。例如,用地钢丝、焊接钢管的拉拔,磷化膜重量为1~10g/㎡;精密钢管拉拔,磷化膜重量为4~10g/㎡;钢铁工件冷挤压成型号,磷化膜拜重量为>g/㎡;非减壁深冲成型,磷化膜重量为1~5g/㎡;减壁深冲成型,磷化膜重量为4~10g/㎡。
3.减摩用磷化膜
二个滑动表面除了使用较好的润滑剂(如二硫化钼)外,磷化膜也能起润滑作用,降低摩擦系数。一般优先选用锰系磷化膜,也可用锌系磷化膜。对具有较小的动配合间隙工件,磷化膜重量为1~3g/㎡,具有较大的动配合间隙工伯(如减速箱齿轮)磷化膜重量为5~20g/㎡。
4.电绝缘用磷化膜
电机及变压器用的硅钢片经磷化处理可提高电绝缘性能,一般可选用锌系磷化膜。
三、磷化处理的施工方法
磷化处理的主要施工方法有三种:浸渍法、喷淋法或浸喷组合法。
浸渍法适用于高、中、低温磷化工艺,可处理任何形状的工件,并能得到比较均匀的磷化膜,这种方法使用的设备简单,仅需灰化槽和相应的加热设备。最好用不锈钢或橡胶衬里的槽子,不锈加热管道应按装在槽子的两侧。
喷淋法适用于中、低温磷化工艺,可处理大面积工件,如汽壳体、电冰箱、洗衣机壳体等大型物件作为油漆底层和冷变形加工等。这种方法处理时间短,成膜反应速度快,生产效率高。
喷淋法磷化生产线可分为若干个独立的处理室,工件按工艺流程自动能过各个处理室。每个室均附有旬立的贮液槽、泵、管道和喷淋器辅助设备。工件装挂后由传送带传送,通过各个处理室,按工位指定通过时间,分别喷淋各种溶液。喷淋过的滴液分别过滤回收继续使用,并能自动补加除油剂、磷化液、促进剂等槽液。室与室之间设有滴液部位,以免上一工位溶液污染下一工位溶液。传送带运行速度可根据工艺要求进行调整。磷化处理的所有设备均用不锈钢材料制作。喷淋法磷化处理设备占地面积较少,自动化生产程度较高。
一般钢铁工件磷化处理工艺流程如下:
化学除油→热水洗→冷水洗→酸洗→冷水洗→磷化处理→冷水洗→磷化后处理→冷水洗→去离子水洗→干燥。
工作若经喷砂处理,所得磷化膜质量更佳。喷砂过的工件为防止重新锈蚀,应在6小时内进行磷化处理。
磷化前处理酸洗溶液不宜加入若丁、乌洛托平之类缓蚀剂,因这类有机物易吸附在工件表面,能抑制磷化反应,造成磷化膜不均匀。
为使磷化膜结晶细化致密,在磷化处理可增加表面调整工序,一般可用钛盐溶液作为表面调整剂。
四、磷化处理的溶液成分及工艺条件
磷化处理的溶液磷化温度可分为高温磷化(90~98OC)、中温磷化(50~70OC)和常温磷化(20~35OC)三种。
1.高温磷化处理(见表9-7)
表9-7高温磷化处理深液成分及工艺条件
溶液成分(g/L)及工艺条件 1 2 3
磷酸锰铁盐(马日夫盐)
磷酸二氢锌[Zn(H2PO4)2·2H2O]
硝酸锰[Mn(NO3)2·6H2O]
游离酸度(点)
总酸度(点)
温度(OC)
时间(min) 30~40
15~25
3.5~5.0
35~50
94~98
15~20
30~40
55~65
6~9
90~95
90~95
8~15 30~35
55~65
5~8
90~98
90~88
15~20
在90~98 OC温度下进行,溶液的游离酸度与总酸度的比值为1:7~8,处理时间为10~20分钟。其优点是磷化膜的抗蚀能力较高,结合力好。缺点是槽液加温时间长,溶液挥发量大,
游离酸度不稳定,结晶粗细不均匀。
2.中温磷化处理
通常是在50~70 OC温度下进行磷化,溶液的游离酸度与总酸度的比值为1:10~15,处理时间5~15分钟其优点是游离酸度稳定,容易掌握,磷化时间短,生产效率高,磷化膜耐腐蚀性能与高温磷化的基本相同。
表9-8 中温磷化处理溶液成分及工艺条件
溶液成分(g/L)及工艺条件 1 2 3 4
磷酸锰铁盐(马日夫盐) 30~35
磷酸二氢锌[Zn(H2PO4)2·2H2O] 30~40
硝酸锌[Zn(NO3)2·6H2O] 80~100 80~100
HT锌钙磷化浓缩液 150~200(mL/L)
Y836锌钙磷化浓缩液 170~210(mL/L)
游离酸度(点) 5~7 5~7.5 3~5 4~4.5
总酸度(点) 50~80 60~80 40~60 50~55
温度(OC) 50~70 60~70 50~70 65~70
时间(min) 10~15 10~15 3~8 4~6
注:①HT锌钙磷化浓缩液是太仓县合成化工厂产品。
②Y836锌钙磷化浓缩液是上海仪表烘漆厂产品。
3.常温磷化处理(见表9-9)
在常温25~35 OC进行磷化处理,溶液的游离酸度与总酸度比值一般为1:20~30。其优点是不需加热,药品消耗少,溶液稳定,缺点是有些配方处理时间较长。
五、磷化工艺控制
1.游离酸度
游离酸主要是指游离的磷酸,它促使铁的溶解,以形成较多的晶核,使膜层结晶细致。游离酸度过高,与铁的作用亦快,会大理析氢,使界面层磷酸盐不易饱和,导致晶核形困难,膜层结晶粗大,疏松多孔,降低抗蚀性能,而且使磷化时间延长。游离酸度过低,磷化膜薄,甚至没有磷化膜,因此严格控制游离酸度是非常重要的。
表9-9 常温磷化处理溶液成分及工艺条件
溶液成分(g/L)及工艺条件 1 2 3 4
磷酸二氢锌[Zn(H2PO4)2·2H2O]
硝酸锌[Zn(NO3)2·6H2O]
亚硝酸钠(NaNO2)
氟化钠(NaF)
氧化锌(ZnO)
BONDERITE339浓缩磷化液
BONDERITE399STARTER
842A磷化浓缩液
842B磷化浓缩液
游离酸度(点)
总酸度(点)
温度(OC)
时间(min) 60~70
60~80
3~4.5
4~8
3~4
70~90
25~30
30~40 50~70
80~100
0.2~1.0
4~6
75~95
20~35
20~40
50mL/L
20mL/L
1.5~3
25~35
15~25
10~20
Na2CO32.8
55mL/L
23mL/L
0.7~1.0
25
25~25
1.5~2
注:①842磷化浓缩液是中国船舶工业总公司工艺研究所品。
②BONDERTER399逍缩磷化液是PY-RENE公司产品,华美电镀技术有限公司供应。
游离酸度过高,可加入ZnO、ZnCO3或NaOH0.5~1g/L,降低游离酸度。
游离酸度过低,可加入磷酸锰铁盐或磷酸二氢锌5g/L或10%磷酸1g/L,提高游离酸度。
2.总酸度
总酸度来源于磷酸盐、硝酸盐和酸的总和。总酸度一般控制在规定范围的上限为好,有利于加速磷化反应,使膜层晶粒细致。但过高时会使膜层过薄,可用水稀释降低总酸度。总酸度过低,膜层疏松粗糙,可加入磷酸二氢锌1g/L或硝酸锌2g/L,提高总酸度。
3.溶液中离子浓度和温度的影响
(1)Fe2+离子 在常温和中温磷化液中保持一定数量的Fe2+离子,能提高磷化膜厚度和抗蚀性能。但Fe2+离子易被氧化成Fe3+离子而沉淀。当它转变成磷酸高铁,溶液呈乳白色时,磷化膜几乎不能生成,膜的质量恶化。
Fe2+离子含量过高时,会使磷化膜晶粒粗大,表面有白色浮灰,耐蚀性和耐热性降低。一般中、常温磷化液中Fe2+离子宜控制在0.5~2.5g/L之间。过多的Fe2+离子可用H2O2除去,每降低1gFe2+约需加30%H2O21mL和ZnO 0.5g。
在高温磷化液中,Fe2+很不稳定,易氧化Fe3+离子,并转变为Fe(PO4)3沉淀,使磷化液变浑浊,游离酸度升高,需过滤和调整溶液成分后才使用。
(2)Mn2+离子 Mn2+能提高磷化膜硬度、结合力和耐蚀性,并能使膜层结晶均习呈深灰色。但在常温和中温磷化液中Mn2+离子含量不宜过高,否则磷化膜不易生成。
(3)Zn2+离子 Zn2+能加快磷化速度,使膜层致密,闪烁有光。Zn2+离子含量过低时,膜层疏松且发暗。
(4)NO3¬离子 NO3¬离子可加快磷化速度,降低磷化槽液工作温度。在适当条件下它与Fe作用生成少量NO¬,促使Fe2+离子稳定。NO3¬离子是常、中温磷化液的重要组成部分,但含量过高时,会使磷化膜层粗而薄,易出现黄点或白点。
(5)NO2¬离子 能大大提高常温磷化液的磷化速度,促使磷化膜结晶细致,减少孔隙,提高抗蚀性。含量过多时,膜层易出现白点。
(6)温度 磷化液温升高,可加快磷化速度,并能提高膜层结合力、硬度、耐蚀性。但温度也不宜过高,否则Fe2+离子易氧化成Fe3+而沉淀物增多,使溶液不稳定。
六、磷化后处理
磷化后,可根据工件的用途进行后处理,以提高磷化膜的抗蚀性能。磷化膜后处理溶液成分及工艺条件见表9-10。
表9-10 磷化膜后处理溶液成分及工艺条件
溶液成分(g/L)及工艺条件 1 2 3 4 5
重铬酸钾(K2Gr2O7)
铬酐(CrO3)
碳酸钠(Na2CO3)
肥皂
锭子油或防锈油
温度(OC)
时间(min) 60~80
4~6
80~85
5~10 50~80
70~80
8~12
1~3
70~95
3~5
30~35
80~90
3~5
100%
105~110
5~10
注:磷化膜后处理采用配方5时,需将工件充分干燥再浸入热的锭子油中浸5~10分钟,使磷化膜的孔隙得到填充封闭。
第十章 电镀层性能的测试技术
第一节 电镀层外观检验
一、表面质量
镀层(包括电镀层、化学镀层、转化膜)的外观检查,是镀层质量检验最常用、最基本的方法。外观不合格的镀层就不必要进行其它项目的检测。
检查镀层外观的方法,是在天然散射光或无反射光的白色透明光线下用目力直接观察。光的照度应不低于300Ix(即相当于零件放在40W日光灯下距离500mm处的光照度)。检查的内容,包括镀层种类的鉴别、镀层的宏观结合力、镀层的颜色、光亮度、均匀性以及镀层缺陷等。
(一)镀层的质量要求
①镀层的种类应符合技术要求。普通镀层的颜色和光泽等外观质量情况,可直观鉴别。必要时,可采取化学定性分析。对特殊的或合金镀层,需要进行光谱分析鉴别。
②镀层除应有其特有的颜色和光泽外,还应具有均匀、细致、结合力好的基本特点。光亮镀层应有足够的光泽度。
③镀层不允许有针孔、条纹、起泡、起皮、结瘤、脱落、开裂、剥离、斑点、麻点、烧焦、暗影、粗糙、树脂状和海绵状沉积、不正常色泽以及应当镀覆而没有镀覆等缺陷。有上述缺陷的镀层,应及时进行返修处理。包括需要退除不合格镀层而重新电镀和不需要去掉镀层而补充加工的(如重新抛光)。
④轻微的挂具接触印和水迹印及其它一些不影响镀层使用性能的镀层缺陷允许存在。
(二)镀层的废品
①过腐蚀的镀件。
②有机械损坏的镀件。
③具有大量的孔隙,而且要用机械方法破坏其尺寸才能消除孔隙的铸件,焊接件或钎焊件。
④由于发生短路过热而被烧坏的零件。
⑤不容许去掉不合格镀层的零件。
(三)常用几种镀层的外观要求
常用几种镀层的外观要求见表10-1
表10-1 电镀层外观质量要求
镀层 外观要求 允许的缺陷 不允许的缺陷
镀锌及镀镉 1.表面未钝化的锌,镀层应是银白色或银灰色,未钝化镉镀层应是银白色或银灰色钝化的锌、镉镀层应具有带绿色或是彩虹色或呈金黄色镀前喷砂的零件,膜层允许为黄色或彩虹色。经油槽除似氢的钝化膜,允许无光泽
2.镀层应细致均匀 .轻微的水印、形状复杂零件的棱边有轻微的粗糙 点、气泡和脱落
2.同一零件上允许有不均匀的颜色和光泽
3.钝化膜有轻微的划伤,焊接镀层发暗
4.局部镀的零件部分与不镀的交界处允许有轻微 褐色的钝化膜的黑印 1.粗糙、烧焦、斑点、黑
2.树枝状、海绵状和条纹状的镀层
3.局部无镀层(工艺规定处除外)
4.可擦去的或呈棕色、
5.未洗净的盐类痕迹
镀银 1.银镀层应是银白色,经抛光的银镀层应是光亮的、镜面般的银白色。经钝化的银镀层,为销带浅黄色调的银白色
2.镀层应细致均匀 1.同一零件上稍有轻微
不均匀的颜色和黄色光泽 状的镀层
2.形状复杂零件的棱边
有轻微的粗糙 1.树枝状、海绵状、条纹
2.粗糙、黑点、斑点、烧焦、气泡、起皮和脱落的镀层
3.零件腐蚀和未洗净的盐类痕迹
镀
锡 1.锡层应是银灰色至浅灰色
2.镀层应细致均匀
1.零件的焊缝处允许镀层发暗
2.同一零件的颜色稍有不均匀
3.轻微水印
4.形状复杂的零件的棱边有轻微的粗糙 1.树枝状、海绵状、条纹状的镀层
2.黑点、斑点、粗糙、烧焦、气泡、起皮等缺陷
3.未洗净的盐类痕迹
4.镀层呈褐色或暗灰色
镀
铬 1.铬层应具有光泽至带白或蓝色彩的光泽颜色(硬铬层应是稍带白色或浅蓝色的银白色,装饰镀铬层就是光亮的镜面般的银白色并稍带浅蓝色)
2.镀层应细致均匀 1.非主要表面允许有轻微的夹具印
2.形状复杂的零件的棱边有轻微的粗糙
3.同一零件上有不均匀的颜色和光泽(装饰性镀铬不允许有上述缺陷 1. .粗糙、疏松、脱落、裂纹、膨胀、起皮、脱落和树枝状镀层
2.主要表面不应有无铬、露底
黑铬 较均匀的无光黑色 1.轻微水迹浮灰和夹具印
2.由于零件的表面状态和复杂程度的差别, 允许黑度稍不均匀,深凹处或遮蔽部分无镀层或镀层发黄 1粗糙、毛刺、烧焦
2.局部无镀层(盲孔、通孔深处及工艺文件规定处除外
