 我收藏的店铺
我收藏的店铺 我的
我的 商家入驻
商家入驻 15904040249
15904040249
 我要开店
我要开店
 积分签到
积分签到


 1
1 917
917
模具CAD/CAM系统的构成
第一节 模具CAD/CAM 系统的硬件
一、模具CAD/CAM 系统的硬件构成
(一)计算机主机
(二)外部存储器
常用的外部存储器有磁盘、磁带、光盘。
(三)输入、输出设备
1. 输入设备
模具CAD/CAM系统使用的输入设备主要包括:键盘、鼠标(图形板)、激光扫描机等。
2. 输出设备
模具CAD/CAM系统使用的输出设备主要包括:图形显示器、绘图设备、快速成形机。
二、CAD/CAM硬件系统的配置
(一)大型机系统(Mainframe Based System )
(二)小型机成套系统(Turn Key System)
(三)图形工作站(Workstation)
(四)个人计算机(Personal Computer)
第二节 模具CAD/CAM系统的软件
模具CAD/CAM系统除必要的硬件设备外,还必须配备相应的软件。模具CAD/CAM的软件可分为系统软件、支撑软件和应用软件三个层面。
一、系统软件
系统软件(System Software)指的是在计算机运行状态下,保证用户正确而方便的工作的那一部分软件,包括操作系统、汇编系统、编译系统和诊断系统等。 操作系统是用户和计算机之间的接口,使用户能够有效的使用计算机。操作系统全面管理计算机资源,合理的组织计算机的工作流程。操作系统是每一计算机系统都具有的系统软件,如DOS、UNIX、LINUX、WINDOWS等。
二、支撑软件
模具CAD/CAM系统的支撑软件主要包括图形处理软件、几何造型软件、有限元分析软件、数据库管理软件、优化设计软件、计算机仿真分析应用软件、数控加工软件、检测与质量控制软件等。
(一)图形处理软件
图形处理包括对图形的定义、图形的生成、表示、变换、修改等一系列操作。图形处理软件是进行图形处理的专用软件,它是计算机与图形输出装置的中间连接者,其功能是实现图形与数据之间的 转换。图形处理软件就是常说的图形支撑软件它是一种通用的基础软件,在此基础上,可进行第二次开发,研制适合用于各专业的应用软件。图形处理软件是模具CAD/CAM系统中的重要支撑软件。
1. 图形处理软件的类型
图形处理软件可分为绘图子程序库、绘图语言和专用语言系统三种类型。这些软件都应具有人机交互处理图形的功能。
(1)绘图子程序库 绘图子程序库又称图形软件包。它是一系列与图形有关的子程序的集合。利用这种图形软件包,可大大提高编程的效率。在编写复杂图形的绘图软件时,只要编写一个主程序来调用软件包中的程序就行了。
图形软件包,一般包括基本子程序和功能子程序,也有的包括应用子程序。
基本子程序包括绘图所必须的最基本的功能。如绘图初始化、启动图形输出设备、几何计算、几何变化、画直线、圆、注写字符等应用子程序。
功能子程序包括画各种图线、各种轴线、各种基本的直线图形、曲线图形等子程序。
应用子程序是在上述两种子程序的基础上开发的专用程序,如画轴测图、透视图、机械图、等值线图、标高投影、电路图、管道图等子程序。
(2)绘图语言 绘图语言是在一种高级语言的基础上,经过修改、添加图形功能而成。这种绘图语言不需要独立的编译系统,但由于要改动、扩充高级语言的编译系统,因此要求研制人员对该高级语言的编译系统要比较熟悉,故研制这种图形处理软件比研究制图子程序库要复杂些,而且不可移植,其优点是执行速度较快。
(3)专用的图形设计语言 这种专用的语言系统,独立于其他高级语言,有自己单独的编译系统。因此研制相当困难。工作量大。且难以移植到其他机器上。其优点是直观易懂、使用灵活、功能强、执行速度快、效率高。
2. 对图形处理软件的要求
(1)实用性
(2)功能强
(3)执行速度快、效率高
(4)容错性
3. 图形处理软件的标准化
标准化了的图形包又称为图形标准,它必须作到:
①设备无关性。即与系统内所配置的图形设备的种类、数量、性能、参数等无关;
②与应用软件无关,即通用性,可用于开发各种应用软件,各种图形应用软件可用同一方式调用图形标准;
③与语言无关,即可被各种程序设计语言调用;
④具有较完整的图形处理功能,如图形的生成、表示、变换、分段、输入等。
1977年,美国计算机协会(ACM)的图示学专业组(SIG-GRAPH)“图示学标准起草委员会”(GSPC)提出了图形标准GSPC77(即CORE系统),1979年进行了修订扩充。
1979年提出了一个二维图形GKS(Graphical Kernel System),与繁杂庞大的CORE不同,GKS使用了工作站的概念,清晰简洁,小巧玲珑,经过多次修改。
1983年,修改后的GKS7.2版被国际标准化组织(ISO)定为国际图形标准。
GKS标准图形软件包,为图形应用软件和图形输入输出设备提供了一个功能接口,它包括各种交互的或者非交互的基本功能,适用于各种设备。
(二)数据库系统
在模具CAD/CAM系统中,几乎所有应用软件都离不开数据库。提高模具CAD/CAM系统的集成化程度主要取决于数据库的水平。
数据库主要是收集有关产品外形结构定义(如造型、绘图、加工、有限元分析等)和相应的有关信息。
传统的数据库管理系统运用于CAD/CAM系统有许多缺陷:
1)基于文件系统的数据库系统。它的特点是根据设计需要编制数据库管理程序,不具备理论化的设计模型和数据库语言,缺乏通用性。
2)不能完全满足工程环境中信息表达的要求,如表达复杂实体中各元素的联系非常困难、缺乏动态模式修改能力等。
3)不能支持整个工程应用过程,对不同阶段要求不同方面信息这一特点缺乏支持,对过程性信息的支持较弱。
4)存取的效率很低。
随着CAD/CAM/CAE/CAPP集成化软件系统的发展,为了解决传统数据库的缺陷继而出现了工程数据库,它具有以下主要功能:
1)支持复杂对象及其语义关系的描述与处理。复杂对象和存在于复杂对象之间语义关系的复杂性是工程的特点之一。
2)支持文字、图形、图像、动画等多媒体数据的管理。
3)是动态数据库,不仅能对静态数据建模,而且能对动态数据建模,允许动态地对数据库进行修改或扩充。
4)支持快速查询,有良好的查询接口。
5)支持不同设计版本的存储与管理,支持多方案设计和回溯的功能,具有良好的多级版本管理功能。
第三节 模具CAD/CAM系统的网络配置
利用通信系统将计算机与计算机以及相关的外部设备相连即可构成网络。
局域网(Local Area Network,简称LAN)能够以最高效率、最低成本在本地区范围内将计算机、终端、工作站以及常用的计算机外部设备连接成一个网络系统。
通过国际互联网(Internet)非常方便地实现全球资源共享,可以通过网络电子商务完成从采购至销售的一系列环节。
一、模具CAD/CAM系统常用的局域网络系统形式:
(一)集中式CAD/CAM系统
(二)分布式CAD/CAM系统
局域网特点是传输速度高、组网灵活,成本低。连网以后,可以实现数据、信息、软件、硬件资源的共享。更为有效的利用现有资源和提高工作效率。
广域网的典型代表是Internet网。
组织局域网的方式很多,但采用最多的是总线形、环形和星形网络结构。
1. 总线形网络结构
2. 环形网络结构
3. 星形网络结构
二、CAD/CAM网络系统硬件设备
网卡插在计算机或服务器扩展槽中,通过网络线(如双绞线、同轴电缆或光纤)与网络交换数据、共享资源。
集线器(HUB)是局域网的星型连接点,每个工作站是用双绞线连接到集线器上,由集线器对工作站进行集中管理。
网络传输介质是网络中传输数据、连接各网络站点的实体,如双绞线、同轴电缆、光纤,网络信息还可以利用无线电系统、微波无线系统和红外技术传输。
常用局域网互连设备还有中继器、网桥、路由器以及网关等。
三、网络协议
(一)NETBEUI协议
NETBEUI是为IBM开发的非路由协议,用于携带NETBIOS通信。NETBEUI缺乏路由和网络层寻址功能,既是其最大的优点,也是其最大的缺点。因为它不需要附加的网络地址和网络层头尾,所以很快且很有效,适用于只有单个网络的小工作组环境。。
(二)IPX/SPX协议
IPX是NOVELL用于NETWARE客户端/服务器的协议群组,避免了NETBEUI的弱点。但是,带来了新的不同弱点。
(三)TCP/IP协议
每种网络协议都有自己的优点,但是只有TCP/IP允许与Internet完全的连接。TCP/IP同时具备了可扩展性和可靠性的需求,不幸的是牺牲了速度和效率,TCP/IP的开发荣幸地受到了政府的资助,因此得到了迅速的推广。
Internet公用化以后,人们开始发现全球网的强大功能。Internet的普遍性是TCP/IP至今仍然使用的原因。常常在没有意识到的情况下,用户就在自己的PC上安装了TCP/IP栈,从而使该网络协议在全球应用最广。
由于TCP/IP的32位寻址功能方案不足以支持即将加入Internet的主机和网络数,因而新的IPv6标准可能代替当前实现的标准。
第三章 模具CAD/CAM常用软件
第一节 各种流行的CAD/CAM软件
AutoCAD是应用最广泛的CAD软件,它优良的二次开发工具使其能够活跃在各类CAD专业领域。
CAXA是国产CAD/CAM软件,其初级产品CAXA电子图板具有较广泛的应用,可帮助设计人员进行零件图、装配图、工艺图表、平面包装的设计。
PICAD是另一种国产CAD软件产品,是参数化、集成化的计算机辅助设计系统,也是二维CAD支撑平台及交互式工程绘图系统。
开目CAD是基于微机平台的CAD和图纸管理软件。开目CAD支持多种几何约束种类及多视图同时驱动,具有局部参数化的功能,能够处理设计中的过约束和欠约束的情况。开目CAD实现了CAD、CAPP、CAM的集成。
高华CAD系列产品包括计算机辅助绘图支撑系统GHDrafting、机械设计及绘图系统GHMDS、工艺设计系统GHCAPP、三维几何造型系统GHGEMS、产品数据管理系统GHPDMS及自动数控编程系统GHCAM。
大恒通用机械CAD系统最早开发于1991年,是针对机械制造及设计行业的通用机械CAD系统。
Solidedge是三维CAD系统,它向用户提供了从三维零件建模,装配设计到最终的二维图制作的一整套完善的CAD工具。
SolidWorks是基于Windows的机械设计软件,是以Windows为平台,以SolidWorks为核心的各种应用的集成,包括结构分析、运动分析、工程数据管理和数控加工等。
金银花(Lonicera)系统主要应用于机械产品设计和制造中,它可以实现设计/制造一体化和自动化。
GS-CAD是一个基于微机、中文Windows95/NT平台的三维CAD系统。
MDT是Autodesk公司在PC平台上开发的三维机械CAD系统。它以三维设计为基础,集设计、分析、制造以及文档管理等多种功能为一体;为用户提供了从设计到制造一体化的解决方案。
Pro/Engineer简称Pro/E,是一个面向机械工程的CAD系统。PTC公司提出的单一数据库、参数化、基于特征、全相关的概念改变了机械CAD/CAE/CAM的传统观念。
UG-Ⅱ是一个集CAD、CAE和CAM于一体的机械工程辅助系统,UG-Ⅱ为用户提供了一个全面的产品建模系统。
SurfCAM是基于Windows的能够自动生成零件刀具轨迹,以及进行零件加工的NC代码,具有强大的通用后置处理模块的辅助制造软件。
Mastercam为PC级CAM软件。 Mastercam包括了铣削加工(milling),车削加工(turning),线切割加工(wire EDM)等主要模块,适用于机械设计与制造的各个领域。
Cimatron系统是以色列的CAD/CAM/PDM产品,该系统提供了比较灵活的用户界面,优良的三维造型、工程绘图,全面的数控加工,各种通用、专用数据接口以及集成化的产品数据管理。
I-DEAS是全世界制造业用户较广泛应用的大型CAD/CAE/CAM软件。
CATIA系统是在起源于航空工业的CADAM系统基础上扩充开发的CAD/CAM/CAE/PDM应用系统。
Euclid软件是为英法联合研制协和号超音速客机而开发的CAD软件。
DUCT软件是三维复杂形体造型设计与制造CAD/CAM软件。
第二节 通用CAD软件——AutoCAD
一、AutoCAD的二维绘图命令
二维绘图命令是AutoCAD的基础部分。无论二维图形如何复杂,都是由点、线、圆、圆弧等最基本的图形要素组成。
1. 点的输入
在各项CAD操作中,点的输入是最基本的操作,AutoCAD共有四种点的输入方式。
(1) 通过键盘输入点 通过键盘输入点的坐标值是一种精确的点输入方式,点的坐标值输入有三种坐标方式:绝对直角坐标(输入x,y)、相对直角坐标(输入@x,y)和相对极坐标(输入@r<a),可根据需要任意选取。
(2) 通过光标输入设备输入点 通过光标输入设备输入点的优点是方便和快捷。一般情况下,用光标输入设备输入点的坐标值是不精确的,通过AutoCAD的Snap功能,可以使输入点达到一定的精度。
(3) 利用目标捕捉功能输入点 这是利用光标输入设备精确输入点的一种方式,根据AutoCAD的Osnap功能,它可以精确捕捉到图形的特定点位置,例如线段的端点、中点,圆和圆弧的圆心及象限点,切点和垂足等等。
(4) 利用LISP函数输入点 利用LISP语言中的函数功能也可以输入点,这是自动绘制图形的基础,在AutoCAD二次开发中经常使用这种方式完成点的输入。
2. 直线的绘制
绘制直线的命令是LINE。一般只要输入直线的两个端点,即可生成直线。绘制好圆弧后,在LINE命令后直接键入回车,然后输入直线长度,可以在圆弧终点处绘制圆弧的切线。
3. 圆的绘制
绘制圆的命令是CIRCLE。圆的绘制参数是圆心和半径(或直径)。也可以根据需要绘制与其他图线相切的圆。
4. 圆弧的绘制
绘制圆弧的命令是ARC。与直线和圆相比,圆弧的绘制比较复杂,考虑到圆弧具有顺时针和逆时针两种方向,AutoCAD共安排了7种绘制圆弧的方法,其绘制参数分别为圆弧的①起点、中点、终点;②起点、圆心、终点;③起点、圆心、角度; ④起点、圆心、弧长;⑤起点、终点、角度;⑥起点、终点、半径;⑦起点、终点、起始方向。绘制与刚绘制的直线或圆弧相切的圆弧时,可以直接键入回车,然后输入圆弧终点,此时圆弧的起点即为前绘线段的终点,圆弧的起始方向即为前绘线段的终止方向。
5. 多段连线
多段连线(POLYLINE)是由直线和圆弧首尾相连组合成的复合线段,绘制多段连线采用PLINE命令,类同于绘制直线和圆弧。实践中常用PEDIT命令编辑直线和圆弧来得到多段连线。
二、图形编辑
AutoCAD提供的图形编辑方法能够有效地修改图形,并能够显著提高绘图效率。常用的图形编辑命令有删除(ERASE)、复制(COPY)、镜面对称复制(MIRROR)、阵列复制(ARRAY)、等距偏移复制(OFFSET)、移动(MOVE)、转动(ROTATE)、缩放(SCALE)、修剪(TRIM)、延伸(EXTEND)、倒角(CHAMFER)、倒圆角(FILLET)、分解(EXPLODE)和多段连线编辑(PEDIT)。熟练掌握这些图形编辑命令可以有效地提高AutoCAD应用水平。
三、其他功能
AutoCAD的其他功能还有图形显示、文字、剖面线、尺寸标注、图层管理、图块定义及调用、动画、三维图形、二次开发工具等。
第三节 AutoCAD的二次开发工具
一、 AutoCAD定制菜单
表3-1 菜单文件类型
菜单文件类型 | 类型说明 |
.MNU | 原始 ASCII 菜单文件,即用户通常编辑或创建的文件。 |
.MNC | 已编译的菜单文件;一种二进制文件,包含用于定义菜单或其他界面元素的功能及外观的命令字符串和菜单语法。首次加载 MNU 文件时,AutoCAD 将编译此文件。 |
.MNR | 菜单资源文件;一种二进制文件,包含由菜单或其他界面元素使用的位图。AutoCAD 每次编译 MNC 文件时,均生成菜单资源文件。 |
.MNS | 源菜单文件;一种与 MNU 文件相同的 ASCII 文件,但是不包含注释或特殊格式。每次菜单文件的内容被更改时,AutoCAD 将修改源菜单文件。 |
.MNT | 菜单资源文件。仅在 MNR 文件无效(例如,只读)时生成该文件。 |
.MNL | 菜单 LISP 文件;包含菜单文件使用的 AutoLISP 表达式。当加载与菜单 LISP 文件具有相同文件名的菜单文件时,AutoCAD 会将菜单 LISP 文件加载至内存。 |
用文本编辑器打开ACAD.MNU文件观察菜单文件的结构,可以看到其内容包含如表3-2所示的几个区域。其中***POP1至***POP11定义了下拉菜单。菜单文件中包含的一些特殊字符的说明见表3-3。
表3-2 ACAD.MNU文件的菜单区域及其功能
主菜单名称 | 区数N | 功能用途 |
***MENUGROUP | 菜单组 | |
***BUTTONSn | 1~4 | 定点设备按钮菜单 |
***AUXn | 1~4 | 系统定点设备菜单 |
***POPn | 0~999 | 0 对象捕捉快捷菜单 1~16 基本型下拉菜单 17~499 将menuload加入下拉菜单中 500~999 快捷菜单区域 |
***TOOLBARS | 工具栏定义 | |
***IMAGE | 图像菜单 | |
***SCREEN | 屏幕菜单 | |
***TABLETn | 1~4 | 数字化仪菜单 |
***HELPSTRINGS | 辅助功能说明区(显示于状态区) | |
***ACCELERATORS | 加速键定义 | |
注意事项 | 如果没有定义POP1~POP16,AutoCAD会自动插入2个预设的下拉菜单(File和Edit) | |
表3-3 菜单字符说明
字符 | 说明 |
** | 子菜单 |
-- | 菜单项分隔符 |
-> | 引出子菜单 |
<- | 子菜单结束 |
~ | 禁用菜单项的前缀符 |
!. | 给菜单项打上复选标记的前缀符 |
& | 指定菜单快速键,如S&le显示为Sample,快捷键为a |
/ | 指定菜单快速键,如/aSample显示为Sample,快捷键为a |
=* | 显示当前顶层的图像、下拉或快捷菜单 |
*^C^C | 重复项的前缀 |
$ | 宏表达式的特殊字符 |
^ | CTRL |
\ | 暂停等候用户输入(不能用于加速键) |
_ | 转换AutoCAD命令及其后的关键字 |
+ | 延续宏到下一行 |
; | RETURN |
// | 注释行,不限行数,用作版权声明或注释 |
[] | 方括号内为菜单项名称 |
用文本编辑器打开ACAD.MNU文件,在pop11菜单后面插入图3-1所示的pop12菜单ASCII代码,将其保存在DCAD.MNU文件中,用AutoCAD的MENU命令加载DCAD.MNU后,可以看到下拉菜单在Help菜单项的后面增加了名为DCAD的一列新菜单,其效果如图3-2所示。方括号内的字符串构成了下拉菜单的显示内容,DCAD下拉菜单列中包含了“工艺性分析”、“排样”、“CAM”、“模板”和“模具标准件”5个子菜单。点取“CAM”子菜单中“3B指令”项,其对应的菜单项内容为“[3B指令]^C^C(load "dcad-ww") w3b ”。其中“[3B指令]”规定了菜单项显示文字为“3B指令”;“^C^C”相当于先从键盘输入两次CTRL-C以终止任何AutoCAD可能正在执行的命令,以便无障碍地执行后面的指令;“(load "dcad-ww")”的作用是加载LISP程序文件“dcad-ww.lsp”;“w3b”表示执行AutoCAD二次开发新建的命令“w3b”——从AutoCAD图形产生数控线切割机床3B加工指令程序。菜单项中的空格所起的作用相当于输入回车。
***pop12
[DCAD]
[输入清单]^C^C(load "dcad-i-2000")(if (null c:fdcad) (load "DCAD")) input
[->工艺性分析]
[小孔]^C^C(load "dcad-b-2000-k") (load "DCAD") (load "Dcad-b") DCADBK
[孔距]^C^C(load "dcad-b-2000-jb") (load "DCAD") (load "Dcad-b") DCADBJB