镀镍 1.镍镀层颜色为稍带淡黄色的银白色,光亮镀镍应是非常光泽的银白色
2.镀层应细致均匀 1.颜色稍微不均匀
2.同一零件上有不均匀的光泽 1.树枝状、海绵状、条纹状及黑点、斑点、粗糙、烧黑、气泡和起皮
2.灰色、褐色、绿色和黑色点
3.未洗净的盐类痕迹
化学镀镍
1.化学镀镍层的颜色应是光泽的银白色,除氢后呈浅黄色调的半光泽
2.镀层应细致均匀 1.同一零件有不均匀的光泽
2.轻微的水印 1.树枝状、海绵状、条纹状的镀层
2.斑点、黑点、气泡、起皮、暗色和镀层脱落
3.未洗净的盐类痕迹
镀铜 1.铜镀层颜色为紫色或玫瑰色
2.铜镀层应细致均匀 1.稍有不均匀的颜色
2.形状复杂的零件的有棱边有轻微粗糙(用于装饰性多层电镀打底的铜层除外)
3.局部镀的零件的交界面允许移动1mm 1.树枝状、海绵状、条纹状及黑点、斑点、脱落、气泡、烧焦和粗糙等缺陷
2.未洗净的盐类痕迹
镀黄铜 1.黄铜镀层的颜色为浅黄色或浅粉黄色
2.镀层应细致均匀 同一零件上稍有不均匀的颜色 1.条纹状、海绵状的镀层
2.粗糙、烧焦、气泡和脱落
3.红色、白色及棕色的镀层
4.未洗净的盐类痕迹
锡
合
金 1.锡合金镀层为灰白色至浅暗灰色
2.镀层应细致均匀
1.同一零件上的镀层颜色稍有不均匀
2.形状复杂的零件的棱边有轻微的粗糙脱落 1.树枝状、海绵状、条纹状的镀层
2.烧焦、发黑、气泡和脱落
3.未洗净的盐类痕迹
镀
黑
镍 1.镀层应为黑色
2.镀层应细致均匀 同一零件上有轻微不均匀的颜色 1.镀层粗糙、起皮和脱落
2.机械损伤
3.未洗净的盐类痕迹
镀金 1.金镀层的颜色为金黄色
2.镀层应细致均匀 同一零件上有很轻微的不均匀颜色和光泽 1.粗糙、发暗、棕色的镀层
2.未洗净的盐类痕迹
①渗碳零件镀层不允许有气孔(一般零件不应超过2孔/㎝2)。
②镀黑镍不作厚度检查。
二、表面粗糙度的测定
电镀层表面粗糙度(旧标准称光洁度)是指镀层表面具有较小间距和微观峰谷不平度的微观几何特性。
镀层表面粗糙度的高低,不驻直接影响镀层的外观质量,同时也间接影响到镀层的耐腐蚀性,使用寿命脉乃至受镀产品的强度、耐磨性以及工件精度,动力消耗和噪声等。所以,在电镀层外观检验时,不仅对于装饰性镀层和防护装饰性镀层必须检验外,某些功能性镀层,如耐磨镀层等更应进行表面粗糙度检验。
就镀层的外观质量来说,粗糙度和光亮度均能直接反映,即镀层的粗糙度愈低,光亮度愈高,镀层的质量一般就愈好。但是,无论从两者的本质或是评定方法和标准来看,都不具有同一性,有些镀层的光亮度很好,但粗糙度交不低,而有些镀层的光亮度差。但它的粗糙度却很低。所以,镀层的粗糙和光亮度两项指标,不能混同,应予以严格区分。
(一)、镀层表面粗糙度概述
电镀层(镀件)表面粗糙度是指镀件在机械加工,镀前研磨处理以及镀液的整平性等因素影响下,反是非曲直镀层表面微观几何尺寸的一种性能。从本质上讲,它是镀件经加工后的实际表面几何形状对其理想真实表面形状的变动量表面几何形状误差的一类。对于镀件表面的其它物理特性(如金相结构、硬度、应力、颜色、斑纹和光亮度等)和表面缺陷(如针孔、毛刺、裂纹、磨砂状等)是不包括在粗糙度范围之内的。关于粗糙度的基本符号标注含义查阅国家标准GB031-83的规定,此处不再详述。
(二)、表面粗糙的测试方法
表面粗糙度测量属于微观长度测量,目前采用的方法有比较法、光学法和针描法等多种,下面简单介绍比较法和针描法。
1.样板对照法检验镀层表面粗糙度 样板对照法属于比较法中的视觉法。检验中采用标准粗糙样板与被检验层进行对比,反复观察两者的加工表面丝纹、反光强度和色彩,最后以受检镀层与某一标准样板相接近时,将该样板的粗糙度值作为受检镀层的粗糙度。样板对照法不能测量镀层粗糙度的具体数值,而只能定性的评定镀层粗糙度属于哪一级。因其方法简便易行,所以在测量要求不十分严格时被普遍采用。
应当指出的是,标准粗糙度样板属于标准量具,必须以专业厂生产,并经严格测试标定后才能采用。
2.轮廓仪法检验表面粗糙度 轮廓仪属于针描法,其类型有机械式、光电式和电动式等几种,由于电动式轮廓仪具体积小、重量轻、倍率高、测量速度快和能以数字直接显示Ra值等优点,所以被广泛应用。下面简要介绍常用电动式轮廓仪的测量方法。
(1)仪器结构和简单原理 仪器的主要结构由测量头(传感器)、传动器、晶体管放大器及其附件组成。
①测量头(传感器) 它主要由金刚石针尖、支撑点、锆钛酸铅压电晶体以及外壳等组成。其功能是将触针在顺着被测表面移动时所产生的振动量,传递到换能元件——压电晶上,利用压电原理,把机械振动量转换为微弱电能,该电动势的大小是与触针在工件表面起伏的粗糙度——位移量成正比,而这种微弱电动势必须输入到晶体管放大器进行放大。
测量头分为6mm及3mm两种,前者可测量外圆,平面和孔径不小于6.5mm的内孔,若孔深超过50mm时,可装接长杆配合使用。后者除上述工件测量外,还可测量孔径不小于3mm的小孔工件内壁。
②传动器 它主要由同步电动机、机械传动机构以及电气控制系统等组成,其作用使测量头在工件表面上保持平衡和均匀地移动。当传动器“测量”按钮上每按动一次后,测量并头就在表面上作一次往复移动。
传动器上附有工作台,V型块和测量并没有连接架等附件,工作台和V型块用于放置被测工件,测量头连接架用来固定测量头并使之与被测工件按正确位置相接触,保证正常地测试。
③晶体管放大器 它由若干晶体管线路及其配件组成。其作用是接受从测量头输出的微弱信号,通过晶体管放大器进行放大,然后经整流后,仪表指针直接指出,被测工件的表面光洁度表征参数Ra值以um显示出来。
(2)测量范围的选择 测量范围是Ra=0.02~5.00之间。测量时应根据被测工件表面粗糙度级将“量程开关”调节到相应位置。选择测量范围的“量程开关”有10、3、2、0.3、0.1五档,量程开关的选择及读数加表10-2所示。
表10-2 量程开关的选择及读数
Ra值 1.25~10 0.63~2.5 0.16~0.63 0.04~0.16 0.02~0.08
量程开关位置 10 3 1 0.3 0.1
仪表读数
Ra/um
刻度 上 下 上 下 上
满度 10 3 1 0.3 0.1
每大格 1 0.5 0.1 0.05 0.01
每小格 0.5 0.25 0.05 0.025 0.005
(3)测量方法与步骤
①仪器的安装 将多芯电缆分别接入晶体管放大器与传动器的连接插孔内,拧紧护套螺丝;把测量头与屏蔽电缆连接好并在传动器连接架上固定,另一端插入放大器背面的传感插孔内;将三芯电源线插头与放大器背面的“电源”插孔连接。
②仪器的调整 接通电源(电源线必须有可靠的接地),并预热数分钟;把测量头轻放在“校正样板”上,触针移动方向应与样板的砂丝纹成垂直,测量头应与样板平面保持平行;将量程开关调到与样板示值相应的位置上;按动传感器“测量”按钮,观察仪表上指标的Ra值是否与样板值相符,可相应调节放大器上“基准调节”旋钮直至相符。
③工件测量 将被测工件表面擦拭干净,检查表面上有无不正常缺陷,以免损伤触针;被测工件按要求放于工作台上,并使测量头触针与被测工件表面平行地接触;按动“测量”按钮,待指针固定在某一位置后,并从仪表上读出读数,重复1~2次,记录测得的Ra值。即为该镀层实际粗糙度值。
④注意事项 更换测头时,必须重新按要求校正仪表的标准示值;连续测量时,应每隔一段时间进行校正和核对;测试结束后必须及时切断电源,取下测量头并妥善保存好。
三、表面光亮度的测定
镀层的光亮度(也称光泽度)是装饰性要求较高的镀件必须测量的指标,镀层光亮度是指在一定照度和角度的入射光作用下,镀层表面反射光的比率和强度。反射光的比率或强度愈大,镀层的光亮度愈高。检验镀层光亮度的方法,主要以目测法进行经验评定和样板对照法作比较测定。
(一)目测法
目测法评定镀层的光亮度,是以检验人员在实践中积累的经验,观察镀层表面的反光性强弱为依据,将光亮度分为1~4级,以1级光亮度最佳。此法通常用于多数轻工日用产品的光亮度检验,收到一定效果。
目测光高度经验评定法的分级参考标准如下。
一级(镜面光亮):镀层表面光亮如镜,能清晰地看出面部五官和眉毛。
二级(光亮):镀层表面光亮,能看出面部五官和眉毛,但眉毛部分发糊。
三级(半光亮):镀层表面销有亮度,仅能看出面部五官轮廓
四级(无光亮):镀层基本上无光泽,看不出面部五官轮廓。
由于经验评定法评定会因人为因素影响,有时会对评定结果产生发议,所以在必要时可采用封样对照,作为评定时的参考。
(二)样板对照法
样板对照法实际上是一种目测法的改进,属于目测法中的比较测量法。由于目测评定是以规定的标准光亮度样板进行比较,有相对参考依据,所以一定程度上排除了人为争议,提高了评定正确性。
(1)标准光亮度样板制作
①一级光亮度样板 经加工标定粗糙度0.04um<Ra<0.08um的铜制(或铁制)试片,电镀光亮镍后套铬抛光而成。
②二级光亮度样板 经加工标定粗糙度为0.08um<Ra<0.16um的铜制(或铁制)试片,电镀光亮镍后套铬抛光而成。
③三级光亮度样板 经加工标定粗糙度为0.16um<Ra<0.32um的铜制(或铁制)试片,电镀半亮镍后套铬抛光而成。
④四级光亮度样板 经加工标定粗糙度为0.32um<Ra<0.64um的铜制(或铁制)试片,电镀半光亮镍后套铬抛光而成。
(2)检验与评定方法 将被检镀件在规定的测试条件下(与检验表面缺陷相同),反复与标准光亮度样板比较,观察两者反光性能,最后以被检镀层的反光性与某一标准样板相似,又低于更高一级光亮度样板时,以该标准样板的光亮度级别,作为被检镀层的光亮度级别。
(3)注意事项
①标准光亮度样板应妥善保存,防止保存不善而改变表面状态。
②使用前应将标准样板用清洁软布进行小心擦拭,使其表面洁净,并呈现规定的反光性能。擦拭时要防止损坏准样板的标准状态。
③标准光亮度样板使用期一般为一年。经常使用时应定期更新。
(三)光亮计测量镀层的光亮度
由于目测法评定镀层光亮度没有严格的标准,观察因人而异,所以近年来国外报道曾采用光度计法测定镀层的光亮度,用于平面状镀件收到较好的效果。
第二节 镀层附着强度的测试方法
镀层附着强度,通常称为镀层结合力,是指镀层与基体或中间镀层结合的好坏。镀层附着强度的好坏,对所有的金属表面保护层的防护、装饰性能,均有直接的影响,它是金属镀层质量的重要检验指标之一。测量附着强度大小的方法很多,但是定量的测量附着强度很困难,多数方法是定性的测量,作为工艺的比较或检查产品质量还是可行的。
一、摩擦抛光试验
对于相当薄的镀层可以使用该方法。基本原理:当镀件的局部面积被摩擦抛光时,既有摩擦力的作用,也有热量的产生,可能造成镀层的表面硬化和发热。对于薄镀层,在此条件下,附着强度不良的区域,覆盖层会起泡而与基体分离。
具体操作方法:若镀件的形状及尺寸允许时,在面积小于6c㎡的镀覆面上,以一根直径为6㎝、顶端加工成平滑半球形的钢条作抛光工具,摩擦15s,所施加的压力应在每一行程中足以擦光镀层,但不应削去镀层。如果结合不好,镀层会起泡,继续摩擦,泡会不断增大至泡破裂,镀层将从基体剥离。
也可将试件放在一个内部装有直径为3mm钢球的滚筒或震动抛光机内,并以肥皂水溶液作润滑剂进行摩擦抛光试验。当覆盖层的附着强度非常差时会起泡。
本实验方法不适用于较厚的镀导。
二、喷丸试验
基本原理:借助重力或压缩空气流使铁丸或钢丸落在试样的表面上,由于锤击作用使镀层变形,如果镀层与基体结合力不好,镀层将会起泡。为使附着强度不良的覆盖层起泡所必需的喷射强度,视覆盖层的厚薄而不同,薄覆盖层需要的喷射强度比厚覆盖层要小。
试验方法之一是用一个长150mm、内径19mm的管子作为铁丸或钢丸(直径约为0.75mm)的储存器,并连接一个喷嘴,向该装置内通入压力为0.07~0.21Mpa(1Mpa=1×106N/㎡)压缩空气,喷嘴与试样之间的距离为3~12mm。另一种试验是采用一种用于钢件喷丸的标准气动装置。该试验用来评价钢铁基体上厚度为100~600um的银覆盖层的附着强度。
喷丸设备用普通压缩空气钢丸喷射器。钢丸平均直径为0.4mm及硬度不小于HV350的圆形钢丸,通过筛选确认尺寸大小,并且要符合表10-3给出的要求。
表10-3钢丸尺寸大小的筛选
筛眼/mm 剩余钢丸/%
0.707 <10
0.420 >85
0.354 >97
每周至少要对钢丸的尺寸检查一次,其方法是从喷嘴中取出100g钢丸进行筛选。喷丸前,所有试样应在(190 5)OC条件下保温2h以消除应力。保护所有不需喷丸的表面。
用非破坏性的方法(例如磁性方法),测量镀银层的厚度。凡是镀银层厚度小于100um或大于600um以及最大和最小厚度之差大于125um的试样均应舍去。标出可喷丸试样的最大厚度,并将他们分组摆放,各组间的最大厚度差是125um或更小。
对镀银表面喷丸时,所需最小喷射强度与测得的镀层最大厚度的关系。
处理每组试样前,必须在标准试样上试验调整叶丸强度。其方法是用厚度为1.6mm的碳钢片加工成标试样:长(76 0.2)mm,宽(19 0.1)mm,厚(1.30 0.02)mm,其硬度范围是HV400至HV500(此规格的试样国际上称为阿尔门A试样)。
将试样固在夹具中,对暴露面喷丸。喷丸后将试样从夹具中取出,用一深度规测量喷丸表面的曲率。测量时,试样以四个直径为5mm的球支撑,形成一个32mm×16mm的矩形。在试片上,沿着与试片的中心位置对称的一直线上,在32mm的长度内,以深度规测量试样中心的弧高度。弧高度值的测量精密为25um。按上述规定测量时,其弧高度不应超过38um。弧高度不合要求时,可调整喷丸条件,以便得到图1-2所要求的弧高度。
如果银镀层结合力不良,将延伸或变形,并且会起泡。
三、拉伸剥离试验
(一)焊接拉伸剥离试验
将一根75mm×10mm×0.5mm的镀锡低碳钢或镀锡黄铜试片,在距一端10mm处弯成直角,将较短一边的平面焊到试样镀层表面上,对长边施加一垂直于焊接面的拉力。如果覆盖层的附着强度小于焊接点的强度,覆盖层将与基体分离;若覆盖层的附着强度大于焊接点的强度,则在焊接处或在覆盖层内部将发生断裂。
该方法的缺点:在焊接过程中焊点的温度可能会改变镀层的附着强度。因此可以用有足够抗拉强度的固化合成树脂粘接剂,代替焊接进行剥离试验。
本试验适用于检验厚度小于125um的镀层。
(二)粘接剂拉伸剥离试验
方法原理与焊接拉伸剥离试验相同。
准备两个与镀件基体相同的圆柱形试件,试件的直径30mm左右,长100mm左右,试件一端的端面一定要磨光滑平整。取其一个试件,圆柱面用绝缘漆绝缘,在光滑平整的端面电镀。镀好后用粘接强度好的环氧树脂粘接剂与另一试件的平滑端面粘接,待粘接剂固化好后,放在拉力试验机上进行拉伸试验。直至两个试件分开,如果是在粘接剂与镀层处分开说明镀层的结合强度大于粘接剂的抗拉强度,如果在镀层和基体处分开,记录拉力值F,镀层的结合强度可按式。
(三)粘胶带拉伸剥离试验
将一种纤维粘胶带(粘胶带的附着强度值大约是每25mm的宽度为8N)黏附在镀层上,用一定质量的橡皮滚筒在上面滚压,以除去粘接面内的空气泡。间隔10s后,用垂直于镀层的拉力使胶带剥离,若镀层无剥离现象说明结合强度好。
本试验特别适用于检验印制电路板中导体和触点上镀层的附着强度。试验面积至少应有30mm2。
(四)塑料基体电镀层剥离试验
1.试样的制备 根据规定,试样为75mm×100mm的塑料板,并镀上厚度为(40 4)um的酸性铜层。
2.测定程序 用锋利的刀子切割铜镀层至基体成25mm宽的铜条,并小心地从试样任一端剥起铜层约15mm长,然后用夹具将剥离的铜层端头夹牢,用垂直于表面90O 5 O的力进行剥离。剥离速度为25mm/min,且不间断地记录剥离力,直到铜镀层与塑料分离为止。剥离强度可按 计算。
四、锉刀试验
锯下一块镀件,将镀件夹在台钳上,用一种粗齿锉刀,锉其锯断面的边棱,力图锉起镀层。锉动的方向是从基体金属至镀层,锉刀与镀层表面约成45O角,附着强度好的覆盖层,镀层不应揭起或脱落。
本方法不适用于很薄的镀层以及锌或镉之类的软镀层。
五、磨、锯试验
用一砂轮,磨削镀件的边缘,磨削的方向是从基体至覆盖层,如果附着强度差,覆盖层会从基体上剥离。
本试验可以用钢锯代替砂轮,但要注意对钢锯所施加的力的方向,应力图使覆盖层与基体分离。
磨、锯试验对镍和铬这些较硬的金属镀层特别有效。
六、凿子试验
凿子试验通常适用于相当厚的覆盖层(大于125um)。
试验方法之一是将一锐利的凿子,置于镀层突出部位的背面,并给予一猛烈的锤击。如果结合强度好,即使镀层可能破裂或凿穿,镀层也不与基体分离。
另一种“凿子试验”是与“锯子试验”结合进行的。试验时,先垂直于覆盖层锯下一块试样,如果附着强度不好,覆盖层会剥落;如果断口处覆盖层无剥落现象,则用一锐利的凿子在断口边缘尽量撬起镀层,若镀层能够剥下相当一段,则表明镀层的附着强度
差。每次试验前,凿子刃口应磨锋利。
对于较薄的覆盖层可以用刀子代替凿子进行试验,并且可以用一个锤子轻轻敲击,也可以不用。
凿子试验对于锌、镉等软金属覆盖层不适用。
七、划线、划格试验
采用一刃口磨到30O锐角的硬质钢划刀,在零件表面上相距约2 mm处划两根平行线,划线时应当施以足够压力,使划刀一次就能划破金属镀层达到基体金属,如果两条划线之间的覆盖层有任何部分脱离基体金属,则认为附着强度不好。
本试验的另一种划法是:用钢划刀在镀件表面上划一个或几个边长为l mm的方格,观察在此区域内的金属镀层是否有起皮、脱落现象。
八、弯曲试验
弯曲试验是将镀件进行弯曲或拐折。弯曲的程度和方式将随基体金属的种类、形状、覆盖层的性质以及基体金属与覆盖层的相对厚度不同而不同。
本试验通常用于或钳子进行。将试样先向一边弯曲,然后向另一边尽可能急速地弯曲,直到试样断裂。弯曲的速率和半径可用合适的机械装置控制。
本试验会在基体金属和覆盖层之问产生切应力,如果覆盖层具有延展性,则由于覆盖层的滑移使切应力大为减小,甚至当基体断裂时,也不会引起覆盖层剥落。
弯曲时,脆性覆盖层会断裂,即使如此,本试验仍然能够提供一些有关附着强度的情况,应对断裂处进行检查,确定覆盖层是否剥落或是否能用刀子或凿子剥去。
任何剥离、碎裂、片状剥落的迹象均可以认为是附着强度不好。
试样弯曲时,覆盖层可以在试样的里侧,也可以在试样的外侧。一般只需检查试样的外侧,就可以判断覆盖层的附着强度如何。但 是,在有些情况下,检查试样的里侧,有可能使判断更全面。
九、缠绕试验
本试验是将试样(通常为带状或线状镀件)沿一心轴缠绕,试验的每一部分都能标准化:带的长度和宽度、弯曲速率、弯曲动作的均匀性及缠绕试样所用圆棒的直径。
任何剥离、碎裂、片状剥落的迹象都可以认为附着强度不好。
试样缠绕时,覆盖层可以在试样的里侧,也可以在试样的外侧。一般只需检查试样的外侧,就可以判断附着强度如何。但是,在有些情况下,检查试样的里侧,有可能判断得更全面。
十、拉力试验
(一)金属基体电镀层拉力试验
使电镀试样在拉力试验机上承受张应力直至断裂,观察断口处镀层与基体的结合情况,必要时可用小刀剥离检查。试样的规格、尺寸和其它要求按照机械性能试验中拉力试验的试棒设计,拉力试棒应在和制件完全相同的条件下电镀后再进行结合强度试验,最好使拉力试
棒的材料和热处理工艺等与镀件相同。此试验适用于镀层较厚的镀件。
(二)塑料基体电镀层拉力试验
1.试样的准备 取截面积为1㎝2的铜柱(或铝柱)和预制的塑料酸性镀铜试样(铜层厚度为30~40um)进行黏合。在室温下加压固化24h,然后用刀子除去铜柱周围的黏合剂,并切断四周镀层(切至塑料基体)待用。
2.测定程序 在拉力机上,用垂直于镀件表面的力进行拉脱试验,直到铜层与塑料基体分离为止。记下拉力值即可求得该塑料镀层的拉脱强度FH(N/cm2)。几个试样的拉脱强度的平均值作为测定结果。
拉脱强度与剥离强度之间的关系按计算。
十一、热震试验
许多覆盖层的附着强度都可用将镀件先加热,然后骤冷的方法来检验。本试验利用的原理:覆盖层与基体金属之间在温度变化时膨胀系数不同,引起附着强度的变化。当覆盖层后来居上基体金属的膨胀系数二者有明显差别时,可采用此方法。
试验过程:将试样放在加热炉中加热至规定的温度(不同的基体和镀层使用的温度不同,)保温1h,温度误差为 10OC。某些易氧化的金属应在惰性气体保护下进行或在还原气氛中加热,也可在适当的液体中加热。
加热后,将试样取出放在室温的水中骤冷,覆盖层不出现起泡、片状剥落等与基体分离现象,即说明附着强度良好。
值得注意的是,加热一般会改善电镀层的结合强度(除此之外,覆盖层向基体金属内部扩散还会产生一个脆性层,而使覆盖层剥离,其剥离原因是由于断裂而不是由于附着强度不好)。因此,任何加热试样的试验,都不能准确表明试验所得覆盖层的结合强度恰好表征镀层的结合强度。
热震试验不适用于锌、镉和铅等软镀层。
十二、深引试验
深引试验常常用来检验薄板金属镀件的附着强度,最常用的方法是“埃里克森杯突试验”和“罗曼诺夫凸缘帽试验”。它们都是用某种冲头把覆盖层和基体金属冲压成杯状和凸缘帽状。
在埃里克森杯突试验中,采用了一种适当的液压装置,将一直径为20mm形冲头,以0.2~6mm/s的速度压人试样中至要求的深度,附着强度差的覆盖层只要经过几毫米的变形就会起皮或脱落。当附着强度好时,即使冲头穿透基体金属,覆盖层也不会起皮。
罗曼诺夫凸缘帽试验装置由普通压力试验机组成,并配有一套用来冲压凸缘帽的可调式模具。凸缘直径为63.5。rn,帽的直径为38mm帽的深度可在0~12.7mm之间调整。一般将试样试验到帽破裂时为止。深引后的未损伤部分将表明深引如何影响覆盖层的结构。
在所有情况下,都必须谨慎的处理试验结果,因为试验过程涉及到覆盖层和基体金属两者的延展性。
上述方法特别适用于较硬的覆盖层,如镀镍和镀铬。
十三、阴极试验
把已经镀覆的试件放在溶液中作阴极,阴极上只有氢析出。通电时由于析出的氢气通过某些覆盖层扩散,并且在覆盖层和基体金属之间任何不连续的部位积累,所产生的压力将会使覆盖层起泡。
本试验是将试样放在90℃的5%的氢氧化钠(p=1.054 g/mL)溶液中,通过电流密度为lO A/dm。的电流处理2 min,在附着强度差的地方会形成许多小泡。如果经过处理15 min镀层仍未起泡,可以认为附着强度好。另外也可以用5%(质量分数)的硫酸溶液在60℃情况下,通过电流密度为10A/dm2的电流处理,试验中附着强度差的镀层会在5~15 min内起泡。
本试验只限于用在使阴极上析出氢气能渗透的覆盖层。如镍或镍+铬覆盖层附着强度差时,用此试验方法比较有效,而对铅、镉、锌、锡或铜等覆盖层不适用。
十四、刷光法试验
使用直径为O.1~0.3 mm细丝做成南径为100mm左右的钢丝轮或钢丝刷(对软镀层),转速为1500~2800r/min,刷光时间不少于15s,然后用肉眼或l~5倍放大镜观察,镀层不应鼓泡、脱落。
十五、试验方法的选择
上述不同的试验方法适用于检查不同种类金属覆盖层的附着强度,选择方法见表1—5。其中,大多数试验对覆盖层及试样都有破坏作用,而某些试验仅破坏覆盖层。即使试验表明覆盖层附着强度好,也不破坏试样,但仍然不能认为试样未受损伤。例如摩擦抛光试验可能使试样变形,热震试验可能使试样的金相组织发生不能容许的变化。
表10-5 各种覆盖层 层属所适合的附着强度试验方法
覆盖层金属
附着强度试验方法 镉 铬 铜 镍 镍/铬 银 锡 锡-镍合金 锌 金
摩擦抛光法 √ √ √ √ √ √ √ √ √
钢球摩擦抛光法 √ √ √ √ √ √ √ √ √ √
拉伸剥离法 √ √ √ √
剥离(粘胶带)法 √ √ √ √ √ √ √ √
锉刀法 √ √ √ √
凿子法 √ √ √ √ √
划线、划格法 √ √ √ √ √ √ √ √
弯曲和缠绕法 √ √ √ √ √
磨、锯法 √ √ √ √
拉力法 √ √ √ √ √ √ √
热震法 √ √ √ √ √ √
深引(杯突)法 √ √ √ √ √ √ √
深引(凸缘帽)法 √ √ √ √ √ √
喷丸法 √ √ √
阴极处理法 √ √ √
刷光法 √ √ √ √ √
注:标有“√”符号的表示覆盖层所适用的试验方法。
第三节 镀层厚度的测量
电镀层的厚度及其均匀性是镀层质量的重要标志,它在很大程度上二影响产品的可靠性和使用寿命。对于防护性镀层,厚的镀层要比薄镀层的耐蚀性好,使用寿命长;耐磨性镀层,厚的镀层要比薄镀层使用寿命长。
电镀层厚度测量方法,应具有一定的准确性。目前用于测量镀层厚度的方法较多,通常电镀层的厚度测量方法有破坏性和非破坏性两大类。属于破坏性的测厚法有点滴法、液流法、电量法(库仑法)和金相法等;属于非破坏性的测量法有量具法、质量法和仪器测量法等。
采用各种方法测量的镀层厚度,除质量法是镀层的平均厚度外,其余大多数是镀层的局部厚度,因此,测厚时至少应取3个点,并计算其平均值作为镀层的厚度。
电镀层厚度检验的取样方法和数量,应按产品的技术要求确定,测定部位除零件有规定部位外,一般应在受检镀件的电镀主要表面的中间部位,必要时在记录测定时指明。
一、计时液流法
本方法适用于检验金属制品上的铜、镍、锌、镉、锡、银和铜、锡合金等镀层厚度,对含有不同光亮剂的镀层,应以相应的已知厚度修正之。
(一)方法原理
零件上的局部镀层,在一定的压力和速度的细流状试液作用下被溶解,镀层厚度根据被检验部分镀层溶解完毕所消耗的时间来计算。镀层溶解完的终点,可由肉眼直接观察金属特征颜色的变化或借助于特定终点指标装置(显示镀层完全溶解瞬间电位或电流的变化)来确定。
二、点滴测厚法
(一)常见镀层
本方法适用于金属基体上的银、铜、锌、镉、镍、铬、锡、铅合金等部厚度的测定.