[凸臂]^C^C(load "dcad-b-2000-tz") (load "DCAD") (load "Dcad-b") DCADBTZ
[窄槽]^C^C(load "dcad-b-2000-tz") (load "DCAD") (load "Dcad-b") DCADBTZ
[圆弧]^C^C(load "dcad-b-2000-y") (load "DCAD") (load "Dcad-b") DCADBY
[孔间壁厚]^C^C(load "dcad-b-2000-b") (load "DCAD") (load "Dcad-b") DCADBB
[<-复合模]^C^C(load "dcad-b-2000-f") (load "DCAD") (load "Dcad-b")) DCADBF
[->排样]
[定搭边值]^C^C(load "dcad-l-2000-d") (load "DCAD") (load "dcad-l-2000") dbz
[单排排样]^C^C(load "dcad-l-2000-s") (load "DCAD") (load "dcad-l-2000") lay1
[<-多排排样]^C^C(load "dcad-l-2000-v") (load "DCAD") (load "dcad-l-2000")) LAYN
[->CAM]
[3B指令]^C^C(load "dcad-ww") w3b
[穿孔代码]^C^C(load "dcad-ww") punch
[代码校验]^C^C(load "dcad-ww") check
[<-穿孔码转换3B指令]^C^C(load "dcad-ww") p2b
[设计]^C^CDESIGN
[->模板]
[上模座]^C^C(load "dcad-mb") (mb) smz
[垫板]^C^C(load "dcad-mb") (mb) db
[固定板]^C^C(load "dcad-mb") (mb) gdb
[卸料板]^C^C(load "dcad-mb") (mb) xlb
[凹模]^C^C(load "dcad-mb") (mb) am
[下模座]^C^C(load "dcad-mb") (mb) xmz
[下固定板]^C^C(load "dcad-pt") (mb) xgdb
[下垫板]^C^C(load "dcad-pt") (mb) xdb
[空心垫板]^C^C(load "dcad-mb") (mb) kxdb
[--]
[<-图框]^C^C(load "dcad-mb") tukuang
[->模具标准件]
[模柄](if (null c:mb) (load "dcad-pt")) mb
[橡皮](if (null C:XP) (load "dcad-pt")) XP
[导柱](IF (NULL C:DZ) (LOAD "DCAD-PT")) DZ
[导套](IF (NULL C:DT) (LOAD "DCAD-PT")) DT
[导料板](IF (NULL C:DT) (LOAD "DCAD-PT")) DLB
[承料板](IF (NULL C:DT) (LOAD "DCAD-PT")) CLB
[卸料螺钉](if (null c:XLLD) (load "dcad-pt")) XLLD
[固定导销](IF (NULL C:DT) (LOAD "DCAD-PT")) GDDLX
[<-圆凸模](IF (NULL C:DT) (LOAD "DCAD-PT")) YTM
[装配示意图]^C^C(load "dcad-z") zpt
图3-1 DCAD子菜单ASCII代码
二、LISP语言
AutoCAD内嵌的两种LISP语言(AutoLISP和Visual LISP)是与AutoCAD结合最为完美的程序语言。
AutoLISP是AutoCAD选用的第一个强有力的开发工具,从1985年问世的AutoCAD V2.18版本开始,一直沿用至今。AutoLISP是解释型语言,它的欠缺之处是运行效率较低,源程序缺乏保密性。针对AutoLISP的弱点,AutoCAD在其2000版本中又推出了具有高运行效率的编译型LISP语言——Visual LISP。Visual LISP在AutoLISP的基础上增加了源程序编辑环境、编译器以及一些增强函数。实际上,过去编写的AutoLISP程序都可以在Visual LISP中编译和运行,即Visual LISP能够完全兼容AutoLISP。
(一)LISP语言简介
LISP是英语LISt Processing 的缩写,意思是一种编制计算机程序的表处理语言。
LISP语言1960年起源于美国麻省理工学院(MIT),是一种著名的人工智能计算机语言。与BASIC等其他计算机语言一样,LISP语言也有许多版本,现在使用最多的是COMMON LISP。AutoCAD软件中镶嵌的AutoLISP与COMMON LISP很接近,它增加了调用AutoCAD命令的功能和一些几何函数,并削减了COMMON LISP中一些不常用的函数。
作为一种高级语言,LISP可以完成其他许多高级语言(如FORTRAN、BASIC、PASCAL、C等)能够完成的工作,诸如计算、逻辑判断、循环运算等等。LISP语言具有一些独特的优点,使它特别适用于人工智能和CAD领域,这也是AutoCAD在众多计算机语言中首先选择其作为开发工具的主要理由。
表(List)在LISP语言中具有极其重要的意义。表是LISP语言的重要成份,它由若干个元素(Element)和一对圆括号组成。元素则包括表和原子(Atom)两种类型。原子指常数(Constant)或者符号变量(Variable)。表中的元素可以是表,因此表可具有嵌套结构。
在LISP语言中,表既可以构成数据,也可以组成程序。
如(0.5 1.2)和(1 5.3 3)都是用表的形式表示的数据。前者可以表示一个二维点,x坐标值为0.5,y坐标值为1.2。后者可以表示一个三维点,x坐标值为1,y坐标值为5.3,z坐标值为3。
(1 2 5 8.2 “A” 9)可以表示一个六维向量,与其他计算机语言中的一维数组相当,但是表中元素的数据类型可以各不相同,而同一数组中各个数据的类型都必须相同。
利用表的嵌套结构,容易获得类似的多维数组,但是其中各维的长度可以不相等,并且表中元素的数据类型可以各不相同,所以在表示数据时,表比其他计算机语言中的多维数组更显优越性。AutoCAD中的图形数据(包括类型、图层、颜色、线型、特征、坐标值等)都可采用表的形式表达。如AutoCAD中表达一根直线所用的表为((-1 . <Entity name: 24082f8>) (0 . "LINE") (330 . <Entity name: 2406cf0>) (5 . "2F7") (100 . "AcDbEntity") (67 . 0) (410 . "Model") (8 . "0") (100 . "AcDbLine") (10 187.701 -45.8475 0.0) (11 5.0 -45.8475 0.0) (210 0.0 0.0 1.0));表达一个圆所用的表为((-1 . < Entity name: 7ef50e80>) (0 . "CIRCLE") (330 . < Entity name: 7ef50cf8>) (5 . "88") (100 . "AcDbEntity") (67 . 0) (410 . "Model") (8 . "0") (100 . "AcDbCircle") (10 0.0 0.0 0.0) (40 . 10.0) (210 0.0 0.0 1.0))
LISP语言的程序结构非常简单,它也是由表组成。
LISP程序采用前缀形式:
(元素0 元素1 元素2 … )
构成LISP程序时,表中元素0必为函数名称,其后的各个元素为该函数(元素0)的变量。LISP程序对字母的大小写是不加区分的。
例如
(+ 1 2)
是一个LISP程序的例子,其中+为函数名,1和2为+函数的变量。
LISP语言是一种函数型计算机语言,LISP语言拥有的功能是通过其函数表现出来的。
(二)LISP函数
LISP函数具有返回值和特定的功能。如上例中,函数返回值为3,函数+的特定功能是求和。各种类型的LISP函数用来完成LISP语言所有的功能,下面将一些最基本的LISP函数进行分类,以便大家能够对LISP语言及其在CAD中的应用有所了解。
1.代数运算函数
代数运算函数用于完成代数运算,包括赋值函数(SETQ),四则运算函数(+、-、*、/),三角函数(SIN、COS、ATAN)以及其他代数函数(ABS、EXP、EXPT、SQRT)。代数运算函数的使用方法很容易掌握,唯一要注意的是LISP程序具有前缀结构的特点,各种函数运算都必须将函数名作为LISP表达式中最前面的元素。
1) SETQ函数的格式为(SETQ v1 e1 [v2 e2 … vn en])。其功能是将ei的计算值赋予变量vi,函数返回值为en的计算值。(注:方括号部分是可选项,以下同。)
例如,(SETQ x 1 y (+ 1 2))将常数1的计算值1赋予变量x,LISP表达式(+ 1 2)的计算值3赋予变量y,函数返回值为3。
2) +函数的格式为(+ n1 n2 [n3 … nm])。其功能是对函数变量求和,函数返回值为变量之和:n1+n2+n3+…+nm。
3) -函数的格式为(- n1 [n2 n3 … nm])。其功能是对函数变量求差。当m=1,函数只有一个变量n1时,函数返回值为0-n1,即-n1;当m≥2时,函数返回值为n1-(n2+n3+…+nm)。
4) *函数的格式为(* n1 n2 [n3 … nm])。其功能是对函数变量求积,函数返回值为变量的乘积:n1·n2·n3·…·nm。
5) /函数的格式为(/ n1 n2 [n3 … nm])。其功能是求函数变量的商,函数返回值为
n1 /(n2·n3·…·nm)。
当/函数变量均为整型数时,函数返回值也为整型数;当函数变量中至少有一个为实型数时,函数返回值为实型数。例如,(/ 3 2)的返回值为1,而(/ 3 2.0)的返回值则为1.5。
6) SIN函数的格式为(SIN n)。其功能是求函数变量n的正弦值,函数返回n的正弦值。变量n的单位为弧度。例如,(SIN (/ PI 2))的返回值为1.0,式中PI为LISP符号变量,表示圆周率π值。
7) COS函数的格式为(COS n)。其功能是求函数变量n的余弦值,函数返回n的余弦值。变量n的单位为弧度。用法与SIN函数相同。
8) ATAN函数的格式为(ATAN n1 [n2])。其功能是求反正切值arc tan n1 或 arc tan(n1/n2)。当只有一个函数变量时,函数返回值的范围为(-π/2,π/2),当存在2个函数变量时,函数返回值的范围为(-π,π]。函数返回值的角度单位为弧度。例如:
(ATAN 0) 返回值0.0
(ATAN 1) 返回值0.785
(ATAN 1 1) 返回值0.785
(ATAN 1 –1) 返回值2.356
(ATAN –1 1) 返回值-0.785
(ATAN –1 –1) 返回值-2.356
(ATAN 1 0) 返回值1.5708
(ATAN –1 0) 返回值-1.5708
(ATAN 0 –1) 返回值-3.14
(ATAN 0 1) 返回值3.14
9) ABS函数的格式为(ABS n)。其功能是求绝对值,函数返回n的绝对值。
10) EXP函数的格式为(EXP n)。其功能是求e的指数,函数返回en。
11) EXPT函数的格式为(ESPT m n)。其功能是求m的指数,函数返回mn。
12) SQRT函数的格式为(SQRT n)。其功能是求 平方根,函数返回n的平方根。
2.自定义函数
LISP语言提供了许多基本函数,称为内部函数或系统函数(如前述函数),利用这些函数可以直接编写LISP程序,例如tanα的LISP程序可编写为(/ (SIN x) (COS x))。对于复杂的程序,直接利用基本函数编写程序并不是一个好方法,编写LISP程序更多是利用自定义函数来编写程序,反之,大多数LISP程序也都编写成为自定义函数的形式。自定义函数与其他语言中的子程序或函数最接近。自定义函数是用户自己定义的函数,又被称为用户函数或外部函数。自定义函数的使用和系统函数的使用方法是一致的,用户在使用方面不会感觉到两者的差异。
自定义函数的格式为
(DEFUN name ([A1 A2 … AL] [/ V1 V2 … VM]) e1 e2 … en)
上表中第0个元素DEFUN是自定义函数的函数名,第1个元素name是符号变量,为自定义函数所定义的用户函数的名称。用户函数名称后是用户函数的变量表,变量表中的元素都是所定义的用户函数的局部变量,可分成以“/”分隔的两个部分,方括号表示可选项,表中“/”前的可选项[A1 A2 … AL]为新设立的用户函数name的函数变量,表中另一可选项[/ V1 V2 … VM]中的元素不是用户函数的函数变量,它们仅仅是用户函数name的局部变量。所谓局部变量是指仅仅在定义函数内部存在并起作用的变量,它对定义函数以外的程序无任何干扰。变量表可以是空表(即表中不包含任何元素)。变量表后面是函数定义体,决定了函数name的功能和返回值。函数name的返回值是en的计算结果。
例如AutoLISP没有提供正切函数,用户可以利用自定义函数自行定义正切函数,定义正切函数的程序如下
(DEFUN tan (x / y)
(SETQ y (COS x))
(IF (/= y 0) (/ (SIN x) y))
)
以上程序中tan是用户自行定义的正切函数名。x和y之间的符号“/”分隔开了局部变量中的自变量,“/”前的变量x是用户函数tan的自变量,也是该函数的局部变量,而“/”后的变量y是tan函数的局部变量,但不是tan函数的自变量。程序中的DEFUN、SETQ、IF、/=、/、SIN和COS都是AutoLISP的基本函数。
调用正切函数(tan 0),返还的正切函数值为0.0。可以看到,用户自定义的正切函数的使用方法与LISP系统函数SIN或COS的用法相同。用户函数经一次定义后可无限次使用。用户在使用LISP语言的过程中,用自定义函数的方法可以逐渐积累自己的函数,从而使编程越来越方便。
3.分支结构
分支结构在LISP语言中有二分支结构和多分支结构两种,与此相关的函数有:关系运算函数(=、/=、>、>=、<、<=、EQUAL),逻辑运算函数(AND、OR、NOT),二分支函数(IF)和归并(PROGN)函数以及多分支函数(COND)。
1) 关系运算函数判断函数变量相互间是否符合函数所定义的相等或不等关系。
=函数的格式为(= e1 e2 … en)。当函数变量e1、e2、…、en全部相等时,函数返回T,否则返回NIL。/=、>、>=、<和<=函数的用法也是相同的,其功能如同其函数名所示。
EQUAL函数的格式为(EQUAL e1 e2 [e3])。EQUAL用来比较两个实型数或表是否相等,相等时函数返回T,否则返回NIL。比较两个实型数e1和e2时,取一个很小的正数e3,其判断准则是当|e1-e2|≤e3 时函数返回T,否则返回NIL。
2) AND函数的格式为(AND e1 e2 … en)。当函数变量e1、e2、…、en中全部有值时,函数返回T,否则返回NIL。
3) OR函数的格式为(OR e1 e2 … en)。当函数变量e1、e2、…、en中至少有一个有值时,函数返回T,否则返回NIL。
4) NOT格式为(NOT e)。当函数变量e有值时,函数返回NIL,否则返回T。
5) IF函数的格式是(IF <判别式> e1 [e2]),它的功能是实现程序的二分支结构。当判别式的结果为非NIL时,函数执行e1并返回e1的计算值,否则函数执行e2并返回e2的计算值,若可选项e2不存在,则函数结束运行,返回NIL。例如
(SETQ a (GETREAL “A=”) c (GETREAL “C=”))
(SETQ x (IF (/= a 0) (/ c a)))
(SETQ y (IF (> a 0) (+ c a) (- c a)))
6) PROGN函数的格式为(PROGN e1 e2 … en),它的功能是将若干个LISP表达式归并为一个LISP表达式,常用于IF函数内,以便使IF函数能够在e1和e2的格式规定中作更多的事情。
7) COND函数的格式为
(COND (〈测试式1〉 e11 e12 … e1i)
(〈测试式2〉 e21 e22 … e2j)
……
(〈测试式m〉 em1 em2 … emk)
)
函数功能是实现多分支结构。COND函数的变量都为表,变量表中的第一个元素是测试式,其余元素是当测试结果为非NIL时顺序执行的LISP表达式。COND函数依次对测试式进行测试,当测试结果为非NIL时,顺序执行其后的LISP表达式。函数返回值为最后执行的表达式计算结果。变量表中可以只有一个元素,即可以只有测试式,此时的函数返回值为测试结果。
例3-1 编写下列分段函数的LISP程序。
解1:可以利用COND函数处理该分段函数,编写程序如下
A)编写程序
(DEFUN L3-1-1 (x)
(COND ((AND (> x –10) (<= x –6)) –2)
((AND (> x -6) (<= x –2)) –1)
((AND (> x –2) (<= x 2)) 0)
((AND (> x 2) (<= x 6)) 1)
(T 2)
)
)
B)调用程序(SETQ n (L3-1-1 1))后函数L3-1-1返回0,并将该值赋予变量n。
解2:利用COND函数顺序测试的特点,可以编写更简化的程序如下
A)编写程序
(DEFUN L3-1-2 (x)
(COND ((<= x –10) 2)
(<= x –6) –2)
((<= x –2) –1)
((<= x 2) 0)
((<= x 6) 1)
(T 2)
))
B)调用程序(SETQ n (L3-1-2 1))后函数L3-1-2返回0,并将该值赋予变量n。
4.交互式输入函数
交互式输入函数提供控制台输入,包括键盘输入和光标设备输入。交互式输入函数又称为GET族输入函数,该族函数均以字符GET开头。交互式输入函数包括整型数输入函数(GETINT)、实型数输入函数(GETREAL)、字符串输入函数(GETSTRING)、点输入函数(GETPOINT)、角度输入函数(GETANGLE)、距离输入函数(GETDIST)、关键字输入函数(GETKWORD)和初始化输入函数(INITGET)。交互式输入函数为专业软件的二次开发提供了与AutoCAD相同的交互界面,简化了软件的开发过程和推广工作。
1) GETINT函数的格式为(GETINT [提示信息])。其功能是输入整型数,函数返回值为从键盘输入的整型数。提示信息为字符串,用于输入时给出提示。
2) GETREAL函数的格式为(GETREAL [提示信息])。其功能是输入实型数,函数返回值为从键盘输入的实型数。
3) GETSTRING函数的格式为(GETSTRING [开关变量] [提示信息])。其功能是输入字符串,函数返回值为从键盘输入的字符串。当不选用开关变量或开关变量无值时,输入字符串可以用空格或RETURN结束,输入字符串中无法包括空格。开关变量存在且有值时,则输入字符串中可以包含空格,但必须用RETURN结束字符串。AuotLISP通过这种方式,使字符串输入和AutoCAD在方式上保持一致。
4) GETPOINT函数的格式为(GETPOINT [pt] [提示信息])。其功能是通过键盘或光标设备输入点。可选项pt是一个表示点的表,当pt存在时,移动光标会出现从pt到光标的连线(皮筋线),此时pt也作为相对坐标系的原点对采用相对坐标输入点产生作用。当pt不存在时,相对坐标系的原点由AutoCAD系统变量LASTPOINT决定。
5) GETANGLE函数的格式为(GETANGLE [pt] [提示信息])。其功能是通过键盘或光标设备输入角度。函数返回值为表示角度的实型数,单位为弧度。Pt的作用同前。AuotLISP通过这种方式,使角度输入和AutoCAD在方式上保持一致。