1.方法原理将溶液以小滴的形式滴在镀层上,停留一定的时间后,再在原处更换新的液滴,以溶解局部镀层所消耗的滴数来计算其厚度。镀层溶解完成终点判断,可直接观察表面变化的特征颜色。
(二)薄铬镀层厚度测定
薄铬镀层点滴法测定厚度,适用于测量在钢、铜、铜镍镀层上厚度不超过1.2 um的装饰性镀层的厚度测定。
三、称量法
(一)方法原理
称量法测厚就是把被测镀层,放在一种不使基体金属(或底镀层金属)受到损坏的溶液中进行溶解,镀层的溶解可以用化学或电化学方法。镀层的厚度按溶解时失去的质量(失重)和被除去镀层的那一部分表面面积来计算确定,按照镀层失去的质量来测定厚度可以分为化学分析和称重法两种。此法适用于检验质量不超过200g的试样的镀件上的镀层平均厚度,其精度为±10%。
1.称重法 将镀过的零件用有机溶剂去油或未镀过的零件用前处理的方法去油去锈并经蒸馏水清洗,在干燥后称取其质量,然后退除镀层或镀上镀层,并经清洗干燥后,再称其失重或增重,由式(1—7)计算零件镀层的平均厚度。
式中 ——镀层的平均厚度,um;
——镀层未溶解时的零件质量或镀后的质量,g;
——镀层溶解后的零件质量或镀前的质量,g;
——镀层所覆盖部分的表面积,Cm2;
——镀层金属的密度,g/mL。
2.化学分析测重法 将待测的零件用有机溶剂去油,浸入规 定的溶液中,等镀层完全溶解后,取出零件,并用蒸馏水冲洗几次(冲洗液流人原溶液中),然后将溶液移至测量容器中用化学分析方法测定溶解的镀层金属质量。镀层平均厚度按式(1—8)计算。
式中 ——镀层的平均厚度,um;
——化学分析测得的镀层金属质量,g;
——镀层所覆盖部分的表面积,cm2;
——镀层金属的密度,g/mL。
四、库仑测厚法
(一)方法原理
库仑法测厚又称电量法或阳极溶解法测厚。它是用适当的电解液阳极溶解精确限定面积的覆盖层,电解池电压的急剧变化表明覆盖层实质上的完全溶解,通过所消耗的电量计算出覆盖层的厚度。由于阳极溶解方法的不同,被测覆盖层的厚度所消耗电量(以库仑计)的计算分为两种。
①用恒定电流密度溶解时,可由试验开始到试验终止的时间计算;
②用非恒定电流密度溶解时,由积累所消耗电量计算,积累所消耗电量由电量计累计显示。
(二)应用范围
本方法适用于测量各种方法得到的覆盖层厚度,包括测量多层体系,如Cu/Ni/Cr以及合金覆盖层和合金化的扩散层的厚度。本方法不仅可测量平面试样的覆盖层厚度,而且可测量圆柱形和线材的覆盖层厚度。可用库仑法测试的覆盖层和基体的典型组合。
(1) 数据处理
覆盖层厚 度用um表示,按式(1—9)计算.
式中 ——镀层厚度,um;
——溶解过程中的阳极电流效率(当电流,效率为100%时,
——测试条件下覆盖层金属的理论析出量,g/C;
——覆盖层被溶解的面积,即测量面积,cm2;
——覆盖层的密度,g/mL;
——溶解覆盖层耗用的电量,C。
若不是使用积分式仪器测试时,则Q按式(1lo)计算。
式中 ——通电电流,A:
——测试持续时问,s。
厚度 可表示为:
此处x在已知金属覆盖层、电解液和电解池条件下为常量。x值即可由密封圈露出的试样面积,阳极溶解的电流效率(通常为100%)、理论析出量和覆盖层金属的密度进行理论计算,也可通过测量已知厚度的覆盖层试验确定。
大多数商品仪器,即可由仪器直接读出厚度,也可以用相应于电解池露出的测量面积和覆盖层金属的系数将仪器读数转换为厚度。
五、金相显微镜法
金相显微镜法测定镀层厚,就是用显微镜检查被测零件的断面来测量金属镀层及氧化物覆盖层的厚度,具有精度高、重现性好等特点,但操作比较复杂,一般用于对镀层厚度有精确要求的产品或校验和仲裁其它测厚方法。
(一) 试验方法
把试样断面进行镶嵌、抛光和浸蚀。将浸蚀过的试片放在带有一定比例尺的金相显微镜上来直接测量,用金相显微镜方法所制得的试样横断面的镀层厚度。
(二) 影响自测量精度的因素
1.镀层表面粗糙度的影响 如果基体金属不平或镀层表面粗糙,则浸蚀后,镀层与基体的接触面不在一条直线上,镀层的表面也不在一条直线上,使读数造成困难,引起较大的误差,以致不能精确测量。因此需要测量厚度的镀件,一定要有平整的基体和光滑平整的镀层。
2.测量横断面的斜度的影响 测量断面,如果由于抛光时不平整,产生一定的倾斜度,或者试样在载物台上放置的不正确而产生斜度,则测得的厚度将大于真实厚度。如果垂直度偏差10O,则测量值比真实厚度大1.5%左右。要想测量的准确,横断面必须垂直于待测覆盖层。
3.镀层变形的影响 对于较软的镀层在镶嵌试样和制备横断面的过程中,由于压力过大可能引起镀层的变形;低熔点的镀层在抛光时如果温度过高也可能造成镀层产生变形;较脆的镀层,在抛光时可能造成镀层的脱落产生变形。这些变形都会影响测量精度。
4.覆盖层边缘倒角的影响 制备试样时,不正确的镶嵌、研磨、抛光和浸蚀都会引起覆盖层横断面的边缘倒角或不平整,采用显微镜测量则得不到真实厚度。因此在镶嵌前,试样常要加附加层,这样可使覆盖层的边缘倒角减至最小。
5.附加镀层的影响在制备横断面时为了保护覆盖层的边缘,减少测量误差,常应在试样上加附加镀层。在镀附加镀层时,一定要注意不能损坏待测镀层,避免因除油、酸洗或形成合金层而使镀层减薄。
6.浸蚀的影响 显微镜测量厚度时,浸蚀工艺很重要,一定要选择适当的浸蚀液和浸蚀时间,使浸蚀后的试样能在两种金属的界面线上产生暗细而清晰的界面线。浸蚀不够或过度的浸蚀会使界面线不清晰或线条变宽,使测量产生误差。
7.抛光的影响不适当的抛光会使一种金属遮盖在另一种金属上,造成两种金属的真实界面线模糊或不规则,达不到平直的要求。为了证实遮盖是否存在,可反复进行抛光、浸蚀和测量厚度,若测量结果有比较明显的变化,则说明试样存在遮盖。
8.放大倍数的影响 对于待测的任何一个覆盖层厚度,测量误差一般随放大倍数减小而增大,选择放大倍数时应使视场直径为覆盖层厚度的1.5~3倍为宜。
9.载物台测微计的影响 载物台测微计若未经比较精确的标定,则会产生百分之几的误差,而这个误差将反映待测试的试样测量中.常用的标定方法是:以满标尺的长度为正确,然后使用螺丝游动测微汁测量每格长度,根据比例算出每格刻度值。
10.目镜测微计的影响 螺丝游动测微计可提供精确的测量结果.的标定应高于测量精度,目镜的标定应由测量厚度的操作者完成。
目镜测微计重复标定误差应小于1%。标定载物台测微汁的两条线的间距应在0·2 um或0.1%以内(有些载物台测微计的精度是经制造厂验证过的,有些载物台测微计在测量距离为2mm时误差为0.4um或者更大。若载物台测微计未作精度标定,则应标定)。目镜测微计具有非线性特征,也能使短距离的测量误差达1%。
11.对位的影响 目镜测微计移动的回程间II,也能引起测量误差。若在对位过程中,始终朝同一方向移动,该误差就会消除。
12.放大倍数的影响 放大倍数在整个视场内可能不一致,如果仅对视的同一段进行标定和测量,测量时没有将界面处于光轴中心也会出现误差。
13.透镜质量的影响 图像不清晰也是产生不正确测量值的因素考一。质量差的透镜难于做出精确的测量,可用单色光束改善图像清晰度。
14.目镜方位的影响 目镜的准线在对线时移动的过程中,必须与覆盖层横断面的界面线垂直,若偏离10。,其误差为1.5%。
15.镜筒长度的影响 镜筒长度的变化会引起放大倍数的变化,若此变化发生在标定或测量过程中,则测量不准确。月镜在镜筒内重新标定时,改变目镜镜筒焦距时,以及进行显微镜微调时,镜筒长度均可能发生变化。
(三)操作步骤
1.试样切取 一般可以从零件主要表面上的一处或几处切取试样,除特殊规定外,切割部位应具有代表性的部位,切割方式应不影响其测量的准确性。
2.试样镶嵌 镶嵌前,为了防止覆盖层断面边缘倒角,镀层上尽可能再加镀不小于lOum的其它镀层作支撑覆盖层,以保护待测镀层的边缘,支撑覆盖层的硬度应接近原有的镀层硬度,颜色应与待测镀层有区别。例如,检查镍层厚度时以铜作保护层,反之,检查铜层厚度时则用镍作保护层。如果覆盖层较软,则不能附加更硬的金属镀层,因为金属越软越容易被抛光掉。
锌、镉不用铜作支撑覆盖层,因为在浸蚀操作时,产生置换铜层,使待测镀层的界限不分明。锌可用镉作保护层,反之,镉可用锌作保护层。硬的、脆的镀层不能施加支撑覆盖层时,可以选用适当的镶嵌,如镶嵌前将试样紧紧地裹上一层铝箔,使其紧密牢固地粘于待抛光的试样上。为使测厚准确,镶嵌试样要求切取的横断面垂直于待测镀层(垂直度偏差10。时外观厚度较真实厚度约高1.5%)。
对于可受微热(<150℃)和微压(<200kg/mm2)的镀层可采用胶木粉、聚氯乙烯粉等进行热镶嵌;受微压而不能受微热的镀层则采用机构夹持;不能受微热和微压的镀层则采用冷镶嵌,即用窒温下固化的塑料镶嵌,常用的这类材料有两种:
①环氧树脂(6101)100g,乙二胺8g;
②环氧树脂100g,邻苯二甲酸二丁酯15~25g,二乙烯三胺6~7g。
塑料镶嵌时,在外表面边缘处必须夹持几片相似金属的薄片。进行镶嵌操作进,镶嵌材料应与试样接触面密合,镶嵌材料边缘至待测镀层表面应有足够的垂直距离,这样抛光时可减少镶嵌装置发生倾斜。
3.研磨和抛光保持被研磨的表面垂直于镀层表面是一个关键.研磨前,在镶嵌好的边缘刻上一参考标记,就容易测定出偏离水平的倾斜度。研磨操作方向与覆盖层表面成45。角,每更换一次砂纸,研磨操作方向与前次方向成90。,每次研磨时间不宜过长,压力应保持最小。
镶嵌试样的研磨应选用合适的砂纸和润滑剂,一般首先选用100号或180号砂纸、水和无色乙醇。当磨去所有变形的部位,试样的真实轮廓显现出来后,就可依次换用240、320、500、600号砂纸进行研磨。每次研磨时间不宜超过30~40,,最后在抛光盘上抛光2~3min.抛光盘上粘有金刚砂粒为4~8 um,的研磨膏,以无公乙醇作润滑剂消除划痕,便于观察。如对表面抛光等级要求特别高时,可选用金刚砂粒为1um。的研磨膏进行抛光。
在制备很软的金属试样时,研磨过程中砂粒容易被嵌入金属表面,这时应将砂纸全部浸入润滑剂中,或采用循环流动润滑剂,使嵌入量减至最小.如果砂粒已经嵌入,消除的方法是:在研磨后和金刚石精抛前这段时期,采用轻度短时间精工抛光,或进行几次浸蚀、抛光交替循环处理。
4.浸蚀 为使试样断面清晰,显露出镀层和基体金属,抛光的试样应选择适当的浸蚀剂仔细地进行浸蚀以便清晰地显示出保护层、镀层和基体金属的界线。浸蚀完毕后,试样先用清水冲洗后用乙醇冲洗,并倾斜放置,以热风快速吹于。有代表性的浸蚀剂有如下7种,见表l0-6。
5.测量 用验证或桂冠定过的载物台测微计校准显微镜及测量装置。把处理好的试样放在载物台上,测量覆盖层横断面图像的宽度,在显微断面上,沿长度至少取5点测量,求其平均值为覆盖层厚度。
表10-6 7种有代表性的浸蚀剂
序号 浸蚀液 应用范围和说明
1 硝酸HNO3(相对密度1.42) 5mL
乙醇C2H5OH(95%) 95mL 用于钢铁上的镍或铬
镀层,主要是浸蚀钢
这种浸蚀剂应是新配制的
2 三氯化铁FeC13·6H2O 10g
盐酸HCI(相对密度1.16) 2mL
乙醇C2H5OH(95%) 98mL 用于钢和铜合金基体上的多层镍,显示组织剂分辩每一层镍
主要是浸蚀镍,过度时腐蚀钢和铜合金
3 硝酸HNO3(相对密度1.42) 50mL
冰乙酸CH3COOH 50mL 用于钢和铜合金基体上的多层镍,显示组织剂分辨每一层镍
主要是浸蚀镍,过度时腐蚀钢和铜合金
4 过硫酸铵(NH4)2S2O8 10g
氢氧化铵NH4OH(相对密度0.8) 2mL
蒸馏水90mL 用于钢和铜合金基体上的锡和锡合金镀层
主要是浸蚀铜、铜合金
这种浸蚀剂应是新配制的
5 硝酸HNO3(相对密度1.42) 5mL
氢氟酸HF(相对密度1.14) 2mL
蒸馏水93mL 用于铝和铝合金上的镍和铜镀层
主要是浸蚀铝和铝合金
6 铬酐CrO3 20g 硫酸钠Na2SO4 1.5g
蒸馏水 100mL 用于钢上的锌和镉镀层,以及锌合金上的镍和铜镀层
主要是浸蚀锌、锌合金和镉
7 氢氟酸HF(相对密度1.14) 2mL
蒸馏水 98mL 用于铝合金的阳极氧化
主要是浸蚀铝和铝合金
对于显微镜及其附件的使用与标定,以及横断面的制备方法都应加以选择,使待测覆盖层厚度的误差在1um或真实厚度的10%中较大的一个值之内,在良好条件下,使用一台显微镜,本法能得到0.8um的绝对测量精度,当厚度大于25um时,合理的误差均为5%或者更小。
六、扫描电子显微镜法
(一)试验方法
从待测试样上指定部位垂直于覆盖层切割一块试样,经过镶嵌、研磨、抛光和浸蚀制成横截面金相试样,利用扫描电子显微镜进行测定镀层厚度。
在观察屏上用显微图像微标尺测定传统的显微图像,也可用影相放大机测定胶片(负片)或直接测定放大的相片(正片)。
(二)影响测量精度的因素
有关表面粗糙角、试样横截面的斜度、覆盖层的变形、覆盖层边缘的倒角、附加镀层、浸蚀和遮盖等因素的影响与金相显微镜测镀层厚度时相同。
1.对比度差的影响 当金属的原子序数靠近时,几种覆盖层之间的边界以及覆盖层与基体之间的边界在观察屏中的目察对比差显得很不清晰。对于一些金属组合,采用能量色散x射线技术主背散射电子像技术。
2.随便大倍数的减小而增大。放大倍数采用多大,按实用情况选择,使视场为覆盖层厚度的1.5~3倍。一般商品扫描电镜的放大倍数误差指标为±lo%,可采用金属标准微刻度尺校正放大倍数,减少放大倍数的误差。
3.放大均匀性的影响 由于整个视场的放大可能不均匀,一般商品扫描电镜在显示屏的中心和连角之间的放大误差指标小于25%。:因此必须在视场的同一部位进行校正和测定,以免除大的不均匀所造成的误差。
4.放大倍数稳定性的影响 金属标准微刻度尺和待测试样可安装在同一样品座架上,也可分开安装。用样品柱高度调节器保证试样横截面与标准微刻度尺处于同一水平面上,以便能在较短的时间内测定试样厚度和标准刻度而减少放大倍数的稳定性的影响。
在标准微刻度尺的标度摄像之后,不使用聚焦控制和其它的电子控制,而调整样品台的X、Y和Z扭臂使测试试样处于电子束焦点,以防止调整聚焦或其它电子控制时放大倍数的变化。
5.显微图像稳定性的影响 显微图像的尺寸可能会随时间、温度和温度的变化而改变。若标准微刻度尺的标度图像和试样厚度显微图像用同一胶卷拍摄、同一相纸洗印并存放在一起,可头少因显微图像和尺寸变化带来的误差,建议采用涂树脂相纸。
(三)操作步骤
扫描电子显微镜一般是专职技术人员操作,因此具体的操作方法本文不再赘述。
测试试样的准备与金相显微镜法相类似,这里仅强调一点是在镶嵌试样时,为防止金属覆盖层的横截面边缘倒角,与金相显微镜法相同,常需要加支撑层,要求支撑层的电信号与覆盖层的不一样。镶嵌材料和表面必须具有导电性,以防止电荷积累。
(四)测量精度
仪器的校正与操作都应保证覆盖层厚度测定误差小于10%或0.1um。
七、磁性测厚仪法
磁性测厚仪法是测量磁性金属基体上非磁性覆盖层厚度的方法。使用的仪器一般称为“磁性测厚仪”。
(一) 基本原理
磁性测厚仪是根据磁性基体上的非磁性镀导对磁引力和磁感应的影响而工作的。由于非磁性镀层厚度不同,闭合磁路中的磁通量发生相应改变,因此可利用测定磁性基体上非磁性镀层的磁阻或者是磁引力的变化来反映被测部分镀层的局部厚度。本法适用于测量铁基体上的非磁性镀层、化学保护层和油漆层的厚度。
(二) 影响测量精度的因素
1.覆盖层厚度的影响测量精度随覆盖层厚度的变化而变化,并与所选用的测厚仪的型号有关。对于较薄的覆盖层,其测量精度是一个常数,与覆盖层的厚度无关;对于厚的覆盖层,其精度与覆盖层的厚度近似成正比。
2.基体金属磁性的影响 磁性法测厚,受基体金属磁性变化的影响(在实际应用中低碳钢磁性的变化可以认为是轻微的),为了避免热处理和冷加工因素的影响,应使用与试样基体金属具有相同性质的校准标准片对仪器进行校准。
3.基体金属厚度的影响 不同型号的仪器有不同的基体金属的临界厚度值。若基体金属厚度超过临界厚度值,测量值将不受基体影响。
4.镀层表面的外在杂质,妨碍测量探头与镀层表面紧密结合,影响测量结果,因此测量之前应除掉镀层表面上的油污及其它杂质,并且不应在可见缺陷如助焊剂、酸蚀斑、渣滓或氧化物等处进行测量。
5.测量时,探头要垂直放在零件表面上。磁力型仪器因受地球引力的影响,故用于水平方向或倒置方向测量时,应在这种位置使用磁力型仪器测量铅和合金镀层厚度时,磁体探头能被镀层粘附,遇此情况,可在镀层表面上涂上油膜,以改善重现性。
6.含磷量8%以L的化学镀覆的磷镍合金层是非磁性镀层,但经过热处理后便产生磁性,因此应该在热处理前测量厚度,若在热处理后测量,则仪器应在经过热处理的标准样板上进行校正。
⑩镀层厚度小于5um时,应进行多次测量,然后用统计方法法法度求出其结果。
(三)测量精度
此方法测量精度取决于仪器的性能、操作和校准情况。此方法能使所测得的覆盖层厚度值与真实厚度值的误差在 lo%或1.5um以内,两个误差取其最大值。
八、涡流测厚仪法
涡流测量法可以测量非磁性导电金属基体上非导电覆盖层厚度和非导电基体上的导电覆盖层的厚度。在覆盖层和基体的电导率相差较大的情况下,该法也可以用来测量非磁性导电基体上的非磁性导电覆盖层厚度。使用的仪器一般称为“涡流测厚仪”。此方法适用于测量大多数铝阳极氧化覆盖层的厚度,但不适用于测量所有薄的特化膜,也可用于测量铝或铜及其合金基体上的油漆漆或其它非导电层的厚度,以及非导电基体上铜箔的厚度等。
(一)基本原理
涡流测厚仪是用载有高频电流的探头线圈在被测金属镀层表产生高频磁场作用,由此而引起金属内部的涡流,此涡流产生的磁场又反作用于探头线圈,使其阻抗发生变化。随着厚度的改变,由于探头线圈与基体金属表面之间的距离相应变化,因而探头线圈的阻抗发生变化。所以测出探头线圈的阻抗值,就可间接反映出镀层的厚度。
第四节 镀层的耐蚀性试验
镀层的耐蚀性测定方法有户外曝晒腐蚀试验和人工加速腐蚀试验。户外曝晒试验对鉴定户外使用的镀层性能和电镀工艺特别有用,其试验结果通常可作为制定厚度标准的依据。人工加速腐蚀试验主要是为了快速鉴定电镀层的质量。但任何一种加速腐蚀试验都无法表征和代替镀层的实际腐蚀环境和腐蚀状态,试验结果只能提供相对性。
人工加速腐蚀试验方法有:中性盐雾试验;乙酸盐雾试验;铜加速乙酸盐雾试验;腐蚀膏腐蚀试验;电解腐蚀试验;二氧化硫腐蚀试验;硫化氢腐蚀试验;潮湿试验等。
一、不同环境的腐蚀条件
(一) 不同环境的腐蚀条件
一般产品的使用环境大致分为室内环境、室外环境和海洋气候环境三种。
1.室内环境 空气中侵蚀金属的主要因素大多数是氧气。但是当空气中有一定的相对湿度(即所谓临界湿度)时才会发生重要的实际腐蚀作用。一般临界湿度约在60%~70%之问,超过临界湿度越大,则腐蚀作用越大。
在居住和工作房间中夏季的相对湿度高,因而腐蚀作用比冬天大。在山区和海洋地区,室内的相对湿度大多比平坦的内地高,腐蚀作用相对大。如果空气中不存在特别侵蚀的成分,那么腐蚀的量一般来就比较小。因此,腐蚀作用会由于尘埃的增加,空气中的气态杂质,特别是二氧化硫、酸雾(由燃烧气体产生)、含硫有机化合物(厨房和餐室中)、氨气(主要是厕所,木工场)等含量增加而加剧。
更严重的腐蚀可能是由于制件和各种物体相接触而产生。如接触汗水、木材(有机酸或浸渍剂),纸张(酸、碱,氯和硫化物)等。
2.室外环境在室外环境中腐蚀影响的情况基本上同室内环境相似,它们的主要差别是室外环境大多数情况会有更多的杂质和大气尘埃。
雨水,一方面润湿金属,从而促进腐蚀作用;另一方面,它也可能加速腐蚀成分的冲洗,从而减轻腐蚀作用。室外环境中主要腐蚀因素起源于烟道气,这些气体使空气中硫化物的含量加大,特别是二氧化硫、硫酸和硫酸铵。因此,大气腐蚀一般是工业区大于市区,而市区又大于农村,在住宅区冬天空气中硫含量大都显著高于夏天。
3.海洋气候环境 在海岸上,大都有高的相对湿度(80%以上)和高的盐含量,这促使腐蚀作用增强。但腐蚀危险地带沿海岸只有几公里宽,并且在这区域的内部也有显著的差别。如果物体直接受到海水区域的细水雾粒作用,则还会加速腐蚀作用。
如放置在船舶甲板上的物体,受到直接海水飞溅,就会产生严重的腐蚀。在这种情况下将使腐蚀作用增高到和最严重的工业区大气腐蚀相同。
(二) 各种镀层腐蚀反应情况
1.属的平均腐蚀速度各地区金属的平均腐蚀速度见表10-7。
表10-7 各地区金属的平均腐蚀速度(单位um/a)
金属 农村空气 城市空气 工业区空气 海洋空气
铅 0.7~1.4 1.3~2.0 1.8~3.7 1.8
镉 1 2~15 15~30 1
铜 1.9 1.5~2.5 3.2~4.0 3.8
锌 1.0~3.4 1.0~6.0 3.8~19 2.5~15
锡 1 1.5 1 1
镍 1.1 2.4 4.5~5.8 2.8
2金属电镀层在不同环境下的腐蚀
(1)铅镀层在室内环境中,铅镀层大多数是很稳定的。但在以下4种情况下可能形成显著的腐蚀:①低脂肪酸(由木材和塑料产生);②酚(在医院内或出自沥青物质);③冷凝水长期接触;④湿的碱性物质。
在室外环境中,铅镀层厚度在10um,对工业医空气已显示有良好的结果。铅镀层在海洋气候环境下是不稳定的。
(2)铬镀层一般厚度在lum以下的光亮镀层,只起到防止变暗的作用。厚度大于lun时,镀层会有过早脱落现象,这是由于铬镀层的内应力和不充分的黏附所引起的。
装饰铬层(铜一镍铬)如无孔,则可以完全保护下面的金属,并可以无限期地防止大气的各种影响。氯化氢(盐酸)气体和稀硫酸对铬镀层有腐蚀作用。
(3)镉镀层在室内具有良好的防蚀能力,厚度在3um以上一般均可以保持表面的美观色彩,它对轻度的冷凝水的侵蚀有充分的稳定性。但在严重冷凝水侵蚀下和室外环境中将发生显著的腐蚀,此时,镀层厚度应在12um以上。
镉在腐蚀时因环境条件的不I司,相对于钢而言,也可能是阳极性镀层,也可能是阴极性镀层。
(4)铜及铜合金镀层 不论在室内和室外环境中,该类镀层均易变暗,但比钢稳定,如果有孔隙,则易导致钢的锈蚀(阴极性镀层的特征)。故铜镀层很少单独用来防止大气腐蚀作用,一般用作中间层或打底镀层。
黄铜层在正常的室内环境中较不易变化,且使用较广。黄铜常应用于橡胶工业中,具有良好的接合性。但黄铜镀层在湿或污浊的室内环境中以及大多数室外环境中,也会迅速变暗。黄铜与硫化物作用后能进一步的防止腐蚀:Cu+S——Cus(黑色的保护膜)。
黄铜表面涂以透明有机覆盖层能保持金黄颜色。
(5)镍镀层 镍比钢稳定,但镍镀层有多孔性,因此,镍的厚度要在20 um以上,或镀镍前镀以一定厚度的铜镀层。为保持镍的光泽,往往在镍的表面镀以铬层。
(6)锌镀层 价廉,并且有良好的耐气候性。锌是阳极性镀层,有自腐蚀,以保护下层的钢基体金属的作用,所以锌镀层存在小孔在一定程度上可以说是无害的。
锌在常温冷凝水作用下会产生白点,损坏锌层表面的外观,从防锈观点而言一般是无关紧要的,但在极度冷却的冷凝水作用下锌层就可能短时间内完全被破坏。锌镀层不建议用快速腐蚀试验方法,一般测量其镀层的厚度也就可以了。为了加强对锌层的保护通
常采用化学钝化或涂上一层保护涂层。
(7)锡镀层在室内环境中锡镀层能保持它的光泽。它在室外环境中的耐蚀情况和铅镀层一样。
二、静止户外曝晒腐蚀试验
把各种金属覆盖层、转化膜和其它无机覆盖层静止在户外曝晒场内的试样架上,进行自然大气条件下的腐蚀试验,定期观察及测定其腐蚀过程特征和腐蚀速度,并进行记录,这种方法称为静止户外曝晒腐蚀试验。又叫大气曝晒试验。
(一) 曝晒条件
根据曝晒场所在地区的环境,一般将大气条件分为工业性大气、海洋性大气、农村大气、城郊大气4类。
1.工业性大气 在工厂集中的工业区,大气中被工业性介质(如SO2、H2S、NH3及煤灰等)污染较严重。
2.海洋性大气靠近海边200 m以内的地区、大气易受盐雾污染。
3.农村大气远离城市没有工业区废气污染的乡村,空气洁净,大气中基本上没有被工业性介质及盐雾所污染。
4.城郊大气在城市边缘地区,大气中较轻微地被工业性介质所污染。
(二) 曝晒方式
根据试验目的,试样可以采用以下敞开曝晒、遮挡曝晒、封闭曝晒等方式。
1.敞开曝晒 敞开曝晒的试样直接放在框架上。框架采用能够耐规定条件腐蚀的材料制作,框架最低边缘距地面高度不低于O.5 m,架子与水平面成45。角,并且面向南方。架子附近的植物高度不应大于O.2 m。