6) GETDIST函数的格式为(GETDIST [pt] [提示信息])。其功能是通过键盘或光标设备输入长度。函数返回值为表示距离的实型数。Pt的作用同前。AuotLISP通过这种方式,使长度输入和AutoCAD在方式上保持一致。
7) GETKWORD函数的格式为(GETKWORD [提示信息])。其功能是通过键盘输入关键字。函数返回值定义为关键字的字符串。关键字由下面的INITGET函数定义。
8) INITGET函数的格式为(INITGET [bits] [关键字])。其功能是控制GET×××函数的输入。
bits为二进制概念的控制位,能够最大限度的减少输入错误。表3-4中,十进制数1(bit 0)防止空输入(ENTER);2(bit 1)防止0输入;4(bit 2)防止负数输入;8(bit 3)允许用户输入LIMITS规定界限以外的点;16(bit 4)(尚未使用);32(bit 5)使用虚线作皮筋线;64(bit 6)阻止Z坐标输入;128(bit 7)允许任意输入。
关键字除了用于GETKWORD函数,还能够用于其他GET×××函数,扩大它们的使用范围。如关键字用于GETINT函数,能够使该函数根据输入内容返回整型数或关键字。而没有关键字时,GETINT函数只能够返回整型数。关键字是包含在双引号内的字符和数字,关键字之间用空格分隔,例如“Abc Def”定义了Abc和Def两个关键字。关键字中的大写字母在输入时可以作为关键字的缩写。
表3-4 控制位和输入函数的关系
函数 | 关键字 | 控制位 | ||||||
非空 (1) (bit 0) | 非0 (2) (bit 1) | 非负 (4) (bit 2) | 非限制 (8) (bit 3) | 用虚线 (32) (bit 5) | 二维距离 (64) (bit 6) | 任意输入 (128) (bit 7) | ||
GETINT | √ | √ | √ | √ | √ | |||
GETREAL | √ | √ | √ | √ | √ | |||
GETDIST | √ | √ | √ | √ | √ | √ | √ | |
GETANGLE | √ | √ | √ | √ | √ | |||
GETPOINT | √ | √ | √ | √ | √ | |||
GETKWORD | √ | √ | √ | |||||
INITGET函数只对其后的GET×××函数起一次作用。
对于程序段
(INITGET 7 “Abc Def”)
(SETQ A(GETINT “A=”))
运行时,输入空回车、0或负数,系统都会要求重新输入,只有在输入正数时程序才会将整型数赋予变量A。当输入a或abc时,程序会将关键字“Abc”作为字符串赋予变量A。而输入d或def时,程序则将“Def”赋予变量A。输入其他字母,程序也会要求重新输入,直至符合输入要求。
例如,在AutoCAD绘圆命令CIRCLE执行时,有如下提示
Command: circle
Specify center point for circle or [3P/2P/Ttr (tan tan radius)]:
Specify radius of circle or [Diameter]:
首先可以输入点或关键字,然后可以输入点、数值或关键字。同样的输入效果可以用以下LISP程序达到:
(INITGET 1 “3P 2P Ttr”)
(SETQ p(GETPOINT “Specify center point for circle or [3P/2P/Ttr (tan tan radius)]:”))
(INITGET 7 “Diameter”)
(SETQ r (GETDIST p “Specify radius of circle or [Diameter]:”))
5.字符串函数
字符串函数专门用于处理字符串,包括字符串长度函数(STRLEN)、字符串链接函数(STRCAT)和子字符串函数(SUBSTR)。
1) STRLEN函数的格式是(STRLEN s)。函数变量是字符串,STRLEN函数的功能是求出字符串s的长度,即组成字符串s的字符个数,函数返回整型数。如(STRLEN “abc”)返回3。
2) STRCAT函数的格式是(STRCAT s1 s2 … sn)。它的功能是按变量顺序合并字符串s1 、s2 、… 、sn,函数返回合并后的字符串。如(STRCAT “abc” “def”)返回字符串“abcdef”。
3) SUBSTR函数的格式是(SUBSTR s m [n]),函数变量s为字符串,m和n为整型数。SUBSTR函数从字符串s中取出一部分作为函数的返回值。返回的子字符串从字符串s的第m个字符开始,其长度(字符数)为n 。若n不存在,则返回的子字符串从字符串s的第m个字符开始至字符串末尾。字符串排列顺序为从左到右,起首字符序号为1。如(SUBSTR “Good Morning” 6 3)返回字符串“Mor”,
(SUBSTR “Good Morning” 6)返回字符串“Morning”。
6.表处理函数
表处理函数是LISP语言中最具特色的一类函数,用来生成表(LIST函数)或对表进行各种操作,如往表中添加元素(CONS函数)、从表中删除元素(CDR函数和MEMBER函数)、提取表中元素(函数CAR、CADR函数、CADDR函数和NTH函数)、检索表中元素(ASSOC函数)、替换表中元素(SUBST函数)、合并表(APPEND函数)、颠倒表中元素顺序(REVERSE函数)等等,其他的表处理函数还有LENGTH、APPLY、MAPCAR、FOREACH等等。其中的APPLY函数和MAPCAR函数又被称为泛函数,即在原来函数自变量位置上出现了函数,这就大大增加了程序的适用性。
1) LIST函数的格式是(LIST e1 e2 … en)。它的功能是把e1、e2、…、en的计算值组成一个表。如(LIST 1 (+ 1 2) “A”)返回表(1 3 “A”)。
2) CONS函数的格式是(CONS e L),它的功能是把e的计算值加入表L中。如
(CONS (+ 1 2) (LIST 1 2))返回表(3 1 2)
3) CDR函数的格式是(CDR L),它的功能是去除表L中为首的元素,函数返回剩余的表。如
(CDR (LIST 1 2))返回表(2)。
4) MEMBER函数的格式是(MENBER e L), 它的功能是提取表L中e及其后面元素组成的表。如
(MENBER 3 (LIST 1 2 3 4 5))返回表(3 4 5)。
5) CAR函数的格式是(CAR L),它的功能是提取表L中第0个元素,函数返回该元素。如
(CAR (LIST 1 2 3))返回1。在CAD中常被用来提取点中的X坐标值。
6) CADR函数的格式是(CADR L),它的功能是提取表L中第1个元素,函数返回该元素。如
(CADR (LIST 1 2 3))返回2。在CAD中常被用来提取点中的Y坐标值。
7) CADDR函数的格式是(CADDR L),它的功能是提取表L中第2个元素,函数返回该元素。如
(CADDR (LIST 1 2 3))返回3。在CAD中常被用来提取点中的Z坐标值。
8) NTH函数的格式是(NTH n L),它的功能是提取表L中第n个元素,函数返回该元素。表中元素的排列顺序是从左到右,为首元素序号为0。如(NTH 2 (LIST 1 2 3 4))返回3。
9) ASSOC函数的格式是(ASSOC e L),它的功能是检索表L中包含以e值为起始元素的嵌套子表,函数返回检索到的子表。如(ASSOC 2 ‘((1 2) (2 3) (3 4)))返回以2为起始元素的嵌套子表(2 3)。
10) SUBST函数的格式是(SUBST m n L),它的功能是用m取代表L中的n,函数返回更换后的表。如(SUBST “QQ” “B” (LIST “A” “B” “AB” “B”))返回表(“A” “QQ” “AB” “QQ”)。
11) APPEND函数的格式是(APPEND m n),它的功能是合并表m和n,函数返回合并后的表。如
(APPEND (LIST 1 2) (LIST 3 4 ))返回表(1 2 3 4)。
12) REVERSE函数的格式是(REVERSE L),它的功能是颠倒表中元素的顺序,函数返回颠倒元素顺序后的表。如(REVERSE (LIST 1 2 3 4))返回表(4 3 2 1)。
13) LENGTH函数的格式是(LENGTH L),它的功能是求出表的长度(即表中元素的个数),函数返回表示元素数目的整型数。如(LENGTH (LIST 1 2 3 4))返回整型数4。
7.类型转换函数
类型转换函数提供了变量和数据类型的相互转换,包括整型数和实型数互相转换函数(FIX和FLOAT)以及涉及字符串的转换函数(RTOS和READ)。
1) FIX函数用于将实型数转换成整型数,它的格式为(FIX n)。
2) FLOAT函数用于将整型数转换成实型数,它的格式为(FLOAT n)。
3) RTOS函数用于将数转换成一定格式的字符串,它的格式为
(RTOS n [mode [precision]])。
可选项mode和precision都是整型数。mode表示转换格式,precision表示转换精度(小数点后的位数),mode含义如表3-5所示。当可选项缺省时,RTOS函数按照AutoCAD的缺省格式进行转换。
表3-5 mode取值与转换格式的关系
mode | 转换格式 |
1 | 科学计数制 |
2 | 十进制 |
3 | 英制工程制 |
4 | 英制建筑制 |
5 | 分数 |
4) READ函数的格式是(READ s),其中s是可以包含空格的字符串。READ函数去除字符串s的双引号,并返回从中获得的第一个表或原子。如
(READ “HELLO”)返回符号变量HELLO
(READ “HE LLO”)返回符号变量HE
(READ “123”)返回常数123
(READ “123 456 789”)返回常数123
(READ “(1 2 3)”)返回表(1 2 3)
(READ “(1 2 3) (4 5 6)”)返回表(1 2 3)
8.循环运算函数
循环运算函数用于循环运算,包括无条件循环函数(REPEAT)和有条件循环函数(WHILE)。无条件循环是按照确定的循环次数进行循环运算,而有条件循环则是在每次运算前进行判断,根据判断结果确定是否进行循环运算。
1) REPEAT函数的格式为
(REAPEAT n e1 e2 … em)
其中n为整型数, e1 、e2 、…、em为LISP表达式。REPEAT函数的功能是无条件地按顺序对e1 、e2 、…、em进行n次循环运算,函数返回值为em最后一次的计算结果。
2) WHILE函数的格式为
(WHILE <测试式> e1 e2 … em)
WHILE函数首先对测试式进行测试,当测试结果为非NIL时,顺序执行e1、e2、…、em,然后再对测试式进行测试,直至测试结果为NIL时才停止循环运算,函数返回值为em最后一次的计算结果。
例3-2 编写LISP程序求1+2+…+100
解1:采用REPEAT函数编写程序
A)编写程序
(DEFUN L3-2-1 (/ I s)
(SETQ i 0 s 0)
(REPEAT 100
(SETQ i (+ I 1) s (+ s i))
)
)
B)调用函数(L3-2-1),函数返回5050。
解2:采用WHILE函数编写程序
A)编写程序
(DEFUN L3-2-2 (/ I s)
(SETQ I 0 s 0)
(WHILE (< I 100)
(SETQ I (+ I 1)
s (+ s I)
)
)
)
B)调用函数(L3-2-2),函数返回5050。
例3-3 求定积分:
解:采用矩形法求解定积分。将定积分区域视为由n个等宽度小矩形组成,n个小矩形的面积之和为定积分值的近似值,小矩形的高度为sinx,宽度dx=1/n。
A)编写程序
(DEFUN L3-3 (n / dx s x y)
(SETQ dx (/ 1.0 n)
x 0 s 0
)
(REPEAT n
(SETQ y (* x (SIN x))
x (+ x dx)
s (+ s (* y dx))
)
)
)
B)设n为100,调用函数(L3-3 100),函数返回定积分的近似值0.296973。
9.输入输出和文件处理函数
除了前面提及的交互式输入函数外,AutoLISP语言还提供了输入大量数据的方式,即利用磁盘文件输入数据,输入函数为READ-LINE和READ-CHAR。输出函数可以将数据输出到显示屏幕或磁盘文件。常用的输出函数有PRINC。在处理磁盘文件时,需要先用OPEN函数打开文件,文件处理完毕后,再用CLOSE函数关闭文件。
1) OPEN函数的功能是打开文件,对文件进行操作,函数返回文件指针。函数格式为(OPEN name mode),name是表示操作文件名的字符串,mode是表示文件操作方式的字符串,其定义如表3-6所示。
表3-6 mode取值与文件操作方式的关系
mode | 状态 |
“r” | 读文件 |
“w” | 写文件 |
“a” | 添加数据 |
例如,程序段(setq f (open “try.dat” “r”))打开文件try.dat,并将其设为读状态,变量f为文件指针,开始时指向文件try.dat的头部,以后用输入函数读取数据时,文件指针随读取数据移动位置。
2) CLOSE函数的格式为(CLOSE f),其中f是表示文件指针的符号变量。它的功能是关闭打开的文件,函数返回NIL。使用CLOSE函数后,系统将缓冲区内的数据全部处理完毕后关闭文件,避免数据丢失。
3) READ-LINE函数的格式为(READ-LINE [f]),其中f是表示文件指针的符号变量。它的功能是从文件指针指向的文件中顺序读取一行数据。缺省项文件指针f不存在时,则从键盘输入读取数据。READ-LINE函数的返回值是字符串,读到文件底部时函数返回NIL。
例3-4 设当前目录下有两个数据文件A.DAT和B.DAT,试编写程序,把B.DAT文件中的数据尾接到A.DAT文件之后。
解:
A)编写程序如下:
(DEFUN L3-4 ()
(SETQ fr (OPEN “B.DAT” “r”)
fw (OPEN “A.DAT” “a”)
s (READ-LINE fr)
)
(WHILE s
(PRINC s fw)
(PRINC “\n” fw)
(SETQ s (READ-LINE fr))
)
(CLOSE fr)
(CLOSE fw)
)
B)调用程序:
函数(L3-4)执行后,B.DAT文件中的数据就尾接到A.DAT文件原先数据的后面。
程序运行时首先打开文件B.DAT和A.DAT,读取B.DAT文件中首行数据后进入循环,将读取数据和回车换行符添加写入A.DAT文件,然后再从B.DAT文件中继续读取数据,循环往复,一直到READ-LINE函数读取到B.DAT文件底部时,函数返回NIL并将其赋予变量s,则WHILE函数退出循环,关闭文件B.DAT和A.DAT后程序运行结束。
4) PRINC函数格式为(PRINC [e [f]]),其中e是LISP表达式,f是表示文件指针的符号变量,用于输出至文件。F不存在,则输出至显示器。PRINC函数的功能是输出e的计算值。PRINC函数返回值为e的计算值。当函数没有变量时,即(PRINC)表示不显示函数返回值。PRINC函数输出字符串时不带双引号。可以用特殊字符进行控制,实现格式输出。特殊字符以\开始,后跟ASCII码,常用的特殊字符如表3-7所示。
例如程序段(PRINC “ABC”)向显示屏幕输出ABC,同时函数的返回值为“ABC”。 (PRINC “\nABC”)先向显示屏幕输出回车换行符,然后输出ABC,函数的返回值为“\nABC”。
表3-7 特殊字符
特殊字符 | \n | \r | \t | \007 | \” | \\ |
输出结果 | 回车换行 | 回车不换行 | TAB | 响铃 | “ | \ |
10. AutoCAD接口函数
COMMAND函数的功能是在AutoLISP程序中执行AutoCAD命令。由于存在COMMAND函数,AutoLISP和Visual LISP程序可以调用几乎所有的AutoCAD命令,使得LISP灵活的程序功能和AutoCAD强大的图形功能得到完美的结合,专业计算和AutoCAD图形相得益彰,不仅能够大大提高AutoCAD的绘图效率,而且进一步拓展了AutoCAD的应用范围。
COMMAND函数的格式为
(COMMAND [e1 e2 … en])
执行COMMAND函数时,按顺序把函数变量送出,作为AutoCAD命令及对命令提示的回答。因此,COMMAND函数变量的个数、顺序和类型必须与所调用的命令严格一致。函数变量可以是常数、变量及LISP表达式。不带变量的COMMAND函数,即(COMMAND),相当于在AutoCAD中使用CTRL-C。空字符串“”则相当于在AutoCAD中使用回车。一个COMMAND函数可以执行多项AutoCAD命令,一项AutoCAD命令也可以用多个COMMAND函数完成。在COMMAND函数变量中不允许出现GET族函数。
例如输入圆心和直径绘制圆。程序1在一个COMMAND函数中执行CIRCLE和ZOOM两项AutoCAD命令,程序2则用两个COMMAND函数完成一项CIRCLE命令。
程序1:
(SETQ p (GETPOINT “Center point: ““)
d (GETDIST p “Diameter: “)
)
(COMMAND “CIRCLE” p “D” d
“ZOOM” “E”
)
程序2:
(SETQ p (GETPOINT “Center point: ““)
(COMMAND “CIRCLE” p)
(SETQ d (GETDIST p “Diameter: “))
(COMMAND “D” d)
(COMMAND “ZOOM” “E”)
例3-5 在区间0~2π内绘制y = sinα的函数曲线。
解:
A) 编写程序如下:
(DEFUN psin (x) (LIST x (SIN x)) ;定义函数psin,返回表示sin函数曲线上一点的表。
(DEFUN NIHE (s e n f / d v p) ;定义绘制任意函数曲线的函数NIHE
(SETQ d (/ (- e s) n) ;s为初值,e为终值,n为逼近函数曲线所用的直线段数
v s ;f为定义曲线的函数,d为增量,v从初值变化到终值
p (f v) ;p为表示点的表
)
(COMMAND “PLINE” p) ;调用PLINE命令绘制多段连线
(REPEAT n ;进入循环
(SETQ v (+ v d) p (f v))
(COMMAND p) ;绘制一个直线段
) ;循环结束
(COMMAND) ;退出PLINE命令
)
B) 调用程序:
调用函数(NIHE 0 (* 2 PI) 1000 psin),函数执行后,可以看到AutoCAD自动绘制出由1000根直线逼近的0至2π区间的sin函数曲线。
11. 图形数据处理函数
1986年,AutoCAD v2.52版本开放了图形数据库,使得CAD用户可以从CAD图形中提取与图形相关的数据。如此,表示切削加工的刀具运动轨迹图形可以轻易地用LISP程序转换成NC加工代码,也可以用LISP程序根据毛坯图形和零件轮廓图形自动产生刀具行走轨迹线,有限元网格划分的前处理也不再存在障碍。图形数据处理函数包括SSGET、SSNAME、SSLENGTH、ENTGET等函数。
12. QUOTE函数
QUOTE函数是应用最广泛的LISP函数之一,它的格式为(QUOTE e),功能是阻止对函数变量e进行求值计算。在LISP程序中常见的是QUOTE函数的简写格式’e。
如果用赋值函数对变量a赋值:(SETQ a (+ 1 2)),LISP会先对LISP表达式(+ 1 2)进行求值计算,将计算结果赋予变量a,结果变量a的值为3。采用QUOTE函数阻止对LISP表达式(+ 1 2)进行求值计算,结果就不一样了,如程序段(SETQ a ’(+ 1 2))执行后,a的值为(+ 1 2),成为一个表变量。QUOTE函数常用来把一个表赋予一个变量,如(SETQ a ’(0.5 1.3))把表(0.5 1.3)赋予变量a。