2.遮挡曝晒 试验在遮挡曝晒棚巾进行,可以使用通常的屋顶材料做伞形棚顶。棚顶做成倾斜的,以便能让雨水流下,但要能完全防止雨水从棚顶漏下,且能完全地或部分地遮蔽太阳光直接照射试样。棚顶高度应不小于3 m。
3.封闭曝晒采用百叶箱作为封闭曝晒用棚。设计时,应防止大气沉降、阳光辐射和强风直吹。但应与来自外界的空气保持流通。棚顶应是不渗透的,且有适当倾斜,有檐和雨水沟槽。百叶箱应是活动百叶箱类型,箱内外大气可以进行空气交换,雨、雪不会进入箱内。根据放在架子上的试样数量选择百叶箱的内部尺寸。百叶箱应放在试验场的空地上。若同一个试验站放置两个以上的百叶箱,则箱子之间的最小距离应等于箱子高度的2倍。
(三) 试样要求与试样放置
l.试样要求
①为使边缘效应减到最小,并且得到有代表性的腐蚀,户外曝晒试验用的每一个试样表面积都应尽可能大。在任何情况下都不要小于0.5dm2。片状试样以50mm×100mm的钢板(或其它金属板)为基体金属。零部件试样则规格不限。
②每个试样应有不易消失的标记,如打上钢字或挂有刻字的塑料牌等。
③试样在试验之前,应有专用的记录卡,记录试样的来源、编号、数量、厚度、镀层的基本性能等。并编写试验纲要(包括试验目的、要求、检查周期等)。每种试样需留l~3件保存于干燥器内,以供试验过程检查对比之用。
④在任何一批试验中,试样数量的选择要根据试样的类型、评价物理性能所需的数量以及在曝晒试验期间预计要取出检查的数量来决定。对于某一规定的评价,所采用的每种试样数量不能少于3件,表面积最小为O.5 dm。。
⑤试样在户外开始曝晒后,头一个月内每十天检查记录一次。以后每月检查记录一次。曝晒超过2~3年以后,每6个月检查记录一次。
2.试样放置
①各试样之间,或试样与其它会影响试样腐蚀的任何材料之间不要发生接触。一般可采用耐大气腐蚀的、且不会腐蚀试样的非金属材料制作夹具或挂钩,把试样固定在框架上,并使试样和夹具之间的接触面积尽可能小。
②腐蚀产物和含有腐蚀产物的雨水不得从一个试样的表面落到另一个试样的表面上。试样之间不得彼此相互造成遮盖,也不得受其它物体的遮盖。
③容易接近表面,也容易取下试样。
④防止试样跌落或破坏。
⑤试样都曝晒在相同的条件下,均匀地接触来自各个方面的空气。
⑥从地面上溅回的雨滴不得到达试样的表面。
⑦刘户外曝晒来说,试样表面应朝南;一般试样表面倾斜45。角,且不要被附近的植物或其它物件遮蔽。
⑧在伞形棚下或百叶箱曝晒的试验,除非另有规定,否则一般都将试样倾斜45。角。
三、人工加速腐蚀试验
金属镀层的人工加速腐蚀试验,主要是为了快速鉴定金属镀层的质量,如孔隙率、厚度是否达到要求,镀层有否缺陷,镀前预处理和镀后处理的质量等;同时也用来比较不同镀层抗大气腐蚀的性能(但不能反映大气条件下的使用寿命)。人工加速试验的腐蚀条件,应能保证镀层的腐蚀特征和大气条件下的腐蚀过程相仿,它有别于化学工业气体和化学溶液的直接腐蚀。
人工加速试验的种类很多,常用的有7种:中性盐雾试验
(NISS试验);乙酸盐雾试验(ASS试验);铜加速乙酸盐雾试验(CASS试验);腐蚀膏腐蚀试验(COSRR试验);电解腐蚀试验(EC试验);二氧化硫腐蚀试验;硫化氢腐蚀试验。
(一) 中性盐雾试验
中性盐雾试验(NISS试验)足目前应用最广泛的一种人工加速腐蚀试验,它适用于防护性镀层(如镀锌层、镀镉层等)的质量鉴定和同一镀层的工艺质量比较,但不能作为镀层在所有使用环境巾的抗腐蚀性能的依据。
1.试验溶液将化学纯的氯化钠溶于蒸馏水中或去离子水中,其浓度为(50±5)g/L,溶液的pH值为6.5~7.2,使用前需过滤。
2.试验设备用于制造试验设备的材料,必须抗盐雾腐蚀和不影响试验结果;箱的容积不小于0.2m3,最好不大于0.4m3,聚积在箱顶的液滴不得落在试样上;要能保持箱内各个位置的温度达到规定的要求,温度计和自动控温元件,距箱内壁不小于100。m,并能从箱外读数;喷雾装置应包括喷雾气源、喷雾室和盐水储槽3个部分。压缩空气经除油净化,进入装有蒸馏水,其温度高于箱内温度数度的饱和塔而被湿化,再通过控压阀,使干净湿
化的气源压力控制在70~170kPa范围内。喷雾室由喷雾器盐水槽和挡板组成。
3.试验条件
试验温度:(35 2)℃; 降雾量:l~2mL/h/80cm2;
相对湿度:>95%; 喷雾时间:连续喷雾。
盐水溶液pH值:6.5~7.2;
试验时间应按被试覆盖层或产品标准的要求而定;若无标准,
可经有关方面协商决定。推荐的试验时间为2h,6h,16h,24h,48h,96h,240h,480h,720h,960h。
4.试样试样的数量一般规定为3件,也可按有关方面协商确定。试验前必须对试样进行洁净处理,但不得损坏镀层和镀层的钝化膜。试样在盐雾箱中一般有垂直悬挂或与垂直线成15。~30。角两种放置方式。试样间距不得小于20mm。试样支架用玻璃或塑料等材料制造,支架上的液滴不得落在试样上。
试验后用流动冷水冲洗试样表面上沉积的盐雾,干燥后进行外观检查和评定等级。
5.试验结果的评价 通常试验结果的评价标准,应由被覆盖层或产品标准提出。就一般试验而言,常规记录的内容有4个方面:①试验后的外观;②去除腐蚀产物后的外观;③腐蚀缺陷,如点蚀、裂纹、气泡等的分布和数量;④开始出现腐蚀的时间。
其中前3个方面,可采用GB 6461标准所规定的方法进行
(二) 乙酸盐雾试验
乙酸盐雾试验(ASS试验)适用于检测铜/镍/铬复合镀层和镍/铬镀层,也适用于铝的阳极氧化膜。
1.试验溶液将氯化钠溶于蒸馏水或去离子水中,其浓度为(50±5)g/L。在上述溶液中加入适量的冰乙酸,使溶液DH:3·1--3.3。溶液在试验前必须过滤。
2.试验条件和方法 参阅中性盐雾试验。
(三) 铜加速乙酸盐雾试验
铜加速乙酸盐雾试验(CASS试验)适用于检测铜/镍/铬复合镀层和镍/铬镀层,也适用于铝的阳极氧化膜。
1.试验溶液在 1L蒸馏水中加入(50±5)gNaCI;在上述溶液中再加入(0·26±O.02)g ctlcl2·H20;用冰乙酸调节pH值至3·2 0·1;过滤除去固体杂质所用试剂均为化学纯。
2.试验条件和方法 参阅中性盐雾试验。
(四) 腐蚀膏腐蚀试验
腐蚀膏腐蚀试验(CORP,试验)是将含有腐蚀性盐类的泥膏涂敷在试样上,待泥膏干燥后,将试样放在相对湿度一定的潮湿箱中按规定时间周期进行暴露,试验完毕后取出试样进行检查和评价。本方法适用于钢铁和锌合金上铜/镍/铬等装饰性镀层耐蚀性能的快速鉴定。
1.腐蚀膏的制备
方法l:在玻璃烧杯中溶解0.035g硝酸铜[Cu(N03)2·3H2O],0。165g三氯化铁(FeCl3·6H20)和0.1g氯化铵(NH4C1)于50mL蒸馏水中,搅拌,加入30g高岭土,用玻璃棒搅拌使浆料充分混合并使其静置2min,以便高岭土被充分浸透。使用前再用玻璃棒搅拌使其充分混合。
方法2:称2.5g硝酸铜[cu(N03)2·3H20]在500mL容量瓶中用蒸馏水稀释至刻度,称取2.5g三氯化铁(FeCl3·6H20)在500。,L容量瓶中用蒸馏水稀释至刻度,称50g氯化铵(NH4CI)在500。L容量瓶中用蒸馏水稀释至刻度,然后取7 mI硝酸铜溶液,33mL三氯化铁溶液和10mL氯化铵溶液于烧杯中并加入30g高岭土,用玻璃棒搅拌。
上述两种方法可任选其一,所用试剂均采用化学纯,并且最好现配现用。
2试验方法
①用二甲苯乙醇溶剂清洗试样表面上的油污和脏物。
②用一个蘸有配好的腐蚀膏的干净刷子在试样上做圆周运动使试样完全被覆盖,然后用刷子轻轻地沿一个方向将涂层整平。湿膏膜厚度不能小于O.08mm,也不能大于0.2mm。试样置于潮湿箱前,在室温EL相对湿度低于50%的条件下干燥lh。如环境相对湿度不能低于50%时,可在温度为(20±5)℃的环境条件下进行干燥。
③将试样移至潮湿箱中进行试验。潮湿箱暴露区的温度维持(38±1)℃,相对湿度维持在80%--90%之间。只要箱内湿度不低于80%,允许在箱顶和箱壁上产生凝露。
④在潮湿箱中连续暴露16h作为一周期。试验周期及循环次数在产品技术条件中规定。若试验需进行两个周期以上,则第l周期结束后,用清水和海绵将试样匕的膏剂清除干净,再用如前所述方法涂上新的泥膏,如此反复循环。
3.试样的检查和评定取出试样,首先检查带有完整泥膏的试样,然后用新鲜清水清洗并以清洁的粗棉布或人造海绵除去所有的泥膏。可用一种软磨料(例如氧化镁等),除去任何黏附较牢的物质。
试验结果的评价标准通常是在覆盖层或受试产品的规范中给定。对于一般试验,仅需考虑3点:①试验后的外观;②除去表面腐蚀产物后的外观;③腐蚀缺陷的数量和分布,如凹点、裂纹、气泡等。可按GB 6461-86标准规定的方法进行评定。
(五)电解腐蚀试验
电解腐蚀试验(EC试验)用来评价户外钢铁上或锌基压铸件上铜/镍/铬和镍/铬装饰性镀层的耐蚀性能,方法快速而准确。它依据的原理是使铬层上不连续处,如裂纹、孔隙被暴露的镍层在电解液中作阳极溶解。试验表明,通电2min产生大约相当于一年的使用所出现的同样的腐蚀程度。
1.仪器。
(1)恒电位仪 能在±0。002V内调节阳极电位,能保证被试表面电流密度稳定在3.3 mA/cm2。
(2)电解池 电解池的结构如图1—20所示。其容器要能容纳足够的电解溶,使试样(阳极)、阴极和参比电极浸入其中。电解池的底面和侧面平整透明,最好能附有均匀照明底部的装置,以便观察阳极试样表面。
(3)指示剂溶液槽 底面和侧面要平整透明。试验钢基试样时,要有均匀照明底部的装置。试验锌试样时,附有照明侧面和使底部变黑的装置。
(4)其它 阴极一般采用镀铂的钛片或铂金片,参比电极用饱和甘汞电极。鲁金毛细管尖端的内径约为1mm,外径约为2mm,上部玻璃内径能放入甘汞电极。
2.试验溶液 常用试验溶液和显示液见表10-8
表10-8 常用试验溶液和显示液
基体金属 试验溶液 显示液
锌压铸件 硝酸钠(NaNO3)10.0g/L 冰乙酸2mL/L
氯化钠(NaC1)1.3g/L 喹啉8mL/L
钢铁件 硝酸(HNO3)(相对密度1.42)5m/L
该溶液寿命为每升溶液使用900C 冰乙酸2mL/L
硫氰酸钾3g/L
钢铁件 硝酸钠(NaNO3) 10.0g/L
氯化钠(NaC1) 1.0g/L
硝酸(HNO3)(相对密度1.42)15mL/L
盐酸二氮杂菲 1.0g/L
该溶液寿命为每升溶液使用200C 溶液中已加有指示剂,故不必定期把试样从电解槽中移到显示剂溶液中
3试验条件试样最高电流密度3.3mA/cm2。试样相对于甘汞电极的电位为+0.3V。必要时,可稍低些,以便保持试样的最高电流密度。通电周期为通电lmin,断电2min。
4试验方法
①选择试验用的试样,用绝缘漆或胶带将不需试验的部位密封。
②测定要试验部分的表面积,按3.3mA/cm2。计算总的电流强度。
③除去试样表面油污并清洗下净。
④按图1—20接好试验装置,调节恒电位仪,使阳极电位恒定于+0.3 V。
⑤开始电解,并启动计时器、记录电流。
⑥连续电解1 min,然后停止电解和计时。
⑦取出试样,用流动水清洗,将试样移入相应的显示剂溶液
巾。钢铁基体镀件,可观察到红点;在锌基试样表而出现白色浑浊
液流,表示覆盖层被穿透,基体金属已腐蚀。
⑧重复上述步骤,直至所需电解时间到达为止。
(六) 二氧化硫腐蚀试验
二氧化硫腐蚀试验主要用快速评定防护一装饰性镀层在二氧化硫气氛和凝露条件下面的耐蚀性能和质量。
1.试验条件和试验方法
①将(2·0±0.2)L电导为(或低于)500 的去离子水或蒸馏水盛于箱子底部。
②试样放好后关闭试验箱。
③将O。2 L的二氧化硫气体通人试验箱内,并开始计时。
④接通加热器,使箱内温度在1。5h内升至(40±3)℃并保持此温度。
⑤以24 h为一周期,在每个试验周期内,可以是在试验箱内连续暴露,或是在箱内先暴露8h,然后在室内环境大气中暴露16h。无论采用哪种方法,在每一周期开始之前,必须更换试验箱内的水和二氧化硫气氛。在室内暴露中,要求大气温度为(23 5)℃.