13. APPLY函数
APPLY函数不是一个实变函数,它具有泛函性质,它的格式为(APPLY ’fun L),其第一个函数变量是代表函数的函数名,另一个变量是表。APPLY函数将函数名移入表中,将其置于第0个元素的位置,然后对新表求值。如对于(APPLY ’+ a),a的定义如前所述,相当于对(+ 0.5 1.3)求值,函数返回值为1.8。
14. MAPCAR函数
MAPCAR函数也不是一个实变函数,它也具有泛函性质,它的格式为(MAPCAR ’fun L1 L2 … Ln),其第一个函数变量是代表函数的函数名,其它的变量都是表。MAPCAR函数用指定的函数处理表变量中相对应的元素,并以表的形式返回处理结果。如(MAPCAR ’+ a ’(1 2)),a的定义仍然同前所述,相当于
(LIST (+ 0.5 1) (+ 1.3 2)),
函数返回(1.5 3.3)。
(三)LISP应用实例
下面通过凸轮设计(与制造)的应用实例展示LISP语言是如何拓展AutoCAD应用范围的。
1. 凸轮廓线的组成
普通的凸轮廓线可以分成四段。
1) 推程段:从动件跟随凸轮转动而上升,总上升行程为h,对应的凸轮转角为d1。
2) 远休止段:从动件在距离凸轮旋转中心最远处停留不动,对应的凸轮转角为d2。远休止段凸轮廓线为一段圆弧,圆弧半径等于凸轮基圆半径r0加上从动件行程h。
3) 回程段:从动件跟随凸轮转动而下降,总下降行程为h,对应的凸轮转角为d3。
4) 近休止段:从动件在距离凸轮旋转中心最近处停留不动,对应的凸轮转角为d4。近休止段凸轮廓线为一段圆弧,圆弧半径等于凸轮基圆半径r0。
对于凸轮从动件不同的运动规律,凸轮廓线推程段和回程段的函数曲线都不相同。凸轮从动件作等速运动时,推程段凸轮半径随转角d变化,变化规律为
r=r0+h(d/d1) 0≤d≤d1
回程段凸轮半径随转角d变化,变化规律为
r=r0+h[1-(d/d3)] 0≤d≤d3
2. 凸轮绘制程序
根据以上对凸轮廓线的分析,可以编制出如下的LISP程序:
(DEFUN C:TULUN (/ r0 h d1 d2 d3 d4 n1 n3) ;定义主函数C:TULUN
(SETQ r0 (GETREAL "基圆半径r0=") ;以下输入凸轮参数
h (GETREAL "从动件行程H=")
d1 (GETREAL "推程角delta1=")
d2 (GETREAL "远休止角delta2=")
d3 (GETREAL "回程角delta3=")
d4 (- 360 D1 D2 D3)
n1 (GETINT "推程段拟合线段数n1=")
n3 (GETINT "回程段拟合线段数n3=")
)
(NIHE 0 d1 n1 s1) ;绘制推程段廓线
(COMMAND "ARC" "@" "C" "0,0" "A" d2) ;绘制远休止段廓线
(NIHE (+ d1 d2) (+ d1 d2 d3) n3 s3) ;绘制回程段廓线
(COMMAND "ARC" "@" "C" "0,0" "A" d4 ;绘制近休止段
"ZOOM" "E" ;显示整个绘制完毕的凸轮
"PEDIT" "L" "Y" "JOIN" "C" "-1E10,-1E10" "1E10,1E10" "" ""
) ;将组成凸轮廓线的线段链接成多段连线
(PRINC) ;程序执行后不显示函数返回值
)
(DEFUN s1 (v / a a1 r x y) ;定义推程段函数
(SETQ a (/ (- v s) (- e s))
a1 (/ (* v PI) 180)
r (+ r0 (* h a))
x (* r (COS a1))
y (* r (SIN a1))
)
(LIST x y) ;函数返回表示函数曲线上一点的一个表
)
(DEFUN s3 (v / a a1 r x y) ;定义回程段函数
(SETQ a (/ (- v s) (- e s))
a1 (/ (* v PI) 180)
r (+ r0 h (* -1 h a))
x (* r (COS a1))
y (* r (SIN a1))
)
(LIST x y) ;函数返回表示函数曲线上一点的一个表
)
上述程序由4个用户函数构成,即C:TULUN、NIHE、S1和S3。其中C:TULUN为主函数,具有输入凸轮参数和调用NIHE函数绘制凸轮廓线的功能;NIHE是例3-5中所列举的绘制任意函数曲线的函数,主函数调用时它绘制S1定义的推程段函数和S3定义的回程段函数曲线;S1函数定义了推程函数曲线,S3函数定义了回程函数曲线。主函数名为C:TULUN,在函数名TULUN前面加上C:,可以把自定义LISP函数转变为增添AutoCAD命令,即调用函数时不再需要使用圆括号。
3. 凸轮绘制程序的使用
在AutoCAD命令提示符状态下直接键入TULUN,随后根据提示逐项输入如下数值(底下划线部分为键入数值,非划线部分为程序提示):
Command: TULUN
基圆半径r0=30
从动件行程H=10
推程角delta1=120
远休止角delta2=60
回程角delta3=120
推程段拟合线段数n1=100
回程段拟合线段数n3=100
输入完毕后,AutoCAD立即自动绘制出如图3-3中所示的凸轮理论廓线。其中推程段是用100根直线逼近的等速运动规律凸轮廓线;远休止段是圆心为0,0,半径为40,角度为60°的圆弧;回程段是用100根直线逼近的等速运动规律凸轮廓线;近休止段是圆心为0,0,半径为30,角度为60°的圆弧。用AutoCAD的绘图功能还可以绘制出图中的其他图线,如用偏移复制(OFFSET)功能可以绘制出凸轮实际廓线。如果继续调用CAM程序,就可以从凸轮的实际廓线得到凸轮的数控加工程序,从而在数控机床上优质高效地制造出这个凸轮零件。
第四节 新生代CAD软件——SolidWorks
SolidWorks是SolidWorks公司推出的基于Windows的机械设计软件,是基于Windows平台的全参数化特征造型软件,它可以十分方便地实现复杂的三维零件实体造型、复杂装配和生成工程图。图形界面友好,用户易学易用。
一、SolidWorks的三维设计功能介绍
其主要功能特点如下:
(1)操作界面友好
(2)协同工作
3D Content Central 是一个崭新的在线资源库,集成在SolidWorks内。用户可以通过此插件在互联网找到世界著名的零部件供货商,并下载库中的几百万个零部件。用户只需查询供应商的产品在线目录,直接下载三维实体模型,而不需要二次建模。
(3)装配设计
(4)工程图
SolidWorks 提供了生成完整的、车间认可的详细工程图的工具。工程图是全相关的,当你修改工程图时,三维实体模型、各个视图、装配体都会自动更新。
从三维实体模型中自动产生工程图,包括视图、尺寸和标注。
(5) 零件建模
SolidWorks 提供了基于特征的实体建模功能。通过拉伸、旋转、抽壳、扫描、放样、阵列、镜像以及打孔、倒圆角、倒角等操作来实现产品的设计。通过对特征和草图的动态修改,用拖拽的方式实现实时的设计修改。三维草图功能为扫描、放样生成三维草图路径,或为管道、电缆等管线生成延伸路径。
(6)曲面建模
通过SolidWorks带控制线的扫描、放样、填充以及拖动可控制的相关操作产生复杂的曲面。可以直观地对曲面进行修剪、延伸、倒角和缝合等曲面的操作。
二、SolidWorks的零件建模
SolidWorks是基于特征的工程造型软件,所谓特征是一种用参数驱动的模型。特征之间可以相互堆砌,也可以相互剪切。特征造型就是应用各种特征来组合生成所需要零件的方法。SolidWorks提供了一系列特征造型工具供用户进行零件建模。表3-8中列出了SolidWorks提供的特征造型工具。
表3-8 SolidWorks特征造型工具
特征(Feature) | 说 明 |
拉伸(Extrude) | 生成向一侧或两侧延伸的可具有拔模斜度的基体、凸台、切除或曲面 |
旋转 (Revolve) | 生成旋转的基体、凸台、切除或曲面 |
扫描 (Sweep) | 通过沿着一条路径移动截面轮廓来生成基体、凸台、切除或曲面。 |
放样 (Loft) | 通过在若干截面轮廓之间进行过渡来生成基体、凸台、切除或曲面 |
倒圆角(Fillet) | 在零件上生成一个内圆角或外圆角面 |
倒角(Chamfer) | 在所选的边线或顶点上进行倒角 |
拔模(Draft) | 以指定的角度斜削模型中所选的面 |
钻孔(Hole) | 在模型上生成各种类型的孔特征 |
缩放(Scale) | 对零件或曲面进行比例缩放 |
抽壳(Shell) | 形成空心零件 |
加厚(Thicken) | 为所选曲面加厚度 |
筋(Rib) | 特殊类型的拉伸特征 |
圆顶 (Dome) | 将平面转变为预定高度的圆顶 |
特型 (Shape) | 通过展开、约束或拉紧所选曲面在模型上生成一个变形曲面 |
阵列(Pattern) | 阵列复制所选的源特征 |
镜像(Mirror) | 镜像复制所选的特征或所有特征 |
型腔(Cavity) | 用一个零件减去另一个零件 |
连接(Join) | 两个零件相连接 |
分割(Split) | 对一个零件进行分割 |
SolidWorks的基本特征建立在二维草图的基础上,而二维草图又建立在基准平面之上。
建立一个零件的实体建模文件时,具有三个初始的相互正交的基准平面——前视面、俯视面和右视面。可以从基准平面派生出其他基准平面。派生的基准平面可以和原先的基准平面平行并相隔一定距离,也可以与原先的基准平面构成一定的旋转角度。从已经生成的三维实体中的平面或特征点也可以派生出基准平面。
草图有二维草图和三维草图之分,二维草图应用广泛,是建立基本特征的基础,三维草图仅用于产生扫描路径等不多的场合。二维草图创建于基准平面,由直线、圆弧、圆、椭圆、样条曲线、中心线和文字等图形构成。在二维草图的图形中可以建立起尺寸约束和几何约束。所谓尺寸约束是指通过改变尺寸来改变图形,即尺寸驱动图形。几何约束包括水平、垂直、平行、正交、相切、相等、同圆心、对称等。在绘图时会自动生成一些几何约束,也可以在修改图形时增加和删除几何约束。二维草图的绘制类同于AutoCAD,并兼容AutoCAD命令,但由于具有尺寸驱动图形的功能,二维草图的图形绘制比AutoCAD更胜一筹。SolidWorks 2003增添了二维草图自动标注尺寸的新功能,使得二维草图的绘制更加便捷。在二维CAD层面上,SolidWorks图形和AutoCAD是可以互相转换的。
SolidWorks的零件实体建模通过以下特征造型工具完成。
(1) 拉伸(Extrude)特征 以一个二维草图为基础,将二维草图沿一个垂直方向或同时沿另一相反方向拉伸成三维实体。拉伸时可以设置拔模斜度。在三维实体上去除材料的拉伸特征称为拉伸切除。
(2) 旋转(Revolve)特征 通过环绕中心线旋转二维草图轮廓线来生成三维实体。在三维实体上去除材料的旋转特征称为旋转切除。
(3) 扫描(Sweep)特征 通过沿着一条二维草图或三维草图指定的路径移动二维草图生成三维实体,可以通过引导线来控制三维实体的中间形状。
(4) 放样(Loft)特征 连接多个二维草图上的截面构成三维实体。
上述4个特征均建立在草图基础之上,可以利用来生成零件三维实体的基体,所以又称为基本特征。表3-8中列出的其他特征则用来对三维实体进行操作,不一定需要草图。
(5) 倒圆角(Fillet)特征 用来对三维实体进行倒圆角操作。
(6) 倒角(Chamfer)特征 用来对三维实体进行倒角操作。
(7) 拔模(Draft)特征 用来生成拔模斜度。
(8) 钻孔(Hole)特征 分成简单直孔和异形孔。简单直孔特征可以在三维实体上制作一个直圆孔。异形孔特征用于生成螺孔等,它包含两个草图,其中一个草图包含表示孔数量和位置的点,另一个草图包含表示孔形状的图形。修改上述第一个草图可以改变孔的数量和位置,修改上述第二个草图可以改变孔的形状。
(9) 缩放(Scale)特征 用来对三维实体或曲面进行比例缩放。可以在各个方向比例均匀地进行缩放,x、y、z方向的缩放比例也可以各不相同。
(10) 抽壳(Shell)特征 去除零件内部的材料,生成空心零件,空心零件可以有若干个面敞开,对应于各个面的壁厚也可不同。
(11) 加厚(Thicken)特征 用来处理曲面,把曲面生成一定的厚度,使之变为实体模型。
(12) 筋(Rib)特征 用来产生筋板,对塑料件设计很有用。筋特征建立在草图基础之上。
(13) 圆顶(Dome)特征 将平面拉伸成一定高度的球面或椭球面。
(14) 特型(Shape)特征 在三维实体上生成具有可控曲面的实体,可以用点(草图点、端点、顶点等)、草图、边线和曲线对曲面形状进行控制。
(15) 阵列(Pattern)特征 对选定特征进行阵列复制,共有线性阵列、圆周阵列、曲线阵列、草图阵列和表格阵列5种形式。线性阵列对选定特征沿一个方向或两个方向作线性分布阵列复制。圆周阵列对选定特征作圆周分布阵列复制。曲线阵列对选定特征沿曲线分布进行阵列复制。草图阵列对选定特征根据草图上点的位置进行阵列复制。表格阵列则根据表格数据定义的位置对选定特征进行阵列复制。
(16) 镜像(Mirror)特征 对已有特征或三维实体作镜像复制,产生对称于所选平面的镜像实体。
(17) 型腔(Cavity)特征 用一个零件减去另一个零件,常用来产生模具型腔和型芯。
(18) 连接(Join)特征 把两个零件连接成一个零件。
(19) 分割(Split)特征 把一个零件分割开。
三、SolidWorks的曲面和曲线特征
除了上述零件建模特征外,SolidWorks还具有丰富的曲面和曲线特征,用于辅助零件建模。
1. 曲面特征
曲面是没有厚度的一种几何图元。
生成曲面的方法有
①用闭环草图或基准面上的闭环边线生成平面;
②从草图拉伸、旋转、扫描和放样生成曲面,方法与零件建模相同;
③从已有的曲面或零件面生成等距曲面;
④从零件实体产生中面;
⑤生成圆角曲面;
⑥生成填充曲面;
⑦复制曲面;
⑧从输入文件得到曲面,如从IGES格式文件得到曲面。
修改曲面的方法有
①延伸曲面;
②裁剪曲面;
③延展曲面;
④移动曲面;
⑤删除曲面;
⑥替换曲面;
⑦缝合曲面。
曲面用于零件建模的场合有
①选取曲面的边线和顶点作为扫描的引导线和路径;
②加厚曲面来生成实体或切除实体;
③缝合曲面并加厚使包围区域成为实体;
④隐藏或显示实体和曲面;
⑤曲面作为拉伸实体的终止条件;
⑥用曲面作为实体的替换面。
2. 曲线特征
曲线是无宽度和厚度的一种几何图元。
除了二维草图中的平面曲线外,我们还有下列几种三维曲线:
①从草图投影到模型面或曲面上的投影曲线;
②由曲线、草图线和模型边线组合生成的组合曲线;
③用曲线工具生成的螺旋线或涡状线;
④从草图曲线投影到模型面上生成的分割线;
⑤通过模型点或自由点的样条曲线。
曲线可以用于零件实体建模,如将曲线用作扫描时的路径和引导线、放样时的引导线、拔模时的分割线,等等。
四、SolidWorks的装配体
SolidWorks支持自下而上和自上而下两种设计装配体的方法,也可以结合两种方法设计一个装配体。
自下而上的设计方法属于归纳设计方法,它先生成组成装配体的所有零部件,然后将它们插入装配体中,根据各个零部件间的配合关系将它们组装起来。这种方法的优点是零部件的独立设计,相互关系及重建行为比较简单。用户可以专注于单个零件的设计工作。
自上而下的设计方法属于演绎设计方法,它从装配体中开始设计,用户可以从一个零件的几何体来定义另一个零件。自上而下的设计次序一般以布局草图为设计的开端,然后定义固定的零件位置、基准面等,参考这些定义来设计零件。自上而下的设计方法更符合经典的设计思想,突出零件之间的相互联系。
SolidWorks的装配体操作有插入零部件、移动和旋转零部件、装配零部件、检测装配效果及产生爆炸效果图。
插入零部件可以把已经生成的SolidWorks零件或装配体插入到装配体中。插入后的零部件可用鼠标拖动及旋转以便装配。零件的装配关系分为平面配合与圆柱面配合两种方式。平面配合有共面、平行、垂直和角度四种关系。圆柱面配合有轴线共线、平行、垂直和角度四种关系。SolidWorks可以对装配体进行干涉检测,检查装配面的间隙和干涉情况。SolidWorks还可以完成装配体的爆炸效果图来充分展现零件之间的装配过程。
五、SolidWorks的工程图
对于已经生成的零件实体和装配体,SolidWorks具有工程图的功能。工程图可以编辑图样格式,生成标准三视图,生成轴测视图、模型视图等命名视图以及派生视图。SolidWorks提供了多种类型的派生视图。对于视图的某一部分,如果因为图形太小而不能清楚表达,用户可以生成一个局部视图来放大这一部分。借助于剖切线,可以生成常用的全剖视图、半剖视图、阶梯剖视图、旋转剖视图、断开的剖视图和局部剖视图。在所选视图的左边、右边、上边或下边可以生成投影视图。对于现有视图的直边,能够产生向该边垂直方向投影的辅助视图。对于现有视图中的平面,能够产生向该平面垂直方向投影的相对视图。
SolidWorks可以把构筑零件特征时的尺寸带入到工程图中,尺寸标注的类型有常用尺寸、基准尺寸、尺寸链、参考尺寸、倒角尺寸等。形位公差、表面粗糙度和技术要求等被作为注解加入到工程图中。工程图、装配体和零件实体之间的尺寸是互相关联的,修改其中任一尺寸,其他两个文件中的尺寸及其几何形状都会发生同样的改动,这样就保证了设计数据的一致性。
装配体的工程图可以自动生成零件明细表,插入零件序号。零件明细表会跟随装配体添加、删除或替换零部件自动更新变化。
六、SolidWorks的模具设计插件
MoldBase是SolidWorks的模具设计插件,它能够在用SolidWorks进行模具设计时提供标准的模架,并快速完成模具设计。
利用MoldBase很快就可以完成标准模架的三维设计。模具设计师只需要选择供应商、模架类型、尺寸规格、模板厚度以及其他参数就可以生成模架的三维模型实体。设计师的精力可以集中在模具设计的关键处,如型腔和型芯的设计、流道和浇口的安排、冷却管道的布置等。
MoldBase能够提供国际一流模架生产厂商的标准模架,如DME、Superior、PCS、HASCO、Progressive等。
除了完整的装配模架以外,MoldBase还提供大量的模具标准件,例如:螺栓、顶杆、顶管、定位环、A型模板、B型模板、返回杆、圆柱销、圆锥销、直导套、带肩导套、注口套、支承柱、轴衬等。
MoldBase还为模具设计提供了常用的造型特征:平底沉孔、埋头螺孔、螺纹、穿过若干模板的系列孔、管接头、管螺纹孔等。
SolidWorks 2004提供给模具设计师新的工具来消除耗时的工作。新的凹模和凸模命令使得两个主要模具零件设计实现了自动化。用户只需制定好模具钢材的尺寸,SolidWorks就会自动完成剩下的工作。过切分析在生产模具前能够自动检测潜在的问题,节省了模具制造工厂的时间和金钱。新的表面合模命令能够自动定位和封闭凹模和凸模。厚度分析工具能够检测模型的各个部分,避免流体经过模具受限制的部位或避免成品的缺陷。新的工具可以自动创建分模线,分模表面和有效的排气孔。
七、SolidWorks的其他功能
SolidWorks提供的钣金设计能力,可以直接使用各种类型的法兰、薄片等钣金特征。正交切除、角处理以及边线切口等处理手法,使钣金操作变得非常容易。同样对于冷冲压模具设计,弯曲件的展开也变得非常简便易行。
SolidWorks首创将结构分析的功能嵌在CAD环境中。COSMOSXpress模块使得用SolidWorks软件进行设计的工程师可以直接对设计的零件进行有限元分析,对产品的性能进行评估,而不必花费大量的时间和金钱去制造昂贵的样机。
SolidWorks能够直接模拟机械机构运动干涉的情况,减少了建造样机所需的时间和费用。驱动机械运动的模型有:电动机、弹簧、重力等,同时还具有记录和播放的功能。
PhotoWorks能够非常快地将SolidWorks的零件和装配体渲染成美观的具有真实效果的图片。
Toolbox是一个容易操作的标准件软件。用Toolbox可立即查阅所有的标准件库,可以在很短的时间内选出正确的标准件,并将其放到正确的位置。
Piping能够对气体和液体传输设备中的管道设计进行优化,你可以充分利用三维CAD软件SolidWorks独有的功能和灵活性,方便、自动地进行管道设计。