相对湿度<75%。
2.试验箱 最好使用容积为10L的试验箱,其门可以严密封闭,并配有温度调节加热和气体导人装置,典型的腐蚀试验箱结构。
3.试验结果的评定标准 通常是在覆盖层或受试产品的规范中给定。对于常规试验,仅需考虑下列4点:①试验后的外观;②除去表面层腐蚀产物后的外观;③腐蚀缺陷(指针孔、裂纹、鼓泡等)的数量和分析;④第一个腐蚀点出现以前经历的试验时问。
其中前3点可按GB 6461标准规定的方法进行评定。
(七) 硫化氢腐蚀试验
硫化氢腐蚀试验适用于铜和铜合金镀层以及银和银合金镀层的抗变色腐蚀试验。
1.试验条件
硫化氢浓度(体积百分数):0.5%±O.1%;温度:(42 1)℃;
相对湿度:90% 5%;
试验时间:每5min观察一次,直至变色,累计变色时间。表面涂保护膜者在开始lh内,5min观察一次,如无变化,则以后每隔lh观察一次,直至变色,累汁变色时间。
2.试验方法在一透明可观察的试验箱内进行试验,箱内保持规定的试验条件,被测零件悬挂其中,并能保持使气体畅通的适当间距,不得互相遮蔽。
(1)硫化氢气体的配制 用硫化钠和硫酸反应产生硫化氢: 。如在50L的试验箱中,可用化学纯的硫化钠0.8g和化学纯硫酸lg起反应,使产牛规定浓度的硫化氢。试验箱内盛器中先放入规定的硫化钠,经30 n1IJ蒸馏水稀释后的l g硫酸通过安全漏斗流人箱内盛器中。
(2)试验结果评定 可与未试验的原样比较,来确定其变色的最初时问,也可以规定一定的试验时间,然后检查确定变色面积和程度,用相应的标准进行评级。
四、金属镀层及化学处理层腐蚀试验结果的评定和鉴定
对金属基体表面镀覆的阴极性镀层,如铜基体上或锌压铸件及铝合金上的Ni/Cu、Cu/Ni/Cr、Cu—Sn合金/Cr等镀层,经过静止户外曝晒腐蚀试验,人工加速腐蚀试验,腐蚀膏腐蚀试验、电解腐蚀试验,二氧化硫腐蚀试验等,对所产生的各种不同的腐蚀结果,应作出保护性等级的评定。下文简述评定和鉴定方法。
(一)、评定名称的定义
1.主要表面它是指镀层要起主要保护作用的表面,或受腐蚀试验的表面。该面应在产品标准中注明或在试验时商定。
2.镀层腐蚀它是指镀层的泛点变色,不包括变暗。泛点变色一般不易擦去且与整个表面有明显界限,变暗则易于抹亮与整个表面无明显界限。
3.基体腐蚀点 它是指穿透镀层的基体金属腐蚀点,其大小不包括随同出现的锈迹。腐蚀点不易擦去,而锈迹则易于抹除。
4.考核面积它是人为划定5 mm2的面积作计算用,此考核面积一般应取在产品的主要表面积上。
5.边缘面积当计算方格数N时,位于测试边缘的方格,超过二分之一及其以上者,以一个方格计算,不到者略去不计。
(二)、试验后的试样处理
试样应在腐蚀试验完毕后,立即进行处理后检查,如有必要,需将腐蚀介质的残余物除去,此时可用流动水冲洗之后,再作检查。
在某些情况下,需将腐蚀产物除去,可采用物理的方法,例如用湿的棉花擦洗,但要小心不要损坏镀层,以便准确地评价腐蚀点。
(三)、评级计算
用透明的划有方格(5mm×5mm)的有机玻璃板或塑料薄膜,将其覆盖在待测试的镀层的主要表面上,则镀层主要表面被划分成若干方格,数出方格总数,假设为N,并数出镀层经过腐蚀试验后有腐蚀点的方格数设为n则其腐蚀率的计算见式(1—20),若有lO个或10个以上的腐蚀点包含在任何两个相邻的方格中,或有任何腐蚀点的面积大于2。5mm2,则此试样不能进行评级。
式中 ——腐蚀点占据格数;
——覆盖主要面积的总数。
评定级别中,10级最好,0级最差。例如,某产品经盐水喷雾试验后,按评级方法进行评级,其覆盖主要面积为164格(N),腐蚀点占据3格,则腐蚀率 ,腐蚀评定结果为6级。根据基体腐蚀和镀层腐蚀又可分为基体耐蚀和镀层耐蚀。常见的腐蚀现象为:
①电镀钢铁件——呈现红色;
②电镀锌压铸件——呈现白色腐蚀产物或起泡;
③阳极氧化铝件——呈现腐蚀点或腐蚀产物。
腐蚀率对应的级别见表10-8。
表10-8 按照腐蚀率确定的级别
腐蚀率/% 评定级数 腐蚀率/% 评定级数
0无腐蚀点) 10 4~8 4
0~0.25 9 8~16 3
0.25~0.5 8 16~32 2
0.5~1 7 32~64 1
1~2 6 >64 0
2~4 5
对产品形状复杂的小零件,在进行腐蚀评价有困难时,允许以“个”数来评定,具体方法在产品标准中规定。
(四)试验取样数量
凡要进行级别考核或8级以上考核的产品,其主要表面应≥400个考核面积,总面积相当于ldm2或以上,若单个试件的面积较小者,则以多个总和,使达到前述之面积。
第五节 镀层的耐磨性的测量
有一些镀层用在有摩擦的部位,需要有良好的耐磨性,一般认为镀层硬度高,相应的耐磨性良好,因此有时人们用镀层硬度比较耐磨性的高低,此办法不是很科学,因为镀层的耐磨性不仅取决于硬度,还取决于什么材质和表面的物体摩擦、摩擦时的负荷、润滑状态和温度等因素。因此镀层耐磨性能的测试,多数是模拟实际使用情况,做磨耗试验。
耐磨性试验,一般都要在磨耗试验机上进行,下面介绍几种常用的磨耗试验机的简单示意图。
一、铃木式磨耗试验机
铃木式磨耗试验机用于测定圆筒状试片端面之间的磨耗。上面的试验片旋转,下面试片因摩擦力而被带动,测定使下面试片制动所需的力可求出摩擦系数。铃木式磨耗试验机的结构。
二、叶山式磨耗试验机
叶山式磨耗试验机结构。荷重弹簧下挂的负荷通过杠杆加载于试片,摩擦片旋转而发生摩擦,摩擦力可由测微计测出。
三、圆盘面与试片摩擦的试验机
第十一章 电镀挂具
一、概述
电镀挂具是保证镀件获得符合工艺要求的得要因素之一。尤其是某些镀种。如,镀硬铬,使用电流密度很高,槽液分散能力和覆盖能力又很差,电流效率也很低,镀层要加厚并保证镀层有一定的均匀度、椭圆度等,另外装挂拆卸要方便,并有良好导电性能等,因此必须掌握好设计电镀挂具的原则。根据不同形状零件及采用镀件的特性和产品质量要求,设计出理想的挂具才能保证镀件质量。
(一)挂具设计原则
(1)挂具设计时应考虑零件形状,采用的镀种槽液的性质,生产方式(流水线及手工线)、阴阳极之间距离及位置,装挂数量等,同时考虑槽钢液内电力线分布因素。
(2)挂具设计应选择合理的材料和绝缘材料。例如,铝阳极氧化采用钛及钛合金挂具,镀铬采用铜合金挂钩,浸入槽液采用低碳钢等。不镀部位应采用合适的涂料和专用挂具涂胶,使挂具使用寿命延长。使用绿勾胶是一种较好的选择。
(3)挂具设计时应考虑其结构,要保证镀层厚度的均匀性。对槽液分散能力及覆盖能力差的,电流密度又高的,必要时应安辅助阳极及保护阴极。
(4)要有足够的导电截面积,保证挂具与镀件接触良好,导电良好。
(5)所设计的挂具应使装卸零件时操作方便,生产率最高,镀溶容易清洗掉,使用时被装挂零件牢固不易掉落。
(二)挂具常用的金属材料
电镀挂具用材料应有足够的导电容量,不会污损镀液。电镀挂具常用的材料见表。
镀液种类 电流密度 挂具主杆材料 挂具支杆材料
酸性镀铜
氰化镀铜
镀镍
镀铬
镀锡
镀镉
酸性镀锌
镀黄铜
镀金
镀银
镀铁
氟硼酸镀液
阳极氧化
碱性镀锌
镀硬铬
设计流水线生产的电镀挂具时,以高电流密度工序的电容量为计算依据,选定材料,确定导电截面积,做到能在整个流水线上通用。上述金属材料的电流容量见表11-2。
表 11-2 金属材料的电流容量(A)
品种 材料尺寸 铜 铁 铝 黄铜 磷青铜
圆材
带材
三、挂具材料截面的计算
由于采用电镀工种不同以及槽液采用的电流大小也不一致,因此对佳具材料截面的计算也不相同。
四、挂具的导电接触
挂具和阴极棒的接触是否良好,对电镀质量至关重要。尤其是在大电流以镀硬铬及装饰性电镀采用阴极移动和搅拌时,往往因接触不良而产生接触电阻,使电流不畅通。因而产生断续停电现象,引起镀层结合力不良,也会影响镀层厚度,造成耐蚀性能降低。因此,挂具和阴极杆的导电接触处须经常保持清洁,与零件装挂接触处,不允许存在点、线的接触形式,避免引起灼烧。导电杆常用不圆形及矩形,要求挂钩设计悬挂方法也不同。
五、设计挂具考虑电流分布影响
因镀液特性不同,如某些镀液在电流密度很大时,分散能力及覆盖能力仍很差,这就会影响镀层均匀性。这种现象主要是由于镀液导电性差或分解电压较高所致,使电力线在阴阳极之间不能均匀分布,易造成零件尖角镀层过厚乃至烧焦。在电流密度大时这种现象更为明显。如用绝缘物将自由空间诸住,则可使电力线恢复均匀公布,从而获得均匀镀层。
1.零件形状对电流公布影响
镀铬时采用较大的电流密度。一般高达30~60Adm2。近几年来装饰性电镀逐渐采用常温镀铬、快速亮镍、亮铜等,但采用电流密度也较大。在设计挂具时必须考虑电流分布的影响,现以镀铬为例,不同形状件电流密度分布和镀层情况。
2.阴阳极之间电流分布影响
电镀槽中阳极与阴极零件的距离,阳极长短等都会造成镀层不均匀。主要是电解液自由空间存在时造成电力线分布不均匀,因此,设计夹具及电镀时应考虑该因素而采取必要措施,如增加辅助阴极像形阳极等方法,自由空间对消除电流分布不均匀的方法,对镀内孔零件则要求采用像形阳极,如圆柱形内孔将圆柱体积极放在中间就能使镀层很均匀,但方形件内孔应采用相应的方形阳极。否则镀层四角很薄。
六、通用挂具形式和结构
通用电镀挂具的形式和结构,应根据工件的几何形状、镀层的技术要求、工艺方法和设备的大小来决定。通用夹具大都用于镀层不太厚、允许零件在镀槽内晃动以及电流密度不太高的镀种,如镀锌、镉、锡、铜、镍等。通用挂具一般都由五个部分组成。这五个部分可焊接成固定式的,也可将挂钩和支杆作成可调节的装配式的。对电流密度很高,例如镀硬铬时则大都采用专用挂具。电镀时零件与零件之间应考虑自由空间专用挂具。电镀时零件与零件之间应考虑自由空间和电力线的影响。要使镀层均匀。必须使保持一不定的距离。如挂具形式和结构选择不妥,就会影响镀层质量。
挂具制造和使用时应注意的事项
(1)工件浸入电镀液的深度为液面下40~60mm左右,如槽液要加热及电镀时间长的应80~100mm左右。
(2)挂具与挂具间的距离为20~40mm。
(3)挂具底部离槽底的距离为150~200mm。
(4)挂具距槽壁要大于50mm。
(5)吊钩应有足够的导电截面积并且导电良好。
(6)手工操作所用的挂具的装载质量,一般3㎏左右。通用挂具形式和结构,挂钩形式。
(7)对大电流加厚电镀的挂具应考虑在端头及锐角处有保护阴极。
(8)对零件形状复杂且槽液分散能力和覆盖能力较差的应考虑像形阳极辅助阳极。
(9)挂具设计应考虑装挂及卸方便,电力线分布均匀,不需要镀处应用绝缘塑料涂料保护。
七、专用挂具形式和结构
专用挂具设计主要是根据零件形状、尺寸及生产量。有些几何形状复杂,难以保证镀层质量的,往往需要采用比较复杂的装挂方法,如采用保护阴极和辅助阳极或信仿形阳极。
(1)辅助阳极、仿形阳极电镀挂具
这类挂具多数用立镀硬铬、镀铁、酸性镀铜等加厚电镀。如形状复杂的模具镀铬时,主要解决内孔镀层均匀性。现介绍以下几种电镀内孔采用辅助阳极和仿形阳极的挂具。
八、挂具的绝缘处理
为了使电镀过程中电流集中在工件上,减少电能的无用损耗,加速沉积过程,提高生产效率,节约金属的消耗,并减少挂具在退镀和酸浸蚀的腐蚀,从而延长挂具的使用寿命,应对电镀挂具中那些非接触导电部分进行绝缘处理。应选择适宜的绝缘材料。
(1)对绝缘材料的要求
对于挂具的绝缘材料应具有如下方面的要求
1)耐热性 在热的溶液中工作时,绝缘层不应有起泡、开裂、脱落等现象。
2)耐水性 长时间浸泡在水中或干湿交替情况下,绝缘性能应良好。
3)化学稳定性 对电镀过程中所用的各种化学材料应稳定,不起化学作用、不溶解、不被破坏。
4)绝缘性 在电镀过程中,绝缘部分不应导电,不被镀上金属层。
5)机械强度和结合力 在生产过程中,不应由于工件的碰撞等而造成绝缘层脱落。
6)其他 绝缘材料应有一定的颜色及可补修复性能。
绝缘处理方法
(1)包扎法 一般采用宽度为10~20mm的聚氯乙烯薄膜带,对挂具需要绝缘的部位、自下而上的进行包扎。包扎时将绝缘带拉紧并缓慢的转动挂具,缠扎第二层时压住第一层的接缝,最后用金属丝扎紧或用热溶粘压紧尾头。在挂钩上也可用尺寸合适的聚氯乙烯塑料管套上,只留出要和零件接触的部位。
包扎法较普遍,但由于塑料薄膜和挂具之间总难免有一些间隙,使沉吟液残留在里面而沾污溶液,故在使用时一定要注意滴干与清洗干净。
(2)浸渍法 一般是将挂具经过除油和逮蚀处理。待表面干燥后浸入绝缘材料中,提出挂具,在其表面形成一层绝缘层。浸渍绝缘材料常用下列几种。
1)聚氯乙烯,这种材料可用环已西酮或甲苯作溶剂,所形成的绝缘层耐酸良好,但耐碱较差,耐温不超过70。C,结合力不够理想。
2)过氯乙烯防腐清漆,浸渍后可以在空气中自然干燥。操作简单,所形成的绝缘层,耐酸、耐碱;化学稳定性较好。但耐热性能一般不超过80。C。
在浸渍时应注意,浸渍第一层时,粘度可以低些;当浸渍第一层后,绝缘层厚度不够或有缺陷的,可浸渍延第二次,或重复5~10次,但必须做到第一层完全干燥后,再浸第二层。
(3)无溶剂热固性挂具涂料,该电镀挂具涂料国内外已普遍使用,其优点:
1)施工时没有有害气体,改善操作环境。
2)不烯烧,安全防火。
3)膜层厚且光滑,弹性好,耐磕碰,使用寿命长。
4)贮藏稳定性好,长期存放不变质。