PDMWorks通过电子仓库提供了一种有效的途径来保护文档安全,PDMWorks提供的可靠与安全的系统让用户放心存放与共享项目的文档。电子仓库允许设计团队系统地共享文档,对电子仓库进行检入、检出操作,避免错误的覆盖文档或在错误的版本上浪费时间。PDMWorks所提供的安全层次远远胜过了仅仅通过网络共享文件夹的工作环境。只有授权用户才能通过PDMWorks的界面来访问电子仓库,与普通的网络或本地的文件夹不同的是,PDMWorks能保护你的文档免受非法的覆盖或删除。
第四章 冲压模具CAD
各种模具中以塑料注射模具及金属冷冲压模具居多,这两类模具大约占到模具总量的90%,所以模具CAD系统的研发和推广大都围绕塑料注射模具和金属冷冲压模具展开。
第一节 冲压模具基础知识
对应于各种冷冲压加工工艺,存在着各种类型的冷冲压模具,如冲孔模、落料模、切边模、剖切模、弯曲模、拉深模、等等。
按照模具的导向方法分类,冷冲压模具又可以分成为无导向模、导柱模、导板模和导筒模等。
按照模具的卸料方法分类,有刚性卸料模和弹性卸料模。
对模具CAD有重要影响的分类特征是冲压零件的空间特征,依此可分成二维类冲压模具、三维类冲压模具以及介于其中的二维半冲压模具。二维类冲压模具包括了弯曲模具和大部分冲裁模具;三维类冲压模具包括各种除轴对称外的空间成形及冲裁模具;二维半冲压模具包括各种轴对称空间成形模具,如大部分拉深模、挤压模、翻边模等。
根据冷冲压零件图样设计冷冲压模具时,首先要分析该零件的冲压工艺性。只有适合用冷冲压工艺生产的零件才需要进行冷冲压模具设计,否则需改用其他工艺生产,或者修改零件设计,使其适合用冷冲压方法加工。
如果一个零件适合用冲压方法加工,那么就需要确定一种合理的冲压加工方案。
设计冷冲压模具过程中还需要进行各种工艺计算。
为了选择冲压设备和设计模具往往需要计算冲压力。
计算压力中心就是要求出冲压力合力的作用点,该合力作用点应该尽量安排在压力机滑块中心处。
为了提高材料利用率,节省宝贵的金属板料资源,应该对冲压件作出合理的排样。
为了提高模具抗磨损性以及提高冲压件的制造精度,需要合理计算模具工作部分的尺寸和制造公差。
模具间隙是一个重要的工艺参数,合理的模具间隙对于模具寿命和冲压件的质量都是至关重要的。
在绘制模具图样之前,还需要先确定好模具的结构型式:如送料方向是采用直向送料还是横向送料,是否采用导柱导向,采用何种型式的模架,是否采用弹性卸料装置,采用简单模、复合模还是连续模,等等。
确定好模具的结构型式之后就可以绘制冷冲压模具装配图样,当然在绘图过程中,对模具的某些结构还可能作变动,变动时还需要进行必要的计算工作。完成了装配图样,再分拆绘制各个零件图样。整套图样绘制完成之后,为了保证能够加工出合用的模具,对全套图样还必须进行认真地校核。
第二节 冲裁模CAD系统的特点
根据冷冲压模具的分类,弯曲模及大部分冲裁模可以归属到二维CAD范畴;轴对称类型的拉深模、挤压模、翻边模等可归属到二维半CAD范畴;其他模具均可归入三维CAD范畴。二维半指其加工零件的变形是空间三维形式,但该变形可以用径向和轴向两个参数进行数学描述,二维半可以简化成二维CAD进行处理。二维CAD和三维CAD存在较大的差异。
DCAD冲裁模系统是一个可用于教学的冷冲压模具计算机辅助设计和辅助制造系统,目前主要用在冲裁模具的设计和制造。DCAD冲裁模系统以通用计算机辅助设计软件AutoCAD为基础软件,采用AutoCAD内嵌语言AutoLISP进行开发。
由于DCAD系统采用了通用计算机辅助设计软件AutoCAD作为基础软件,因此在计算机硬件平台方面的选择余地相当大。可以运行DCAD冲裁模系统的计算机包括了大多数个人电脑和CAD工作站。美国苹果电脑公司的个人电脑以及一些专用的CAD图形工作站也是通用计算机辅助设计软件AutoCAD的运行平台,因此在这些计算机硬件平台上也可以运行DCAD冲裁模系统。同样,DCAD冲裁模系统可以采用的计算机外部设备的种类和品种也非常丰富,如各种型号的鼠标器、数字化仪、打印机硬件绘图仪等。硬件设备的灵活配置为DCAD冲裁模系统的灵活配置带来了极大的便利,工厂企业可以根据资金情况进行恰当的硬件配置,也可以分阶段添置硬件设备,或者对计算机实行升级,提高系统的综合性能。
DCAD冲裁模系统是一个能够不断开发和完善,提高系统性能的冷冲压模具设计系统。目前DCAD冲裁模系统已经建成的部分能够完成冲裁件简单模、复合模以及连续模的大部分设计,另有少量设计可以通过人机交互方式在计算机上完成或进行修改。在系统的发展过程中,也可以派生出一些专门系统,如大规模集成电路引线框架精密级进模CAD系统、数控冲床CAM系统等。
在工艺设计方面,冲裁模系统能够完成:计算模具刃口尺寸、计算冲压力和压力中心、计算模具间隙、选择模具典型组合、确定模具标准零件的规格和数量、进行冲裁件排样、等等。
在冲压模具的制造和加工方面,冲裁模系统能够完成二轴数控机床加工指令的自动编制,如生成数控线切割机床的3B或4B加工指令,坐标磨床或数控铣床的ISO标准数控加工指令。
冲裁模系统能够直接绘制出工程图样的模具标准件有:导柱、导套、卸料螺钉、橡皮、固定挡料销、承料板、导料板、模柄等。另外一些模具零件可以经过少量的人机对话方式绘制出工程图样,这样的模具零件有上模座、下模座、凸模、凹模、凸模固定板、卸料板、(复合模)下垫板、(复合模)空心垫板、(复合模)凸凹模等。对于冲裁模系统没有涉及到的,形状非常特殊的零件,则完全可以用AutoCAD图形软件直接绘制出工程图样。
在冲裁模系统中,将冲裁件零件图样输入计算机并不是一项复杂的工作,其输入方法简便,容易学习和掌握,在输入过程中可以随时纠正输入操作错误。
冲裁模系统以AutoCAD通用图形软件作为基础软件,以AutoCAD图形软件的内嵌式语言AutoLISP作为主要的程序编制语言。除了基础软件以外,整个冲裁模系统的软件部分由程序库、数据库、图形库和副资源库构成(图4-1)。程序库是整套系统的核心部分,程序库中的程序从数据库内调用需要的数据进行计算,根据计算结果从图库中调用图形,绘制图样。
冲裁模系统中的数据库中包含了国家标准中有关冲压模具设计的标准以及《冲压设计资料》中的一些相关数据。在系统程序运行过程中,数据库提供一切必要的数据。更换数据库中的数据可以使冲裁模系统满足具体使用单位的工厂标准或其他标准,无需改变冲裁模系统的结构框架和运行程序。
冲压模具设计标准及设计资料中包含的数据主要以表格的形式出现,在人工设计模具时,需要大量地查找表格来获得必要的数据。在模具计算机辅助设计时,这个过程将由计算机自动完成。模具设计所使用的表格数据输入计算机后,利用LISP语言可以编写出简单实用的数据查询程序。下面四个小函数可以应付有关表格类数据查阅的问题。
(DEFUN cb (f u v / l i) ;表格查询函数
(SETQ f (OPEN (FINDFILE (IF f (STRCAT f ".DAT") name)) "r") ;打开表格数据文件
i (s-column v (readl f) 1) ;查列
l (s-line u (readl f) 0) ;查行
)
(CLOSE f) ;关闭文件
(NTH i l) ;函数返回查找到的数据
)
(DEFUN s-column (v l i / c) ;列查询函数,v为查询变量,l为表,i为起始查询列
(SETQ c (NTH i l)) ;从第i列开始查询
(WHILE (IF (EQ (TYPE v) 'str) (/= v c) (> v c)) ;查询项有字符串或数之分
(SETQ c (NTH (SETQ i (1+ i)) l)) ;不符合查询条件时,列数增加1
(IF (> i 20) (*ERROR* "N")) ;列数超过20,退出循环,显示出错信息
)
i ;函数返回列数
)
(defun s-line (u b i / c) ;行查询函数,u为查询变量,b为表,i为列数
(SETQ c (NTH i b)) ;表b中第i个数据
(WHILE (IF (EQ (TYPE u) 'str) (/= u c) (> u c)) ;查询项有字符串或数之分
(SETQ c (NTH i (SETQ b (readl f)))) ;不符合查询条件时,查找下一行
)
b ;函数返回符合查询要求的行(表的形式)
)
(DEFUN readl (f) ;读记录函数
(READ (STRCAT "(" (READ-LINE f) ")")) ;函数以表的形式返回读取的一行数据
)
例如,确定凹模尺寸的数据存放在数据文件中B2-40.DAT中,其内容如下
0 0.8 1.5 3 5 8 12
75 (26 20) (30 22) (34 25) (40 28) (47 30) (55 35)
150 (32 22) (36 25) (40 28) (46 32) (55 35) (65 40)
200 (38 25) (42 28) (46 32) (52 36) (60 40) (75 45)
1000 (44 28) (48 30) (52 35) (60 40) (68 45) (85 50)
其中第一行数据表示冲裁件板料的厚度,第一列数据表示冲裁件的长度,根据板料厚度和冲裁件长度可以查找到一个含有两个数据的表,表中前面的数据表示冲裁型腔至凹模边缘的最小距离,表中后面的数据表示凹模的厚度。我们调用查表函数(CB “B2-40” 180 2)查找数据,函数返回的数据为(46 32),说明冲裁型腔至凹模边缘的最小距离为46,凹模厚度为32。
冲裁模系统中的图形库由一系列图形构成,其中包含一些标准模具零件哑图和基本图元。利用哑图输出工程图样非常方便,而且图样中的图形布置恰当,无需作任何改动即可迅速由绘图仪绘出图样,或者存入磁盘归档。利用哑图输出工程图样的缺点是,图形与标注尺寸不成一定比例,因此冲裁模系统中只对一些简单的零件(如圆凸模、顶杆等)采用哑图方法。对于这些简单零件,图形与尺寸的不成比例并不会构成工程图样理解方面的误解。对于模板类零件,采用哑图方案则不够理想,在读图时可能会引起误解。对此,冲裁模系统采用了图元镶拼方法,产生出标注尺寸与图线完全一致的图形。这种方法的优点是图样直观,比例准确,能够避免产生设计和加工中可能出现的误解。但是为这种设计编写程序的开发工作量较大,在输出模板零件图样以前还需要作少量的准备工作,以便使图样布置得恰当合理。
冲裁模系统中的副资源库由各类磁盘文件组成,它们可以提供各项支援工作。如冲裁模系统专用的字形文件、各种专用符号,菜单类文件提供各类菜单功能和数字化仪菜单图形,另外还有一些文本文件能提供冲裁模系统软件的使用说明,等等。
冲裁模系统是一个灵活的CAD/CAM系统,它的程序库由六个功能模块组成。六个功能模块是:输入模块(i)、工艺性判别模块(ii)、排样模块(iii)、CAM模块(iv)、模具设计模块(v)和绘图模块(vi)。各个功能模块中都使用大量LISP函数来实现系统的各项功能,程序库中各模块之间的关系如图4-2所示。图4-2中,第一个模块主要解决冲裁件尺寸输入问题,该模块输出根据计算得到的冲裁模刃口尺寸以及模具的冲裁间隙,然后通过AutoCAD输入冲裁模刃口图形,随后第二、第三、第四和第五个模块处于并行的地位。一般按其排列顺序依次运行模块,但是如果冲裁件比较简单时,往往无需进行冲裁件工艺性判别,那么就可以跳过工艺性判别模块(ii),直接运行后面的模块;如果冲裁件为规则形状,不需要在计算机上进行排样,那么就可以跳过排样模块(iii);如果模具不需要采用计算机辅助制造(CAM)技术,那么就可以跳过CAM模块(iv),直接进行模具设计(模块v)工作。最后通过绘图模块(vi)绘制出模具图样。
在冲裁模系统的六个功能模块中,排样模块(iii)和CAM模块(iv)具有相对独立性,它们既可以融合于整个系统中为系统增添功能,也可以作为具备单一功能的软件包进行冲裁零件的排样或者完成计算机辅助制造工作。这样的安排有利于工厂企业逐步接受CAD/CAM技术,也有利于工厂中的各个部门迅速掌握冲裁模系统。
冲裁模系统中的程序均采用模块结构组成,这样可以避免修改程序中的某一部分而影响到系统中的其他部分。甚至还可以通过更换模块和添加模块的方法来扩展系统的功能。例如,通过在系统中添加一个模具报价模块,可以使系统具备模具报价功能,从而使模具制造者能够在模具市场竞争中处于有利地位。CAM模块的更换可以使系统针对不同型号的数控机床,编制出不同类型的结构指令。
第三节 冲裁零件的输入和计算机处理
冲裁件图样是进行冲压模具设计的原始依据。在计算机上进行CAD/CAM工作的第一个步骤是解决如何将冲裁件图样包含的技术信息输入计算机。在冲裁件图样中实际上包含了两部分信息:符号信息和图形信息。符号信息包括零件尺寸、尺寸公差、板料厚度、零件材料以及零件名称、图号、设计日期等包括文字和数字在内的信息。AutoLISP中的输入函数和输入对话框可以被用来方便地输入文字或数字。图形信息包括了零件几何形状方面的信息,可以用DCAD冲裁模系统的基础图形软件AutoCAD直接输入图形的信息。
利用基础图形软件AutoCAD输入的冲裁件图形是以后CAD/CAM技术开展的基础,我们希望冲裁模系统后面的各个功能模块都能够使用这个已经建立好的图形。传统的手工绘图方式不可能绘制出精确的图形,在机械制图中是以精确的尺寸标注和制造公差来明确零件的实际尺寸,在图形方面略有差异是被允许的。而在数控机床加工时,机床的加工是严格按照加工指令进行的,数控机床的加工指令在冲裁模系统中是直接根据计算机产生的图形生成的。因此我们应该按照冲裁模系统中CAM模块的要求绘制出准确的模具刃口形状。为了绘制准确的模具刃口形状,在绘制模具刃口之前必须计算出模具的刃口尺寸和模具间隙。
模具刃口尺寸计算中要解决的问题是确定基准模具和冲裁件尺寸类型。
根据冲压加工工艺知识,冲裁件中落料件的尺寸取决于凹模,而冲孔件的尺寸取决于凸模。我们把落料时的凹模和冲孔时的凸模都称之为基准模,把与基准模相配的模具(即落料凸模和冲孔凹模)称之为配合模。绘制图形时只需要绘制出基准模刃口图形,然后调用AutoCAD图形软件的实用命令,建立偏距等于模具最小单边间隙(Zmin/2)的等距曲线,即得到了配合模的刃口图形。基准模和配合模的刃口图形都可以直接应用于模具的计算机辅助制造。
关于冲裁件零件尺寸类型,冲裁模系统中把冲裁件的尺寸分成为三大类。第一类是轴类尺寸,定为A类尺寸,这类尺寸的特点是:冲裁件尺寸将随冲裁模具的磨损而增大。第二类尺寸是孔类尺寸,定为B类尺寸,这类尺寸的特点是:冲裁件尺寸将随冲裁模具的磨损而减小。第三类尺寸是长度类尺寸,定为C类尺寸,这种长度类尺寸的特点是:冲裁件尺寸大小基本上不受冲裁模具的磨损而发生变化。
对于冲裁件不同类型的尺寸,基准模具刃口尺寸的计算公式也不相同。
轴类(A类)尺寸随模具的磨损而增大,因此在模具制造时希望能够将冲裁件尺寸控制在接近尺寸的下限,基准模具刃口尺寸计算公式为
Dj =〔D+Tl +(1-X)(Tu –Tl)〕
式中 Dj ——基准模刃口尺寸;
D ──冲裁件基本尺寸;
Tu ──冲裁件上偏差;
Tl ──冲裁件下偏差;
X ──冲模磨损系数。
制造上偏差为d,下偏差为0。d的计算公式为d=(1/3~1/4)(Tu-Tl)。
孔类(B类)尺寸随模具磨损而减小,因此希望在模具制造时希望能够将冲裁件尺寸控制在接近尺寸上限,基准模具刃口尺寸计算公式为
Dj =〔D+Tu +(1-X)(Tl –Tu)〕
式中符号含义同前。制造上偏差为0,下偏差为-d。
长度类(C类)尺寸的大小基本上不随模具磨损发生变化,因此将模具的制造尺寸控制在上下限尺寸的中间,基准模刃口尺寸计算公式为
Dj =〔D+0.5 (Tl+ Tu)〕
式中符号含义同前,制造上下偏差为±0.5d。
模具间隙是根据冲裁件材料和板料厚度确定的,《冲压设计资料》中列出了汽车行业和电子行业中所使用的模具间隙值,可以根据需要选定某一种标准来确定模具间隙。
图4-3所示冲裁件中,属于A类尺寸的有20、50、30、10,属于B类尺寸的有12、φ3,属于C类尺寸的有11、40。
图4-4是冲裁零件的输入界面。
该零件输出结果如下:
("T" 1)
("MATERIAL" ("A3" 373 2))
("Z" (0.05 0.07))
冲 裁 件 基准 模 CAM
序号 类型 尺寸 下差 上差 精度 尺寸 下差 上差 尺寸
1 A 50.0 -0.2 0.1 13 49.83 0 0.075 49.868
2 B 30.0 -0.2 0.0 12 29.98 -0.05 0 29.955
3 A 12.0 0.0 0.1 11 12.01 0 0.025 12.023
4 C 11.0 -0.215 0.215 14 11 -0.054 0.054 11.0
5 A 20.0 -0.52 0.0 14 19.532 0 0.13 19.597
6 C 40.0 -0.1 0.1 12 40 -0.025 0.025 40.0
7 B 3.0 0.0 0.22 14 3.198 -0.055 0 3.171
8 A 10.0 -0.36 0.0 14 9.676 0 0.09 9.721
输出结果中("T" 1)表示冲裁零件板料厚度为1毫米;("MATERIAL" ("A3" 373 2))表示冲裁零件材料为A3钢,其后的参数表示A3钢材料的性能,其极限强度为373kg/mm2,,属于第2类冲压材料; ("Z" (0.05 0.07))表示冲裁间隙为0.05~0.07。这些数据将被后面的程序调用。随后是经过程序处理的冲裁件尺寸,经过程序计算得到的冲裁基准模刃口尺寸和采用数控机床加工基准模具刃口的CAM尺寸。
冲裁件尺寸数据包括序号、类型、尺寸、上差、下差和精度。序号列数据表示冲裁件尺寸输入顺序,类型列数据表示输入的冲裁件尺寸类型,尺寸表示输入零件的基本尺寸,上差表示输入零件制造公差中的上偏差,下差则表示下偏差,精度表示冲裁件的制造精度。自由公差的冲裁件尺寸按照IT14级精度处理,输入时无需考虑尺寸的上偏差和下偏差,输出时程序按照其精度自动找出公差值。冲裁件尺寸输入时给出公差值的,系统程序则找出对应的尺寸精度值。冲裁件的尺寸精度能够反映出它的冲裁工艺性。
冲裁基准模刃口尺寸包括刃口基本尺寸、刃口制造公差的上偏差和下偏差。这些数据用来检验制造的模具刃口是否合格。
CAM尺寸被用来产生模具刃口的数控加工指令。如前所述,数控加工指令产生于AutoCAD图形,因此CAM尺寸又被用于产生冲裁零件图形。CAM尺寸取在刃口尺寸公差带中间。图4-5是根据CAM尺寸绘制的冲裁模刃口图形,该图形用AutoCAD直接绘制。冲裁模刃口图形和前面输入的数据奠定了冲裁模系统后续模块的工作基础,以后的模具设计和制造工作将在此基础上逐步开展。
第四节 冲裁零件的工艺性判别
冲裁件的工艺性是指冲裁件对冲压工艺的适应性。主要包括冲裁件在形状和尺寸方面以及在精度和表面质量方面的一些指标。
在形状和尺寸方面,冲裁件的外形或者内孔应该避免尖锐的清角,在各条直线或曲线的连接处宜有适当的圆角半径。冲裁件的凸出悬臂和凹槽宽度不宜过小。冲孔时孔的直径也不宜过小。最小冲孔直径与孔的形状、材料的机械性能、材料的厚度等因素有关。冲孔件在孔与孔之间、孔与冲裁件边缘之间的距离不应过小。
在精度和表面质量方面,冲裁件内外形的经济精度不高于GB1800-79 IT11级。冲裁件的断面粗糙度一般在25微米以上。本章前节叙述如何处理零件输入尺寸时,我们看到输出的处理结果已经给出了冲裁件的尺寸精度,从而可以直接做出这方面的工艺性判断。
冲裁件工艺性判别需要考虑到许多方面,但是往往只对少数形状特殊的冲裁件才需要作出这种判别。例如一个冲裁件不具有小孔时就不需要进行最小冲孔直径的判别。在程序设计方面,只在需要进行某方面冲裁件工艺性判别时才调用功能模块中的判别程序。判别冲裁件工艺性的过程采用人机交互方式,大大简化了程序结构。
图4-6是冲裁零件工艺性判别菜单界面。
如对于图4-7所示冲裁零件,仅需判断其凸臂特征。在工艺性判别菜单(图4-7)中点取凸臂菜单项,根据程序提示输入两点,标示出凸臂最窄处,程序即计算出两点距离,并与数据库中相关工艺数据比较,得出工艺性结论。判断凸臂和窄槽冲裁工艺性的LISP程序如下:
(DEFUN C:MINB (/ p d v c) ;判别程序,表中变量为局部变量
(SETQ p (GETPOINT “第一点: ”) ;输入第一点
v (GETDIST p1 “第二点: ”) ;输入第二点,得到两点间距离
d '(1 (0.8 0.9) (1.0 1.2) (1.5 2.0) (1.5 2.0)) ;判断用临界数据的系数
c (NTH mat d) ;mat为全局变量,表示材料类型,在冲裁零件输入时已定
c (IF (> thk 1) (CAR c) (CADR c));thk为全局变量,表示板料厚度,在冲裁零件输入时已定
c (* thk c) ;得到工艺性判断数据
)
(IF (>= v c) ;判断工艺性
(princ "该凸壁或窄槽可冲出") ;工艺性判断结论1
(princ "该凸壁或窄槽不可冲出") ;工艺性判断结论2
)
(princ) ;不显示函数返回值
)
冲裁件其他类型特征的工艺性判别方法也大致如此。如果冲裁零件存在多处工艺性疑问点,那么可以多次重复调用工艺性判别程序来排除疑问,明确该零件的冲压工艺性。
第五节 冲裁零件的排样
排样是指冲裁件在条料、带料或板料上布置的方法。排样包括确定搭边数据和排样方案。
搭边能够保证冲裁件准确的冲切及条料的刚性。搭边可以进一步被分成为相邻冲裁件之间的搭边,以及冲裁件与条料边缘之间的延边,搭边和延边的数值是根据冲裁件的形状、大小、材料、送料方式、板料厚度确定,延边值的大小还与是否采用侧刀有关。在冲压设计资料中可以找到有关的搭边数据和计算公式。
冲裁件的合理布置(即材料的经济利用)与零件的形状密切相连。按零件的不同几何形状,常见的排样方式有单排排样、多排排样(包括双排排样)、调头排样、混合排样(指几种不同的零件混在一起的排样方式)等。
为了简化分析排样问题,只考虑同一种冲裁件在“无限长”条料上的排样,所以材料利用率
η=n×A/(S×W)×100%
式中 S——进给步距;
W——料宽;
n——一个步距内的冲裁件毛坯数;
A——单个冲裁件的面积。
在选用排样算法时,应充分考虑以下工程约束条件:
(1) 具有较高的材料利用率;
(2) 考虑材料的各向异性,要求弯曲线与条料纤维方向交角在一定的角度范围内;
(3) 对于窄长型冲压件,应使其方位角在一定范围内以保证条料的平整度;
(4) 考虑料宽约束(给定最大/最小料宽)以满足用户特定的材料宽度要求;
(5) 模具结构设计的合理性;
(6) 步距与料宽计算应该准确(在误差范围内)。
因此,优化排样以提高材料利用率作为优化的目标函数,但不能只考虑利用率因素,应同时结合各约束条件,选择确定最佳方案。
在确定材料利用率最高的排样方案时,还要考虑到某些限制因素。如多排排样方案往往比单排排样方案的材料利用率高,但是采纳多排排样方案需要使用更大规格和更昂贵的模具及冲压设备。调头排样方案对具有明显大小头形状的零件很有效果,但是会给冲压工人增添操作方面的麻烦。对于大小头形状特征不是很明显的冲裁件,就要仔细斟酌是否要采用调头排样。
以送料方向为横轴方向,取冲裁件外轮廓曲线在纵轴方向上最高和最低的两个极限位置Ymax和Ymin,若沿边值为a1,则条料宽度W=Ymax-Ymin+2a1 。不同排样方案中的送料方向不同,其冲裁件轮廓曲线在纵轴方向上的极限位置值也不相同,因此得到的条料宽度是不一样的。
为了求得冲裁件在送料方向上的送进步距,可以设想利用AutoCAD的等距曲线功能,将冲裁零件的轮廓向外扩放半个搭边距离。逐渐移动向外扩放了半个搭边距离的冲裁零件轮廓图形,使之与原来位置的图形相切,那么两个图形之间的距离就是送进步距。采用这种方法需要逐步移动一个比较复杂的图形,每一次移动图形后都需要判别移动后图形与原图形的关系:相交、相离或相切。当两图形相交时需要加大移动距离,反之则需要减小移动距离,只有在达到相切点时才可以确定出送进步距。另外一种求步距的方法称为平行线分割一步平移法。平行线分割一步平移法的原理为,在冲裁件轮廓扩放半个搭边距离后的曲线中划出一系列平行线,平行线方向与送料方向一致,然后计算每一根平行线的长度,其中最长一根平行线的长度就是送进步距。与移动图形方法相比,一步法大大压缩了计算量,因此在冲裁件排样中得到了实际应用。
设材料利用率为h,单排排样方向为a。随着排样方向a取值的改变,条料宽度和排样步距都发生了变化,材料利用率h也随之而变。用数学式 h=f (a)可以表示这种关系,其中分析参数a的取值范围为[0,p)。得到最高的材料利用率hmax的过程称为优化。过程优化是一个专门的研究领域,现在已经研究出各种各样的优化方法,如黄金分割法就是其中的一种。黄金分割法的原理是将a的可能取值范围定为搜索区间,每搜索一次就将搜索区间减小为原来区间长度的0.618,因此黄金分割法又被称为0.618法。通过逐步减小搜索区间的方法,直至搜索区间缩小到一个预定的许可范围,从而得到最优值。
多排排样时,用二个参数(a)和(b)来确定排样方案。材料利用率h和这二个参数的关系是
h=f (a, b)
这种类型的优化问题被称为二维优化。二维优化耗费的计算时间远远超过了一维优化计算。
多排自动排样的计算工作量是非常大的,往往需要耗费大量的计算时间。对于调头排样和混合排样,如果采取自动方式则需要采用相当复杂的算法,耗费更多的计算时间,得到的结果并不一定理想。在实际生产中调头排样和混合排样方式都是针对冲裁零件图形特征非常明显的冲裁件,如具有明显大小头特征的零件适合调头排样,而混合排样则往往是在一个零件的空档中插入另一个零件。可以对这两类排样方式采用人机交互和自动排样相结合的方式,即先用人机交互方式调整好调头排样或混合排样的位置,构成一个表示调头排样或混合排样的复合图形,然后再对此复合图形进行上述的冲裁件单排或多排的自动排样。
对于图4-7所示零件,排样模块计算出搭边值为1.2,延边值为1.5;图4-8是该零件顺排排样的结果,图4-9是调头排样的结果。
第六节 冲裁模系统中的计算机辅助制造
冲裁模制造中经常用到线切割加工,其中尤以国产数控线切割电火花加工机床的使用为多。冲裁模系统中很好地融入了国产数控线切割机床的CAM处理部分。国产数控线切割机床的加工指令大多采用3B指令系统。3B指令系统可以控制机床走出直线和圆弧加工轨迹,机床顺序执行3B指令就可以加工出由直线和圆弧组成的具有复杂形状的零件。3B指令的格式为
Bx By Bj G Z
指令格式中共有3个B符号,所以被称之为3B指令。其中B为分割符号,x定义X坐标值,y定义Y坐标值,j表示计数长度,G表示计数方向,Z规定了加工轨迹的加工指令。
当数控线切割机床的线电极走直线轨迹时,3B指令系统以直线的起点为坐标原点。x和y是直线的起点与终点之间的线段在X方向和Y方向的投影长度。计数长度j是直线段在计数方向上的投影长度。x、y和j的计量单位均为微米,其数值均大于或等于零。其中j如不足6位数字,则需要用0补足至6位。计数方向G的取值由直线的矢量方向决定。直线矢量方向在-45度至45度之间以及135度至225度之间时,计数方向定为X方向,否则计数方向就定为Y方向。线电极走直线轨迹时,加工指令Z的取值为L1、L2、L3和L4,它规定出直线的终点在以直线起点为原点的直角坐标系中所处的象限。
例如,有一直线段的起点为(0,5),终点为(-15,-15),单位为毫米。则该对应直线段的3B指令为:
B15000 B20000 B020000 GY L3
当数控线切割机床的线电极走圆弧轨迹时,3B指令系统以该圆弧的圆心为坐标系原点。x和y分别表示圆弧起点与坐标系原点间线段在X方向和Y方向上的投影长度。计数长度j是该圆弧在计数方向上的投影长度的总和。x、y和j的计量单位均为微米,其数值均大于或等于零。计数方向G由圆心点至圆弧终点的矢量方向定义,该矢量方向的角度在-45度至45度之间以及135度至225度之间时,计数方向定为Y方向,否则计数方向就定为X方向。当数控线切割机床的线电极走圆弧轨迹时,加工指令Z的取值分别为NR1、NR2、NR3、NR4、SR1、SR2、SR3和SR4,其中的数字表示圆弧起点在以圆弧圆心点为坐标系原点的直角坐标系中所处的象限,NR表示沿着逆时针方向加工圆弧线段,SR表示沿着顺时针方向加工圆弧线段。
设某一圆弧段的圆弧中心坐标值为(0,0),圆弧起点的坐标值为(0,1),圆弧终点的坐标值为(1,0),圆弧的方向是沿着逆时针方向,单位为毫米。则对应该圆弧段的3B指令为:
B0 B1000 B003000 GY NR2
或者
B0 B1000 B003000 GY NR3
在这个例子中,圆弧的起点在直角坐标系的纵轴上,其x值为0,所以坐标系象限取2和3都是被允许的,因此相应的加工指令即可以用NR2,也可以用NR3,其加工结果是相同的。
对于某一条直线线段,如果已知直线线段的两个端点的坐标值,那么根据前面所述,很容易编写出该直线线段的3B格式的线切割加工指令。同样,对于某一条圆弧线段,如果已知圆弧线段的圆心坐标值、圆弧起点坐标值以及圆弧终点坐标值,那么根据前面所介绍的方法,也不难编写出该圆弧线段的3B格式的线切割加工指令。
然而对于一般的冲裁模具的刃口曲线,许多直线线段或者圆弧线段的有关坐标数据都没有直接给出,求这些端点坐标值和相关数据的过程非常繁琐,而且常常容易产生计算错误而导致加工零件的报废。从理论上看,要找出两条直线的交点,需要求解一个二元一次方程组;要找出直线和圆弧的交点或者切点,需要求解由一元二次方程和二元二次方程构成的二元二次方程组;要找出圆弧和圆弧的交点或者切点,需要求解由二个二元二次方程构成的二元二次方程组。对于实际的冲裁模具刃口曲线,往往需要求解几十、几百甚至成千上万个二元二次方程组才能够得到编写数控加工指令所需要的坐标数据。从中我们可以看到,编写实际加工零件数控指令所涉及的计算量是非常庞大的,而且往往超出了人力所能胜任的程度。
另外,数控线切割机床线电极的加工轨迹和实际加工的轮廓曲线并非是同一根曲线,这两根曲线组成一对等距曲线,两根曲线之间的偏移距离为数控线切割机床线电极半径与放电火花间隙之和。由于以上因素,就更加增添了编制数控加工指令的难度。
CAM模块的任务就是要自动完成上述工作,从已经建立好的冲裁模具刃口图形输出数控线切割机床能够接受的3B格式的加工指令。线切割3B加工指令可以通过打印机打印输出,也可以通过纸带穿孔机输出穿孔纸带。CAM模块可以为数控线切割加工提供编写加工指令的服务,所以它不仅仅可以用于冷冲压模具制造,也可以用于其他用数控线切割加工方法制造的机械零件,如注射模具零件、挤塑模具零件、粉末冶金模具零件、压铸模具零件、机床夹具零件、等等。
在模具零件的加工和检验过程中,有些时候还会用到其他一些数控加工机床和检验设备,如进口慢走丝高精度线切割机床、数控铣床、数控车床、数控钻床、数控镗床、连续轨迹坐标磨床、三坐标测量机、等等。这些数控机床基本上都采用符合ISO国际标准的数控加工G指令系统。与3B指令的情况相类似,如果已知直线线段的两个端点的坐标数据,或者已知圆弧线段的圆心及两个端点的坐标数据,很容易根据G指令系统的指令编写规则编制出加工指令。但是,如同3B加工指令编写,在求解端点和圆心坐标数据的过程中,往往涉及到非常庞大的计算工作量,给予人工编写数控加工指令极大的困难。很容易通过修改或者增添CAM模块的功能,使其能够输出相应的数控加工指令。
CAM模块使用步骤如下:
1) 用AutoCAD中的FILLET命令在模具刃口图形尖角处添加过渡圆角;
2) 用AutoCAD中的PEDIT命令将所绘制的直线和圆弧连接成为首尾相连的多段连线(Polyline);
3) 用OFFSET命令进行间隙补偿,将新产生的图线作为线切割加工轨迹线;
4) 点取DCAD菜单相关项调用CAM模块;
5) 选取前面生成的线切割加工轨迹线;
6) 确定起始加工位置;
7) 打印3B加工指令单;
8) 输出3B指令穿孔纸带或直接将指令传送到加工机床。
例如,对于图4-7所示零件,经排样后的图形方位如图4-8所示,CAM模块处理过程如下:
用AutoCAD中的FILLET命令在模具刃口图形尖角处添加过渡圆角,然后用PEDIT命令连线,多段连线起点为该零件左下角圆弧的上端,连线方向为逆时针方向。间隙补偿值为0.075毫米。起始加工位置为多段连线起点下方5毫米处。CAM模块调用后即产生下面的数控线切割3B加工指令程序。
1: B0 B0 B005000 GY L2
2: B5451 B2682 B008133 GX NR3
3: B14356 B7064 B014356 GX L1
4: B14356 B7064 B014356 GX L1
5: B2682 B5451 B008133 GY NR4
6: B2649 B5384 B005384 GY L2
7: B2759 B1358 B004763 GX NR1
8: B8714 B7489 B008714 GX L3
9: B16 B19 B000020 GY SR4
10: B7404 B15048 B015048 GY L2
11: B22 B11 B000017 GX SR3
12: B14266 B7020 B014266 GX L1
13: B11071 B22499 B035469 GX NR4
14: B101565 B14778 B101565 GX L2
15: B659 B4527 B009041 GX NR1
16: B94889 B16151 B094889 GX L4
17: B2672 B15699 B022147 GX SR1
18: B54643 B26888 B054643 GX L3
19: B77 B157 B000234 GY NR2
20: B5648 B11478 B011478 GY L4
21: B157 B77 B000246 GX NR3
22: B32585 B19358 B032585 GX L1
23: B13 B21 B000017 GY SR2
24: B7842 B15938 B015938 GY L4
25: B22 B11 B000022 GX SR1
26: B11250 B2334 B011250 GX L3
27: B625 B3011 B004368 GY NR2
28: B2649 B5384 B005384 GY L4
29: D
将上述数控线切割3B加工指令程序输入机床,考虑加工补偿及模具间隙等因素,即可加工出图4-7所示零件的模具工作部分。
第七节 冲裁工艺参数计算和冲模结构设计
在CAM模块的后面是模具设计模块。在DCAD冲裁模系统的程序结构框图(图4-2)中,模具设计模块(v)的位置处于输入模块(i)和绘图模块(vi)之间。在一些特殊的情况下,如果冲裁件不具有需要进行工艺性判别的特征,那么就不需要运行工艺性判别模块(ii)。与此类似,在一些工厂中排样工作和CAM工作是在模具设计部门以外的其他部门完成,如果这些工作在其他部门已经由人工或者别的计算机系统完成,那么在设计部门中就不必再运行排样模块(iii)和CAM模块(iv)。在由计算机产生模具特征之前,先要运行模具设计模块。模具设计模块为正式绘制模具图样完成必要的准备工作:计算冲压力,计算压力中心,选择模具典型结构,确定模具标准件规格等。
冲压力是冲裁力、推件力、卸料力等的总和,其中冲裁力是冲压力的主要组成部分。冲裁力的计算公式是
P=1.3LTτb≈LTsb
式中 L——冲裁轮廓线总长度;
T——板料厚度;
τb ——材料的极限剪切强度;
sb ——材料的极限强度。
冲压力的其他组成部分可以根据冲裁力计算得到。
压力中心是冲压力的合力作用点。对于在连续曲线上分布的冲裁压力,冲裁力的合力作用点为
式中 X——冲裁力合力作用点的X坐标值;
Y——冲裁力合力作用点的Y坐标值;
L——曲线总长;
dl——曲线微分段;
x——曲线微分段处的X坐标值;
y——曲线微分段处的Y坐标值。
若干个分力的合力作用点为
式中 X——冲裁力合力作用点的X坐标值;
Y——冲裁力合力作用点的Y坐标值;
P——冲裁力合力;
Pi——冲裁力分力;
Xi——冲裁力分力的X坐标值;
Yi——冲裁力分力的Y坐标值。
如果设计的冲裁模模块中心和压力中心不重合,冲模工作时就会存在一个偏心力矩,这个偏心力矩被认为是有害的,它会影响到冲模工作的平稳性,对冲裁件的精度、冲模和冲床的寿命都是不利的。然而一味追求消除偏心力矩,有时会造成模块体积的增大,增加模具的制造成本。偏心力矩是压力中心至模块中心的距离与冲压力的乘积。当冲裁薄板时,冲压力较小,偏心力矩也较小,往往可以忽略偏心力矩的影响。图4-10表示冲模刃口在模块上的布置,图中F点为压力中心。图4-10a表示模块中心和压力中心重合,采用较大的模块;图4-10b中的模块中心和压力中心不重合,存在着偏心力矩,但在保证模具刃口与模块边缘间距离的条件下,可以采用较小的模块。
图4-11表示模具设计模块的工作界面,从中可以看到模块中心和压力中心的重合是可以选择的。
在选择模具的典型组合时要确定材料的送料方向、卸料方式、模具类型等。送料方式有纵向送料和横向送料之分。卸料方式分为弹性卸料和刚性卸料二种。模具类型可以选择复合模或者简单模和连续模。选择模具的典型组合采用人机交互方式,设计师可以充分参与电脑的设计过程。
选择模具标准件包括选择模架和确定模具标准件的种类、数量和规格。模架的种类较多,有对角导柱模架、中间导柱模架、后侧导柱模架以及四导柱模架等。选择模架也采用人机交互方式,设计师可以根据习惯和冲裁件特点等因素选择所需要的模架类型。模架类型确定以后,所有模具标准件的种类、数量和规格均由计算机自动确定,绘图模块将利用确定的信息绘制出有关的模具图样。
第八节 冲模图样绘制
绘图模块的任务是绘制模具标准件零件图和模具装配图。在模具设计模块中已经确定了模具的典型组合以及模具标准件的数量即规格,与此有关的信息都已经储存在计算机的磁盘文件中。利用储存在计算机中磁盘文件内的信息,点取菜单(图4-12)中有关项目即可绘制出相应的模具图样。DCAD冲裁模系统绘制的图样有两种类型:由哑图构成的图样和由图元构成的图样。
哑图类型图样是储存在图形库中的事先画好的模具标准件图样。全部图形事先已经完成,并储存为AutoCAD的图形文件,图样中与模具规格相关的尺寸均定义为属性(attribute)。在绘制模具标准件图样时,将哑图图形文件作为图块插入。同时,程序从数据库中调用该标准件已经确定的模具零件规格的各项尺寸数据,用以替代图块中需要加以确定的表示尺寸的属性值,即得到完整的模具零件图。整个过程简单、迅速,图面布置也可以事先安排得比较妥当,缺点是图线和标注尺寸不成比例。因此,冲裁模系统中只对一些简单而不致于引起误解的标准件采用哑图方法。用哑图方法绘制零件图样的程序非常简单,一个绘制固定挡料销零件图样的程序如下:
(DEFUN C:GDDLX (/ d h f l) ;定义绘制固定挡料销的函数
(COMMAND "ZOOM" "W" "0,0" "210,297") ;定义显示区域
(SETQ d (GETINT "\n请选择以下规格固定挡料销\nD=4,6,8,10\nD=") ;输入挡料销直径
h (/ (CB nil "DLB" 2) 2) ;查找板料厚度
f (OPEN (FINDFILE "GB286611.DAT") "r") ;打开数据文件,查找相关尺寸
l (REPEAT 2 (readl f))
l (s-line d l 0) ;查找相关尺寸
l (MAPCAR 'RTOS l '(2 2 2 2 2 2) '(0 3 0 3 3 0));确定尺寸输出格式
l (MAPCAR 'STRCAT '("%%c" "" "%%c" "+" "+" "") l);添加尺寸前缀
l (APPEND '("INSERT" "GB286611" "0,0" 1 1 0) l (list h)) ;组织插入图块命令
)
(CLOSE f) ;关闭数据文件
(APPLY 'COMMAND l) ;插入哑图图块
)
上述程序中cb和s-line为查表函数,在本章第二节中已作介绍。数据文件GB286611.DAT的内容如下:
"D" "Dt" "d" "dtu" "dtl" "L"
4 -0.075 3 0.008 0.002 8
6 -0.075 4 0.012 0.004 10
8 -0.090 4 0.012 0.004 10