5)成膜浸涂次数少,只需一次或二次
该涂料有挂具胶底漆,其粘度可用稀释剂调节,膜厚约10um,该底胶对底金属有良好结合力。操作时将干净挂具浸入底漆中,然后在空气中干燥30min,再放入180。C烘箱中烘15min。然后涂无溶剂热固性涂料绿勾胶。
浸涂前将涂底漆烘干后的挂具从烘箱中取出,立即浸入绿勾胶中约2min,挂在空气中5min后整理滴挂,然后在170~180。C鼓风恒温烘箱中烘20min即成。如要求膜再厚,可再重复一次。在固化成膜时,烘箱出气孔要开放,对挂具被损坏及导电剪日损伤处,可采用挂具修补胶以防镀液渗入。修补胶可以自干。厚度可用稀释剂调节。
九、镀槽设计与安装(略)
附录
附录一 中华人民共和国法定计量单位
我国的法定计量单位(以下简称法定单位)包括:
(1)国际单位制的基本单位:
(2)国际单位制的辅助单位:
(3)国际单位制中具有专门名称的导出单位:
(4)国家选定的非国际单位制单位:
(5)由以上单位构成的组合形式的单位;
(6)由词头和以上单位所构成的十进倍数和分数单位
法定单位的定义、使用方法等,由国家计量局另行规定。
注:①周、月、年(年的符号为a),为一般常用时间单位。
②[ ]内的字,是在不致混淆的情况下,可以省略的字。
③( )内的字为前者的同义语。
④角度单位度分秒的符号不处于数字后时,用括弧。
⑤升的符号中,小写字母1为备用符号。
⑥r为“转”的符号。
⑦人民生活和贸易中,质量习惯称为重量。
⑧公里为千米的俗称,符号为km。
⑨104称为万,108称为亿,1012称为万亿,这类数词的使用不受词头名称的影响,但不应与词头混淆。
附录二 电镀车间环境保护控制指标
电镀生产过程中排放的有害气体主要有表面处理过程中排出的含有大量粉尘的气体、铬酸废气、强酸废气、氟气氢废气等;电镀车间排放的废水中主要含铬、氰、镉、酸、碱以及某些重金属离子(如铜、镍、锌、铝、银等)。对于这些废气、废水应根据生产量和排放量的大小等具体情况进行净化处理。特别是含镉废水其危害性极大,应认真进行处理。
根据对人体危害程度及实际情况,国家规定了十三类有害物质的排放标准;规定了工业废水的最高排放浓度;对于水源中有害物质的含量都做了具体的规定。
(1)、十三类有害物质的排放标准 十三类有害物质的排放标准见附表2-1
附表 2-1 十三类有害物质的排放标准
序号 有害物质名称 排放企业 排放标准
排气筒高度 排放量 排放浓度
1 二氧化硫 电站
冶金
轻工
2 二硫化碳 轻工
3 硫化氢 化工、轻工
4 氟化物 化工
5 氮氧化物 冶金、化工
6 氯 化工、冶金
7 氯化物 化工、冶金
8 一氧化碳 化工、冶金
9 硫酸(雾) 化工
10 铅 冶金
11 汞 轻工
12 铍化物
(换算成Be)
13 烟尘及生产性粉尘 电站
工业及采暖锅炉
炼钢转炉
水泥
生产性粉尘
第一类
第二类
①表中未列入的企业,其有害物质的排放量可参照本表类似企业。
②表中所列数据按平原地区、大气为中性状态,点源连续排放制定;间断排放者,若每天多次排放,其排放量按表中规定,若每天排放一次而又小于1h,则二氧化硫,烟尘及生产性粉尘、二氧化硫、氟化物、氯、氯化氢、一氧化碳等七类物质的排放量可为表中规定量的3倍。
③系指局部通风除尘后允许的排放浓度。第一类:指含10%以上的游离二氧化硅或石棉的粉尘、玻璃棉和矿渣棉粉尘、铝化物粉尘等。第二类:指含10%以下的二氧化硅的煤尘和其他粉尘。
第一类:指含10%以上的游离二氧化硅或石棉的粉尘、玻璃棉和矿渣棉粉尘、铝化物粉尘等。
第二类:指含10%以下的二氧化硅的煤尘和其他粉尘。
凡排放上述有害物质,其出口处的排放量(或浓度)不得超过此标准。
(2)工业废水的最高允许排放浓度 第一类污染物最高允许排放浓度见附表2-2。第二类污染物最高允许排放浓度见附表2-3。
附表 2-2 第一类污染物最高允许排放浓度/(mg/L)
污染物 最高允许排放浓度
总汞
烷基汞
总镉
总铬
六价铬
总砷
总铅
总镍
苯并芘
0.05
不得检出
0.1
1.5
0.5
0.5
1.0
1.0
0.00003
附表 2-3 第二类污染物最高允许排放浓度/(mL/L)
污染物 标准分级
一级标准 二级标准
规模 三级标准
新扩改 现有 新扩改 现有
pH值
色度(稀释倍数)
悬浮物
生化需氧量(BOD5)
化学需氧量(CODcr)
石油类
动植物油
挥发酚
氰化物
硫化物
磷酸盐
甲醛
苯胺类
硝基苯类
阴离子合成洗涤剂
铜
锌
锰
第一类有害物质能在环境和动植物体内蓄积,对人体健康产生不利影响。含此类有害污染的污水,不分行业和污水排入方式,一律在车间或车间处理设施排出口取样,其最高允许排入浓度必须符合的标准。国家规定不得用稀释法代替必要的处理。
第二类有害物质的长远影响小于第一类。在排污单位排出口取样其水质应符合的标准。
电镀排放的废水中,以含铬和含氰废水较多,其危害也较大。含铬废水主要来源于镀铬、钝化和电化学抛光等。处理含铬废水的方法有:离子交换法;电解法;化学还原法和钡盐沉淀法等。
含氰废水主要来源于氰化物镀锌、镀铜、镀镉和镀金等。处理含氰废水的方法有:络合法;离子交换法;碱性氯化法;电解食盐-碱性氯化法;电解法;石灰-硫酸亚铁法;生物处理法;活性炭法等。
对于电镀废水处理后的污泥(废渣)一般情况下应按废水性质分别进行处理。处理中要防止对大气、水源和土壤引起二次污染,应充分考虑对废渣综合利用名处理的可能性。
(3)生活饮用水水质标准 见附表2-4
附表2-4略。
(4)地面水质卫生要求 见附表2-5
附表2-5略。
附录三 电镀常用数据和有关资料
附表一 度量衡表
附表二 常用英制与公制换算
附表三 英制单位换算成公制单位的近似计算因子 (误差小于10%)
附表四 电镀常用金属化合物的性质
附表五 某些物质的溶解度
附表六 某些电镀溶液的电流效率
附表七 某些元素的电化当量
附表八 镀层的硬度
附表九 镀铬层的硬度(溶液成分CrO3250g/L,H2O42.5g/L)
附表十 电镀用阳极材料
附表十一 镉在氰化物电解液和酸性电解液中的沉积速度/(um/h)
附表十二 部分代工材料名称及分子式对照表
附录四 电镀专业最新国家标准
第一章 术语及前处理技术规范
GB/T 3138-1995 金属镀覆和化学处理与过和术语
GB/T 12611-1990 金属零(部件镀覆前质量控制技术要求)
第二章 铜、镍、铬镀层技术规范
GB/T 9797-1997 金属覆盖层 镍+铬和铜+镍+铬电沉积层
GB/T 9798-1997 金属覆盖层 镍电沉积层
GB/T 11379-1989 金属覆盖层 工程用铬电镀层
GB/T 12332-1990 金属覆盖层 工程用镍电镀层
GB/T 12333-1990 金属覆盖层 工程用铜电镀层
GB/T 12600-1990 金属覆盖层 塑料上铜+镍+铬电镀层
GB/T 13913-1992 自催化镍-磷镀层 技术要求和试验方法
第三章 锌、镉镀层技术规范
GB/T 9791-200X 锌和镉上铬酸盐转化膜试验方法
GB/T 9792-200X 金属材料上的转化膜 单位面积上的膜层质量的测定 重量法
GB/T 9799-1997 金属覆盖层 钢铁上的锌电镀层
GB/T 9800-1988 电镀锌和电镀镉层的铬酸盐转化膜
GB/T 13322-1991 金属覆盖层 低氢脆钛电镀层
GB/T 13346-1992 金属覆盖层 钢铁上的镉电镀层
GB/T 13825-1992 金属覆盖层 黑色金属材料热镀锌层的质量测定 称量法
GB/T 13912-2002 金属覆盖层 钢铁制件热浸镀锌层技术要求及试验方法
第四章 金、银镀层技术规范
GB/T 12304-1990 金属覆盖层 工程用金和金合金电镀层
GB/T 12305.1-1990 金属覆盖层 金和金合金电镀层的试验方法 第一部分:镀层厚度测量
GB/T 12305.2-1990 金属覆盖层 金和金合金电镀层的试验方法 第二部分:环境试验
GB/T 12305.3-1990 金属覆盖层 金和金合金电镀层的试验方法 第三部分:孔隙率电图像试验
GB/T 12305.4-1990 金属覆盖 金和金合金电镀层的试验方法 第四部分:金含量的测定
GB/T 12305.5-1990 金属覆盖层 金和金合金电镀层的试验方法 第五部分:结合强度试验
GB/T 12305.6-1997 金属覆盖层 金和金合金电镀层的试验方法 第六部分:残留盐的测定
GB/T 12306-1990 金属覆盖层 工程用银和银合金电镀层
GB/T 12307.1-1990 金属覆盖层 银和银合金电镀层的试验方法 第一部分:镀层厚度测
GB/T 12307.2-1990 金属覆盖层 银和银合金电镀层的试验方法 第二部分:结合强度试验
GB/T 12307.3-1997 金属覆盖层 银和银合金电镀层的试验方法 第三部分:残留盐的测定
第五章 其他镀层技术规范
GB/T 12599-2002 金属覆盖层 锡电镀层 技术规范和试验方法
GB/T 15519-2002 钢铁化学氧化膜
GB/T 17461-1998 金属覆盖层 锡——铅合金电镀层
GB/T 17462-1998 金属覆盖层 锡——镍合金电镀层
第六章 镀层常用厚度测量方法
GB/T 4955-1997 金属覆盖层 覆盖层厚度测量 阳极溶解库仑法
GB/T 4956-2003 磁性金属基体上非磁性覆盖层厚度测量 磁性方法
GB/T 4957-2003 非磁性金属基体上非导电覆盖层厚度测量 涡流方法
GB/T 6462-200X 金属和氧化物覆盖层 横断面厚度显微镜测量方法
GB/T 11378-200X 金属覆盖层厚度 轮廓尺寸测量方法
GB/T 13744-1992 磁性和非磁性基体上镍电镀层厚度的测量
GB/T 16921-1997 金属覆盖层 厚度测量X射线光谱方法
第七章 镀层物理力学性能试验方法
GB/T 5270-200X 金属基体上的金属覆盖层(电沉积层和化学沉积层)附着强度试验方法 284
GB/T 9790-1988 金属覆盖层及其他有关覆盖层 维氏和努氏显微硬度试验
GB/T 12609-1990 电沉积金属覆盖层和有关精饰计数柚样检查程序
GB/T 15821-1995 金属覆盖层 延展性测量方法
GB/T 16745-1997 金属覆盖层产品钎焊性的标准试验方法
GB/T 17721-1999 金属覆盖层 孔隙率试验 铁试剂试验
GB/T 18179-2000 金属覆盖层 孔隙率试验 潮湿硫(硫华)试验
第八章 镀层常用腐蚀试验方法及评级
GB/T 6461-2002 金属基体上金属和其它无机覆盖层 经腐蚀试验后的试样和试件的评级 345
GB/T 6464-1997 金属及其覆盖层 大气腐蚀试验 现场试验的一般要求
GB/T 6465-1986 金属和其他无机覆盖层 腐蚀膏腐蚀试验(CORR试验)
GB/T 6466-1986 电沉积铬层 电解腐蚀试验(EC试验)
GB/T 9798-1988 金属和其他非有机覆盖层 通常凝露条件下的二氧化硫腐蚀试验
GB/T 10125-1997 人造气氛腐蚀试验 盐雾试验
GB/T 11377-1989 金属和其他无机覆盖层储存条件下腐蚀试验的一般规则
GB/T 14293-1998 人造气氛腐蚀试验 一般要求
GB/T 15957-1995 大气环境腐蚀性分类
第九章 废弃物排放与环境保护标准
GB 8978-1996 污水综合排放标准
GB 16297-1996 大气污染综合排放标准
GB/T 16716-1996 包装废弃物的处理与利用 通则
第十章 安全与其它
GB 5083-1999 生产设备安全卫生设计总则
GB 16483-2000 化学品安全技术说明书 编写规定
GB 17915-1999 腐蚀性商品储藏养护技术条件
GB 18568-2001 加工中心 安全防护技术条件
其它相关标准目录
表面处理、涂覆工艺、设备等相关的国家标准目录汇总
相关环境、安全卫生国家标准目录精选
ICO/TC107金属与非金属覆盖层最新国际标准目录(2003.10以前)
ASTM关于涂镀层标准的目录汇总
常用电镀及表面处理相关的美军用标准
 @李先生
@李先生
精彩图片
-
中外硬质合金牌号近似对照
1229 2019-10-17 13:57:32
-

铝和铝合金薄板、带和板材的机械性能(DIN_EN_485-2)
403 2019-10-17 11:28:05
-

abdt_0419_高钢的硬度及热处理(DOC 50页)
364 2019-10-17 11:02:02
-
双相不锈钢
348 2019-10-17 13:47:12
-
铁素体不锈钢
341 2019-10-17 13:54:43
-
美国工具钢与硬质合金牌号及化学成分
338 2019-10-17 11:30:32
-
机械材料的规格及选用(台湾)
336 2019-10-17 11:25:08
-
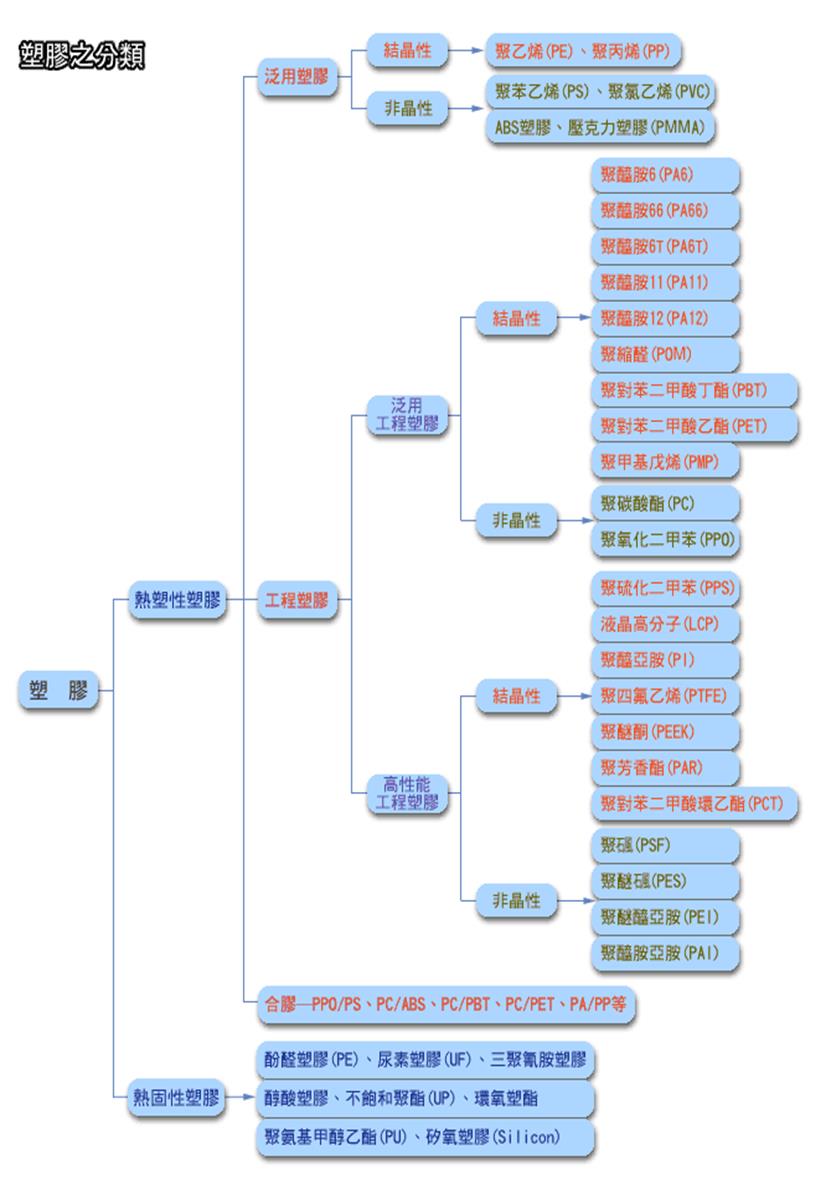
塑膠指南
324 2019-10-17 13:50:37
 我的
我的
 咨询
咨询
 购
购


 顶部
顶部