10 -0.090 6 0.012 0.004 14
数据文件中“D”列数据为挡料销直径,“Dt”列数据为“D”尺寸的下偏差,“d”列数据为挡料销的装配尺寸,“dtu”和“dtl”两列数据为“d”的制造公差,“L”为挡料销的长度。GB286611.DWG是事先画好的哑图,与数据文件中相对应的尺寸和公差均为文字可变的属性。程序执行时插入哑图图块,并用查找出数据文件中8开头的一行数据作为属性赋值,绘制的挡料销图样如图4-13所示。
图元类型图样是采用图元拼凑方法构成的模具零件图样。所谓图元是图形库中事先画好的一些基本图形形状,如矩形、螺钉孔、销钉孔等。由于哑图尺寸和图形不成比例的缺陷,在绘制模板类零件时,可能会造成设计和制造方面的误解,因此冲裁模系统采用拼凑图元的方法来得到图形和标注尺寸完全成比例的图形。用图元拼凑图形方法绘制零件图的过程是由程序安排好自动进行的,只是在最后输出图形前需要对输出图形的比例以及位置作一些调整工作,使整张图样的图面安排显得比较协调。这种图样处理方式的程序开发工作量较大,使用过程中,在输出图样前还需作少量的调整工作,以使图样布置恰当。这种方法的优点是图样直观,比例准确,能够避免设计和加工中可能出现的误解。
对于模具装配图,除了图样在绘制图形方面有一定的要求外,还需要根据设计信息完成模具装配图的零件明细表。
由于DCAD冲裁模系统是在AutoCAD环境中工作,所产生的图形都是AutoCAD的图形实体,可以方便地进行各项CAD作业,如可以将图样存储在计算机的磁盘内,也可以用计算机输出设备输出图样硬拷贝──图纸。打印机可以用较快的速度打印出图样,但是能够获得的图样幅面较小。绘图仪是专用的图样输出设备,可以输出高质量的大幅面图样。绘图仪中,笔式绘图仪输出图样的速度较慢,而且对绘图笔和绘图墨水的要求都比较高,笔的维护保养也比较讲究;喷墨式绘图仪可以高速地输出图样,是一种理想的工程图纸输出设备。
第九节 其他专用冲模CAD技术
冲压模具CAD将走向更加专业化的道路。一些通用的软件由于其功能繁多,专业性较差,已不能满足专业模具厂在CAD/CAM方面的需要。专业模具厂越来越倾向于使用专用性很强的模具CAD软件,汽车覆盖件冲压成形模具和集成电路引线框架精密级进冷冲压模具是这方面两个非常典型的实例。
一、汽车覆盖件模具CAD技术
早在60年代初期,国外一些汽车制造公司就开始了模具CAD的研究。这一研究始于汽车车身的设计,在此基础上复杂曲面的设计方法得到了发展,各大汽车公司都先后建立了自己的CAD/CAM系统,并将其应用于模具设计与制造。计算机软、硬件技术的迅猛发展,为模具CAD/CAM的开发应用向更高层次的拓展创造了条件。
在几何造型方面,基于线框模型的CAD系统率先由飞机和汽车制造商开发并应用。例如:美国Lockhead飞机公司、McDonnell Douglas飞机公司、General Motor汽车公司的CAD系统、CADD系统、AD2000系统等,均推动了模具CAD技术的发展。
70年代以来,曲面造型与实体造型技术发展迅速,新一代的CAD软件均是实体造型与曲面造型兼备的系统,能适用于复杂模具的设计和制造,在模具界得到了广泛的应用。象美国Ford汽车公司的CAD/CAM系统中所包括的模具CAD/CAM部分,取代了人工设计与制造,设计方面采用人机交互进行三维图形处理、工艺分析与设计计算等工作,完成二维绘图,生成生产零件图、材料表以及工序、定额、成本等文件。系统还包括一些专业软件,如工艺补充面的设计、弹塑性变形的分析、回弹控制与曲面零件外形的展开等等,部分已用于生产,部分还在研究、完善当中。日本TOYOTA汽车公司从1980年开始研制汽车覆盖件模具CAD/CAM系统,此系统包括处理覆盖件模面的Die-Face软件和加工凸、凹模的TINCA软件等。由三坐标测量机将实物模型测量后所获得的数据送入计算机,经处理后再把这些数据用于汽车覆盖件设计、模具设计和制造。该系统的三维图形功能较强,能在屏幕上反复修改曲面形状,使工件在冲压成形时不至于产生各种工艺缺陷,从而保证工件质量;DIECOMP公司研制成功的模具CAD系统,使整个生产准备周期由18周缩短为6周。
与此同时,欧洲的一些国家在冲模CAD/CAM研究和应用方面也取得了很大进展,例如法国雷诺汽车公司应用Euclid软件系统作为CAD/CAM的主导软件,目前已有95%的设计工作量用该软件完成,而且雷诺汽车公司在Euclid主导软件的基础上还开发出了许多适合汽车工业需求的模块,如用于干涉检查的Megavision和用于板金成形分析的OPTRIS等。
一般汽车覆盖件成形都要依次经过拉延、切边、整形、翻边和冲孔等几道工序。第一道工序,即拉延工序中最重要的是工艺补充面的设计。工艺补充面设计得好坏直接影响到所设计的模具能否拉出合格的零件,能否减少调试模具的时间,缩短整个模具的生产周期。
另外,大型汽车覆盖件模具结构一般都比较复杂,一副大型覆盖件模具有上百个零件,模具的外形尺寸也比较大。
车身覆盖件在汽车整车中占据着重要的位置,而覆盖件模具是生产覆盖件的主要工艺装备,对车身质量的好坏起着决定性的作用。目前国外汽车覆盖件模具CAD/CAM技术的发展已进入实质性的应用阶段,不仅全面提高了模具设计的质量,而且大大缩短了模具的生产周期。近些年来,我国在汽车覆盖件模具CAD技术的应用方面也取得了显著的进步,但目前依然存在着一些问题:诸如设计效率低,标准化程度低,现有CAD软件专用性差等。
未来的汽车覆盖件模具CAD将走向更加专业化的道路,较好的方法是软件公司与专业模具厂密切合作,开发专用性很强的模具CAD软件,如美国PTC软件公司与日本TOYOTA汽车公司在PRO/E软件基础上开发的模具型面设计模块PRO/DIEFACE等。
二、集成电路引线框架多工位精密级进模CAD技术
集成电路是信息技术产业群的核心和基础。建立在集成电路技术进步基础上的全球信息化、网络化和知识经济浪潮,使集成电路产业的战略地位越来越重要,对国民经济、国防建设和人民生活的影响也越来越大。
近年来,世界信息产业得到高速发展。据统计,1998年世界电子产品市场销售额突破了10000亿美元大关,超过了汽车、钢铁、石化等产业。作为信息产品核心的集成电路,受电子产品市场发展的拉动,也将保持稳定的增长。多年来,世界集成电路产业一直以3~4倍于国民经济增长速度迅猛发展,新技术、新产品不断涌现。
我国集成电路产业经过30多年的发展,初步形成了由芯片生产骨干企业、封装厂、设计公司(中心),以及关键专用材料和设备制造厂构成的产业群体。2000年,我国集成电路年需求量240亿块,国内总产量为58.8亿块,销售额近200亿元。
模具在集成电路制造过程中起了重要的作用,图4-14反映了在集成电路生产过程中存在四种类型的模具,包括封装模具两种(引线框架多工位精密级进模和塑封模),后封装模具两种(切筋模具和打弯模具)。其中精密级进模、切筋模具和打弯模具均属冲压模具范围。尤其是集成电路引线框架多工位精密级进模,以其技术含量高,设计和制造难度大,成为业界普遍关注的对象,并且从中发展出一类专用的模具CAD技术。
集成电路引线框架多工位精密级进模具有以下特点:
1) 冲切精度高。现代大规模集成电路的集成程度越来越高,其内部结构越来越复杂,由此产生了更多的引线脚,引线脚之间的间隔距离则越来越小,对冲压精度的要求也就更高了。
2) 冲压工位多。普通的集成电路引线框架模具工位数多在二十以上,复杂的引线框架模具工位数甚至可以超过六十。
3) 模具设计和加工精度高。由于前两项特点,使得对集成电路引线框架模具的精度要求特别高,一般均达到微米级加工。
4) 大批量生产。由于对集成电路的需求极大,集成电路引线框架的生产批量常常达到几千万,甚至几亿、几十亿,这就对模具的寿命提出了很高的要求。
5) 高速生产。集成电路引线框架的生产一般都安排在高速自动冲床上进行,每分钟冲压次数可以超过一千次。
由于集成电路引线框架生产模具的上述特点,使其在模具材料、结构、加工等方面均与普通冲压模具有很大的差别。如为了保证模具寿命,集成电路引线框架多工位精密级进模具必须采用硬质合金制造凸模和凹模。
集成电路引线框架多工位精密级进模CAD技术的关键在于工位的安排。工位安排的顺序一般为先冲制内引线脚,后冲制外引线脚,最后对内引线脚进行压印工序,使内引线脚焊接区域平整度达到0.1毫米之内。
为了达到高速作业状态下的平稳工作,延长模具使用寿命并提高冲制件的精度,力的平衡非常重要。不仅冲压力合力点要和模块中心重合,压板的弹簧力合力与卸料力合力也要处于同一位置。这对集成电路引线框架多工位精密级进模CAD技术提出了新的要求。
与普通冲压模具相比较,集成电路引线框架多工位精密级进模具有很多不同之处,普通冲模CAD技术并不能直接应用于集成电路引线框架多工位精密级进模,在该领域必须使用集成电路引线框架多工位精密级进模专用CAD技术。
第五章 注射模CAD
第一节 注射模基础知识
一、注射模工作原理和结构组成
任何注射模都可以分为定模和动模两大部分。
注射模可由八大部分功能结构组成。
(1)成型零部件 这些零部件主要决定制品的几何形状和尺寸。
(2)合模导向机构。
(3)浇注系统。
(4)顶出脱模机构。
(5)侧向分型与侧向抽芯机构。
(6)排气结构。
(7)温度调节系统。
(8)支承零部件。
二、注射模设计一般步骤
1. 设计前的准备。
2. 选择模具的结构类型。
3. 分析研究注射机性能。
4. 注射模设计审核。
三、注射模零部件的标准化
四、注射模CAD简介
在注射模设计中,模具结构设计涉及的内容既深又广。在传统设计中,模具设计人员首先根据产品图,进行模腔尺寸换算得到模腔图形,然后,通过型腔布置、标准模架选择、流道设计、动模和定模部装图设计、顶出机构设计、斜抽芯机构设计、冷却系统设计、总装图设计等步骤,完成注射模总装图、部装图、零件图等的绘制。由于大多数注射零件形状复杂,传统的手工设计周期长,模具图的绘制也非常繁杂,所以利用计算机辅助手段(CAD)来进行注射模的结构设计就很有必要。
(一)注射模CAD系统的工作流程
(1) 建立几何模型。
(2) 工艺性考核。
(3) 确定浇口形式。
(4) 模具型腔数目和模具尺寸设计。
(5) 标准模架选择。
(6) 将制品几何模型转换为型腔几何模型(生成制品的外表面)和型芯几何模型(生成制品的内表面),并把它们与模架几何模型合并以构成模具的装配图。
(7) 浇注系统结构设计。
(8) 冷却系统的设计。
(9) 加入模具零件。
(10) 装配图和零件图。
(二)注射模CAD的特点
(1) 注射模CAD系统具备描述物体几何形状的能力。
(2) 标准化是实现注射模CAD系统的有效手段。
(3) 设计数据的处理是注射模CAD中的一个重要问题。
(4) 注射模CAD系统具有广泛适应性。
(三)SolidWorks在注射模CAD设计中的应用
SolidWorks是一种功能强大、易学易用和功能创新的三维CAD软件,具有三维参数化设计功能,对注塑件进行三维实体造型,并可用于注射模零件图、装配图的绘制,利用其零件图形之间的相关性,修改十分方便。其Mold Base模块,可用于注射模标准模架和一些标准零件的设计与选用。
第二节 注塑件浇注系统CAD
一、浇注系统CAD基础
1.浇注系统组成
浇注系统由主流道、分流道、浇口及冷料穴组成。从注塑机喷嘴至模具型腔的熔融树脂流路称之为流道,其浇口套内树脂流路称之为主流道,其余部分称之为分流道。分流道末端通向型腔的节流孔称之为浇口,在不通向型腔的分流道的末端设置冷料穴。
2.浇注系统流道设计
3.浇口的设计
4.分流道布置与浇注系统平衡
二、注射模浇注系统CAD
1. 浇注系统CAD的内容
浇注系统的CAD,需要人机交互设计的部位有二部分,即分流道设计和浇口设计。浇注系统不仅是熔体的进料通道,也是料流的控制机构,交互式修正平衡,可以实现一模多腔的均衡填充,或控制多浇口单腔模的熔接痕位置。
通常流道设计分二步,即初始流道设计和根据流动模拟结果修正填充热效应。在初始流道尺寸设计时,不考虑熔体流动时的粘性热效应(即不产生粘性发热)将熔体设为非弹性、等温的幂律流体。初始流道设计完成后,再通过注射流动模拟,修正初始流道尺寸。修正时遵循下列三项原则:
1) 浇注系统的总体积尽可能小,以节省塑料。
2) 采用小浇口,有益于流动产生的粘性热维持熔体在浇注系统中的温度。
3) 实现多腔模的同时充满与合理的熔接痕位置。
2. 均等压降原理及流道设计
(1)均等压降原理。
(2)分流道设计。
(3)浇口设计
第三节 注射模镶块CAD
一、注射模镶块CAD基础
1.注射模镶块结构的特点和应用
注射模具的型腔、型芯采用镶拼结构的目的有以下3种。
1)在制品有侧向成型部位。
2)根据本单位的加工能力或为了便于加工而采用部分镶拼结构。
3)增加模具的强度及耐磨性,并提高制造精度而采用镶拼结构。
2.注射模镶块结构的设计要点
镶拼结构模具的型腔、型芯分割方法直接影响模具的质量与加工的难易。考虑采用镶拼结构时,首先应考虑制品的形状、尺寸及功能,然后考虑型腔、型芯的刚性,同时也必须考虑加工方法和装配措施。例如:镶拼的接合部,将在制品的表面留下痕迹,所以应在不影响制品外观之处分割镶拼部位;镶拼部位应避开对表面有特殊功能要求的制品表面;要尽可能设法分割成型状基本相同或相似的零件;尽量使镶拼件的形状左右对称。
二、SolidWorks在注射模镶块CAD中的应用
SolidWorks具有强大的三维实体绘图能力,在注射模中一些复杂的型芯与型腔常采用镶块结构,这些镶块是从型芯与型腔中取出的其中的一部分,因此可以用SolidWorks进行镶块CAD设计,其应用方法与型芯及型腔CAD的用法类似,首先需要确定镶块的形状,然后在型腔和型芯上的相应位置以及分型面上利用SolidWorks绘制镶块并由此修改型腔和型芯的形状。应用SolidWorks进行注射模镶块CAD的应用如图5-5和5-6所示。图5-5所示的是镶拼件分解时的状态,图5-6所示的是镶拼件组合时的状态。采用这种结构时可以选择高硬度的钢材,或淬火后具有高硬度的钢材制作镶拼件。
第四节 注射模模架选择
一、注射模标准模架
目前,国内外有许多标准注射模架产品在市场出售,我国注射模标准模架共有两个国家标准,一是适用于模板尺寸BL≤560mm900mm的中小型模架(GB/T12556.1-1990);二是适用于模板尺寸BL为630mm630mm~1250mm2000mm的大型模架(GB/T12555.1-1990)。
美国DME公司的标准模架共有七种系列,它们是A、AR、B、X5、X6、AX、T系列。在这七种系列中,A、AR、B系列属于两板结构(单分型面),X5、X6、AX属于三板结构(双分型面),T系列属于四板结构(三分型面)。
在两板结构中,A系列和B系列结构相同,只是A系列设置了上、下垫板,AR系列与A系列相似,只是导柱与导套倒装。
在三板结构中,X5、X6系列在A系列上增加了推件板,X6与X5系列的区别在于X6系列设置有动模板。AX系列与A系列的不同点在于AX系列具有一块中间活动板,可以形成两个分型面,分别脱出流道凝料和塑件制品。
在T系列中有两块活动板,可以形成三个分型面,用于一些特殊场合。
标准模架的选择是注射模CAD系统的一个重要步骤。标准模架系列应在设计工作开始之前,就已经存放在数据库中。
二、标准模架CAD
标准模架CAD设计过程描述如下:系统根据选择模板决策进行推理(顶出板宽度大于型腔总宽度、导柱中心距大于型腔总长度),一旦顶出板宽度确定,模板宽度随之确定。当模板长度和宽度确定后,系统可搜索到所有与模板尺寸对应的模具零件信息。用户的交互式选择结束后,模架零件被自动计算和建立,并以各自的位置和姿态组装。在模架选定,型腔周边尺寸确定后,可以利用模具CAD系统选用合适的模具标准件的尺寸。注射模标准件包括:导柱导套、浇口套、顶杆、回程杆、水嘴等。最后利用CAD系统的集合能力,将型腔、型芯、浇注系统、顶出杆、冷却水孔等与模架组合起来生成模具图。
(1) 标准模架系列选择流程图
使用下列流程图,用戶可以方便地选择所需要的标准模架系列,以DME公司标准模架为例,其选择流程图如图5-7所示。
(2) 标准模架模具零件尺寸选择
标准模架系列确定后,接下来需要选择改该系列中合适的模具零件尺寸。各种标准模架系列中全部模具零件尺寸,均存储在数据库中。
1) 模板类零件选择原则:①顶出板宽度尺寸应大于型腔的总宽度;⑵在长度尺寸上,导柱的中心距应大于型腔的总长度。
2)杆类零件 模板尺寸确定后,各种杆类零件的长度可按注射模结构设计预定的原则选定,例如回程杆选择:回程杆长≤顶杆固定板厚度+垫板厚度+动模板厚度+顶杆最大行程。
杆的直径、数量、位置等可以人机交互确定。
(3) 标准模架的选择
在SolidWorks中可以使用MoldBase选择标准模架,在模架数据库中存储了DME, PCS, Progressive, Superior和HASCO等国际一流的模架供应商提供的标准模架和模具零部件,操作者不仅可以通过它选取零部件,更重要的是它包含模具零部件的装配关系,在使用中当一个零部件被修改时,其他相关零件将会被自动修改更新。例如,在模架中增加一个顶杆,它所经过的所有模板都将自动增加必要的通孔并具有所需要的间隙。
第五节 型芯与型腔CAD
一、型芯与型腔CAD流程图
不同的注射模CAD系统生成型芯和型腔的方法不同。型芯与型腔CAD流程图如图5-9所示,从图中可以看出,为了生成型芯与型腔的形状,首先需要得到制品的实体形状,在输入制品的实体形状后,应考虑塑料的收缩率,然后从输入的图形中分解得到型芯与型腔。一些复杂的型芯与型腔长常采用镶块结构,即从型芯与型腔中取出其中的一部分,形成镶块结构。镶块的形成和型芯与型腔的分解类似。
二、型芯与型腔的CAD应用
应用SolidWorks进行型芯和型腔设计过程如下:
1) 按比例放大制品尺寸。型芯和型腔将直接从制品形状和尺寸创建,在制作型芯和型腔之前,需要将制品按制品的收缩率稍微放大。
2) 在制品的分型面上创建分割线,分割线将制品的表面分割成上模部分和下模部分。
3) 在装配体中创建型芯和型腔。
第六节 注射模CAD设计过程示例
1. 零件的几何模型:用SolidWorks进行几何造型,零件图如图5-10所示。
2. 零件的工艺性分析:对材料性能、侧孔与侧凹、塑件壁厚、加强筋、孔、脱模斜度、成型工艺参数进行分析。确定该塑件可用满足注射成型一般条件。
3. 根据零件的形状选择合适的分型面:如图5-11所示。
4. 确定型腔数及其布置形式,本例采用一模四腔,布置形式如图5-12所示
5. 成型零件工作尺寸计算:材料的收缩率为1.8%,所以要将零件实体放大0.018倍;型腔采用镶嵌式,此零件可采用圆形型腔和型芯,根据分型面设计的型腔如图5-13所示,型芯如图5-14所示。
6. 模架选择:根据所选型腔的形状和尺寸,且要求使用的SE30S注塑机,选用200×250的标准模架。模架判断准则:选用的模架中的推出板必须完全包容各个型腔,且又是所有可选模架中尺寸最小者。在SolidWorks中选择Hasco Metric mold Base,根据型腔尺寸,选择“type 2 (218 296) 矩形模具基体装配体”。图5-15表示在SolidWorks中生成的模架装配体。
7. 浇注系统设计:如图5-12所示,主流道采用衬套结构,用定位环定位,定位环从SolidWorks插件MoldBase中选取,选用φ60x100的标准定位环K100型,如图5-16所示,然后在SolidWorks装配图中定位;分流道采用U形截面形状,高度为2mm;浇口采用点浇口。主流道、分流道和浇口如图5-12所示。
8. 排气系统设计:采用流道和型腔排气。流道排气时排气槽设置在流道末端(如图5-17所示),型腔的排气槽在型腔上修改(如图5-13所示)。
9. 顶出机构设置:在模架中适当的位置加入复位杆和顶杆,例如本例中采用φ1.5mm和φ2mm的顶杆,在MoldBase中选定顶杆的型号,然后加入到装配体中。
10. 加入其他一些必要的零部件,最后通过修改得到图5-18所示的总装图。
从装配体和零件实体产生模具图样。
第六章 模具CAM
第一节 模具制造与数控加工
一、模具制造的基本要求和特点
1. 模具制造的基本要求
为了保证产品的质量,除了设计合理的模具结构外,还必须采用先进的模具制造技术制造模具。在制造模具时,应满足以下几个基本要求:
(1)(1)制造精度高 为了能生产出合格的产品和发挥模具的效能,所设计、制造的模具必须具有较高的精度。模具的精度主要是由制品精度和模具结构要求决定的,为了保证制品精度,模具的工作部分精度通常要比制品精度高2 ~ 4 级,因此模具的零部件必须有足够高的制造精度。否则,将不可能生产出合格的制品。
(2)(2)使用寿命长 模具是比较昂贵的工艺装备,目前模具的制造费用约占产品成本的10% ~ 30% ,其使用寿命长短将直接影响产品的成本高低。因此,除了小批量生产和新产品试制等外,一般都要求模具具有较长的使用寿命,在大批量生产中,模具的使用寿命更加重要。
(3)(3)制造周期短 模具制造周期的长短主要决定于制模技术和生产管理水平的高低。为了满足生产的需要,提高产品的竞争能力,必须在保证质量的前提下,尽量缩短模具制造周期。
(4)(4)模具成本低 模具成本与模具结构、模具材料、制造精度要求和加工方法等有关。模具技术人员必须根据制品的要求合理设计和制订其加工工艺。在设计和制造模具时,应根据实际情况作全面考虑,在保证制品质量的前提下,选择合适模具结构和制造方法,使模具的成本降到最低。
2. 模具制造的基本特点
模具制造难度较大,与一般机械加工相比,具有许多特殊性。
(1)制造质量高 模具制造不仅要求加工精度高,而且还要求加工表面质量好。一般来说,模具工作部分的制造公差都应控制在±0.01mm以内;模具加工后的表面不仅不允许有任何缺陷,而且工作部分的表面粗糙度Ra都要求小于0.8µm。
(2)形状复杂 模具的工作部分一般都是二维或三维复杂曲面,而一般机械加工的是简单几何体。
(3)材料硬度高 模具的硬度较高,采用了淬火工具钢或硬质合金等材料。
(4)单件生产 模具制造一般都是单件生产,设计和制造周期都比较长。
二、模具制造的主要加工方法
1. 机械加工
机械加工(即传统的切削与磨削加工)是模具制造不可缺少的一种重要的加工方法。机械加工的特点是加工精度高、生产效率高。但加工复杂的形状时,加工速度慢,硬材料也难加工,材料利用率不高。
2. 特种加工
特种加工也被称为电加工,从广义上说,特种加工是指直接利用电能、化学能、声能、光能等来去除工件上多余的材料,以达到一定形状、尺寸和表面粗糙度的加工方法,其中包括电火花成形加工、线切割加工、电解加工、电化学抛光、电铸、化学刻蚀、超声波加工、激光加工等。特种加工与工件的硬度无关,可以实现以柔克刚,并可加工各种复杂形状的零件。特种加工在模具制造中得到了越来越广泛的应用。
3. 塑性加工
塑性加工主要指冷挤压制模法,即将淬火过的成形模强力压入未进行硬化处理的模坯中,使成形模的形状复印在被压的模坯上,制成所需要的模具。这种成形方法不需要型面精加工,制模速度快,可以制成各种复杂型面的模具。
4. 铸造加工
对于一些精度和使用寿命要求不高的模具,可以采用简单方便的铸造法快速成形。例如:锌基合金模具,用低熔点材料锌基合金铸造模具,也称快速制模法,其制模速度快,容易制成形状复杂的模具。但模具材质较软,耐热性差,所以模具寿命短,多用于试制和小批量生产的场合。
5. 焊接加工
焊接法制模是将加工好的模块焊接在一起,形成所需的模具。这种方法与整体加工相比,加工简单、尺寸大小不受限制,但精度难于保证,易残留热应变及内部应力,主要用于精度要求不高的大型模具的制造。
6. 数控加工
数控加工是利用数控机床和数控技术完成模具零件的加工,根据零件图样及工艺要求等原始条件编制数控加工程序,输入数控系统,然后控制数控机床中刀具与工件的相对运动,以完成零件的加工。数控机床范围很广,在机械加工中有数控车加工、数控铣加工、数控钻加工、数控磨加工、加工中心加工;在塑性加工中有数控冲床加工、弯管机加工等;在特种成形中则有数控电火花加工、数控线切割加工、数控激光加工等。
三、数控加工的特点及应用
1. 数控加工的特点
(1)加工精度高、加工质量稳定 数控机床的机械传动系统和结构都有较高的精度、刚度和热稳定性,零件的加工精度和质量由机床保证,完全消除了操作者的人为误差,所以数控机床的加工精度高,加工误差一般能控制在0.005 ~ 0.1mm以内,而且同一批零件加工尺寸的一致性好,加工质量稳定。
(2)加工生产效率高 数控机床结构刚性好、功率大、能自动进行切削加工,所以能选择较大的、合理的切削质量,并能自动完成整个切削加工过程,大大缩短机动加工时间。数控机床定位精度高,可省去加工过程中的中间检测,提高生产效率。
(3)对零件加工适应性强 因数控机床能实现几个坐标联动,加工程序可对加工零件的要求而变换,所以它的适应性和灵活性很强,可以加工普通机床无法加工的形状复杂的零件。
(4)有利于生产管理 数控机床加工,能准确地计算出零件的加工工时,并有效地简化刀具、夹具、量具和半成品的管理工作。加工程序是用数字信息的标准代码输入,有利于与计算机连接,由计算机来控制和管理生产。
2. 数控加工的适用范围
数控加工的零件一致性好,质量稳定,加工精度高。但是,数控加工设备昂贵,加工准备周期长。因此,数控加工有其适用范围:
(1)最适合零件 形状复杂,加工精度要求高,用通用机床无法加工或虽然能加工但很难保证产品质量的零件;复杂曲线轮廓或复杂曲面的零件;难测量、难控制进给、难控制尺寸的具有内腔的壳体或盒形零件;必须在一次装卡中合并完成铣、镗、锪、铰或攻丝等多道工序的零件。
(2)较合适类零件 在通用机床上加工时极易受人为因素干扰、材料又昂贵的零件;在通用机床上必须有复杂专用工装的零件;需要多次更改设计后才能定型的零件。
(3)不适合类零件 装卡困难或完全靠找正定位来保证加工精度的零件;加工余量很不稳定的零件。
3. 数控加工在模具制造中的应用
数控加工方式为模具提供了丰富的生产手段,每一类模具都有其最合适的加工方式。
一般而言,对于旋转类模具,一般采用数控车加工,如车外圆、车孔、车平面、车锥面等。酒瓶、酒杯、保龄球、方向盘等模具,都可以采用数控车削加工。
对于复杂的外形轮廓或带曲面模具,电火花成形加工用电极,一般采用数控铣加工,如注射模、压铸模等,都可以采用数控铣加工。
对于微细复杂形状、特殊材料模具、塑料镶拼型腔及嵌件、带异型槽的模具,都可以采用数控电火花线切割加工。
模具的型腔、型孔,可以采用数控电火花成形加工,包括各种塑料模、橡胶模、锻模、压铸模、压延拉伸模等。
对精度要求较高的解析几何曲面,可以采用数控磨削加工。
总之,各种数控加工方法,为模具加工提供了各种可供选择的手段。随着数控加工技术的发展,越来越多的数控加工方法应用到模具制造中,各种先进制造技术的采用,使模具制造的前景更加广阔。
四、数控加工编程技术的发展概况
(一)数控加工编程技术的发展
为了解决数控加工中的程序编制问题,20世纪50年代,MIT设计了一种专门用于机械零件数控加工程序编制的语言,称为APT(Automatically Programmed Tool)。其后,APT几经发展,形成了诸如APTII、APTIII(立体切削用)、APTAC(Advanced contouring)(增加切削数据库管理系统)和APT/SS(Sculptured SURFace)(增加雕塑曲面加工编程功能)等增强版本。
采用APT语言编制数控程序具有程序简炼,走刀控制灵活等优点,使数控加工编程从面向机床指令的“汇编语言”级,上升到面向几何元素。APT仍有许多不便之处,例如采用语言定义零件几何形状,难以描述复杂的几何形状,缺乏几何直观性;缺少对零件形状、刀具运动轨迹的直观图形显示和刀具轨迹的验证手段;难以和CAD数据库和CAPP系统有效连接;不容易作到高度的自动化、集成化。
针对APT语言的缺点,1978年,法国达索飞机公司开始开发集三维设计、分析、NC加工一体化的系统,称为CATIA。随后很快出现了象EUCLID,UGII,INTERGRAPH,Pro/Engineering,MasterCAM及NPU/GNCP等系统,这些系统都有效的解决了几何造型、零件几何形状的显示、交互设计、修改及刀具轨迹生成、走刀过程的仿真显示、验证等问题,推动了CAD和CAM向一体化方向发展。到了80年代,在CAD/CAM一体化概念的基础上,逐步形成了计算机集成制造系统(CIMS)及并行工程(CE)的概念。目前,为了适应CIMS及CE发展的需要,数控编程系统正向集成化和智能化方向发展。
在集成化方面,以开发符合STEP(Standard for the Exchange of Product Model Data)标准的参数化特征造型系统为主,目前已进行了大量卓有成效的工作,是国内外开发的热点;在智能化方面,工作刚刚开始,还有待我们去努力。
(二)数控加工NC(Numerical Control)刀具轨迹生成方法研究发展的现状
数控编程的核心工作是生成刀具轨迹,然后将其离散成刀位点,经后置处理产生数控加工程序。下面就刀具轨迹产生方法作一些介绍。
1. 基于点、线、面和体的NC刀具轨迹生成方法
CAD技术从二维绘图起步,经历了三维线框、曲面和实体造型发展阶段,一直到现在的参数化特征造型。在二维绘图与三维线框阶段,数控加工主要以点、线为驱动对象,如孔加工,轮廓加工,平面区域加工等。这种加工要求操作人员的水平较高,人机交互较复杂。在曲面和实体造型发展阶段,出现了基于实体的加工。实体加工的加工对象是一个实体,它由一些基本体素经集合运算(并、交、差运算)而得。实体加工不仅可用于零件的粗加工和半精加工,大面积切削掉余量,提高加工效率,而且可用于基于特征的数控编程系统的研究与开发,是特征加工的基础。
实体加工一般有实体轮廓加工和实体区域加工两种。实体加工的实现方法为层切法(SLICE),即用一组水平面去切被加工实体,然后对得到的交线产生等距线作为走刀轨迹。
2. 基于特征的NC刀具轨迹生成方法
参数化特征造型已有了一定的发展时期,但基于特征的刀具轨迹生成方法的研究才刚刚开始。特征加工使数控编程人员不再对那些低层次的几何信息(如:点、线、面、实体)进行操作,而转变为直接对符合工程技术人员习惯的特征进行数控编程,大大提高了编程效率。
特征加工有利于实现从CAD、CAPP及CNC系统的全面集成,实现信息的双向流动,为CIMS乃至并行工程(CE)奠定良好的基础;而实体加工对这些是无能为力的。
第二节 数控编程技术基础
一、数控编程一般步骤
1)分析零件图样和工艺处理包括以下内容:
A)确定加工方案
B)工夹具的选择
C)选择编程原点和编程坐标系
D)选择合理的走刀路线
E)合理选择刀具
F)确定合理的切削用量
2)数学处理:根据零件的几何尺寸和加工路线,计算刀具中心运动轨迹,以获得刀位数据。
3)编写零件加工程序单
4)制备控制介质,把编制好的程序单上内容记录在控制介质上作为数控装置的输入信息输入到数控系统。控制介质的种类如下:①穿孔纸带:目前常用8单位和5单位穿孔纸带;②数据磁带;③软磁盘。
也有数控机床与计算机通过RS-232标准串行接口或网络接口连接起来,则不再采用控制介质传递信息。有的时候,利用数控机床操作面板上的键盘采用手动数据输入,将编好的程序直接输入到数控系统中。
5)程序检验与首件试切。
二、数控编程常用方法
数控编程常用方法有两种方法:手工编程和自动编程。
手工编程:编制零件数控加工程序的各个步骤均由人工完成。
自动编程:利用计算机来完成数控加工程序的编制。按照操作方式的不同,自动编程方法分为APT语言编程和图像编程。
1) APT语言编程:编程人员利用该语言书写零件程序,将其输入计算机,经计算机APT编程系统编译,产生数控加工程序(.nc)。
2) 图像编程:以图形要素为输入方式,不需要数控语言。零件几何形状的输入、刀具相对于工件的运动方式的定义、加工过程的动态仿真显示、刀位验证、数控加工程序的生成等均在图形交互方式下进行。目前在我国应用较多的集成化图像数控编程系统有:CADAM、CATIA、EUKLID、UGII、Mastercam、Pro/Engineering、SurfCAM 及NPU/GNCP(西北工业大学开发研制)等。 图像数控编程系统实质上是一个集成化的CAD\CAM系统,一般由几何造型、刀具轨迹生成、刀具轨迹编辑、刀位验证、后置处理、计算机图形显示、数据库管理、运行控制及用户界面等部分组成。例如SurfCAM是由美国SOFTWARE公司所研制的专门在微机上运行的一个图像数控编程系统,其编程能力包括:多坐标点位加工编程;表面区域加工编程;轮廓加工编程;型槽加工编程。整个系统不同模块之间采用文件传输数据,具有IGES标准接口。特别适用于具有复杂外形及各种空间曲面的模具类零件的自动编程。
三、数控编程加工基本原理
1. 插补运算
在数控机床上加工直线或圆弧,实质上是数控装置根据有关的信息指令进行“数据密化”的工作。例如要加工一段圆弧,已知条件仅是该圆弧的起点、终点和圆心的坐标及半径值,要想把圆弧段光滑地描述出来,就必须把圆弧段起点到终点之间各点坐标值计算出来,并将它们填补到起点和终点之间。通常把这种填补空白的“数据密化”工作称为插补,把计算插点的运算称为插补运算,把实现插补运算的装置叫做插补器。
由于数控装置具有插补运算的功能,所以控制介质上只要记录有限的信息指令,如加工直线只需记录直线的起点和终点的坐标信息;加工圆弧只需记录圆弧的半径、起点、终点坐标,顺转、逆转等信息,数控装置就能利用这些有限的信息指令进行插补运算,将直线和圆弧的各点数值算出并发送相应的脉冲信号,通过伺服机构控制机床加工出直线和圆弧形状。
插补方法有许多,例如逐点比较法、数字积分法、比较积分法、时差法、矢量判别法、最小偏差法、直接函数运算法等等。
2.平面轮廓的加工
一个零件的轮廓往往由许多不同的几何元素所组成,如直线、圆弧、二次曲线、螺旋线等。各几何元素之间的连接点称为基点。目前一般的数控机床均具有直线和圆弧插补功能。因此,可以将组成零件轮廓的曲线,按数控系统插补功能,在满足允许的编程误差的条件下进行分割,即用若干直线段或圆弧段来逼近给定的曲线,逼近线段的交点称为节点。
3.曲面轮廓的加工
立体曲面可以根据编程允差,将曲面分割成不同的加工截面。各加工截面一般采用二轴半、三轴、四轴、五轴等插补联动加工。
四、数控系统简介
数控系统是数控机床和数控编程的核心部分。用户在编写数控加工程序之前,必须清楚地了解机床数控系统的功能,只有这样才能编写出正确的加工程序来。常见的数控系统类型有许多种,比如FUNUC、SIEMENS等。
1. FUNUC-6M、6T数控系统
FUNUC公司创建于1956年。FUNUC-6M数控系统于1979年研制成功,适用于数控铣床和加工中心,FUNUC-6T数控系统适用于数控车床。
FUNUC-6M数控系统的主要功能:
1) 控制轴:X、Y、Z三轴和A、B、C三个辅助轴中的一个,可控制4轴,实现三轴联动。
2) 加工功能(G代码)参见表6-1。
3) 辅助功能(M代码)参见表6-2。
4) 最小设定单位:公制为0.001mm,英制为0.0001in,角度为0.001°。
5) 外部设备:8单位纸带阅读机,采用RS-232C接口功能后可以实现打印输出。
具有刀具长度补偿和刀具半径补偿功能,可以实现直线、圆弧插补和一些固定加工功能。
2. SIEMENS数控系统
SIEMENS数控系统是SIEMENS公司研制开发的数控系统,70年代推出SINUMERIK-6T、6M、7T、7M数控系统;80年代推出SINUMERIK-8T、8M、8MC、850T、850M数控系统。例如SINUMERIK-8M数控系统适用于车、铣、镗和其他各种工艺,最多可扩展到12轴,可实现多坐标轴联动。
五、数控编程基本概念
1.机床坐标系、坐标轴方向
机床坐标系(标准坐标系):机床的动作是由数控系统发出的指令来控制的。为了确定机床的运动方向、移动距离,就要在机床上建立一个坐标系,这个坐标系叫做机床坐标系(标准坐标系)。数控机床上的坐标系采用的是右手直角笛卡儿坐标系。机床坐标系方向的确定:
Z方向:Z轴平行于主轴轴线。其正方向为增大工件与刀具之间距离的方向。
X方向:X轴水平,当从刀具主轴向立柱看时,X运动的正方向指向右。
Y方向:Y轴根据右手直角笛卡儿坐标系判断。
2.工件坐标系
工件坐标系:工件坐标系是用来确定工件几何形体上各要素的位置而设置的坐标系,工件坐标系的原点即为工件零点。工件零点的位置是任意的,它由编程人员根据零件的特点而定。在机床上可以任意设置若干个工件坐标系。
当工件坐标系设定后,如果在程序中写成:G90G54X30.0Y40.0时,机床就会向预先设定的G54工件坐标系中的A 点(30.0,40.0)处移动。同样,如果在程序中写成:G90G59X30.0Y40.0时,机床就会向预先设定的G59工件坐标系中的B 点(30.0,40.0)处移动。
3.编程方式
编程有两种方式:
1) 绝对编程方式:终点的位置是由所设定的坐标系的坐标值所给定的,指令代码为G90。
2) 相对编程方式:终点的位置是相对前一位置的增量值及移动方向所给定的,指令代码为G91。
4.数控程序的构成
数控程序是为使机床运转而给数控装置的一系列指令的集合所构成的。程序由程序段构成,每个程序段由字和“;”构成。而字由地址符(由英文字母A~Z构成)和数值构成。
例:
O0001 程序号,由O字母加4位数值表示
N01 G92 X-25.0 Y10.0 Z40.0; 以下为程序段
N02 G90 G00 Z16.0 S300 M03;
┇
N12 G00 G40 X-25.0 Y10.0 Z40.0 M09;
N13 M30;
5. 刀具轨迹与刀位点
刀具轨迹:是系统按给定工艺要求生成的、对给定加工图形进行切削时刀具行进的路线,系统以图形方式显示。刀具轨迹由一系列有序的刀位点和连接这些刀位点的直线(直线插补)或圆弧(圆弧插补)组成。
刀位点:指车刀、镗刀的刀尖;钻头的钻尖;立铣刀、端铣刀刀头底面的中心;球头铣刀的球头中心。
6. 刀具长度补偿与半径补偿
在目前CNC系统中,一般都具有刀具长度补偿与半径补偿功能。
刀具长度补偿:在数控系统中,刀具长度一般都无须考虑。程序运动假设机床主轴轴端相对于工件运动。在加工前,采用对刀仪测量刀尖(或刀心)到刀柄与主轴轴端基础基准的长度(即刀具长度),并将刀具长度值输入CNC系统的刀具寄存器中,当该刀具被采用时,CNC系统自动进行刀具长度补偿,使刀尖(或刀心)沿程序要求的轨迹移动。
刀具半径补偿:在轮廓加工过程中,由于刀具总有一定的半径,刀具中心的运动轨迹并不等于所需加工零件的实际轮廓。在进行内轮廓加工时,刀具中心偏移零件的内轮廓表面一个刀具半径值。在进行外轮廓加工时,刀具中心偏移零件的外轮廓表面一个刀具半径值。这种偏移习惯上称为刀具半径补偿。
刀具半径补偿通常不是程序编制人员完成的,程序编制人员只是按零件的加工轮廓编制程序,同时使用G41、G42、G40告诉CNC系统刀具是沿零件内轮廓运动还是沿零件外轮廓运动。实际的刀具半径补偿是在CNC系统内部由计算机自动完成的。刀具半径值是通过刀具号H来指定的。刀具半径补偿不仅能自动完成刀具中心轨迹的偏置,而且能自动完成直线与直线的转接、圆弧与圆弧转接和直线与圆弧转接等尖角过度功能。
右刀具补偿:当刀具中心轨迹在程序轨迹前进方向右边时称为右刀具补偿,用G42表示。
左刀具补偿:当刀具中心轨迹在程序轨迹前进方向左边时称为左刀具补偿,用G41表示。
对于多坐标数控加工,一般的CNC系统还没有刀具半径补偿功能,需要编程人员编程时考虑刀具半径。
7. 对刀点、换刀点
对刀点:在数控机床加工零件时,刀具相对于工件运动的起点运动。由于程序段从该点开始执行,所以对刀点又称为“程序起点”或“起刀点”。 对刀点既是程序的起点,也是程序的终点。
换刀点:加工过程需要换刀时,应规定换刀点。换刀点是刀架转位换刀时的位置。
8. 两轴加工、两轴半加工与三轴加工
两轴加工:机床坐标系的X和Y轴两轴联动,而Z轴固定,机床在同一高度下对工件进行切削。两轴加工适宜于铣削平面图形。
两轴半加工: 两轴半加工在两轴的基础上增加了Z轴的移动,当机床的X、Y轴固定时,Z轴可以上下移动。利用两轴半可以实现分层加工,每层在同一高度上进行两轴加工,层间有Z向移动。
三轴加工:机床坐标系的X、Y、Z三轴联动。三轴加工适合于进行各种非平面图形,即一般曲面的加工。
9. 机床原点与编程零点
机床原点:指机床上一个固定不变的极限点。即机床坐标系的原点。由生产厂家确定。
编程零点:一般情况下,编程零点即编程人员在计算坐标值时的起点,编程人员在编制程序时不考虑工件在机床上的安装位置,只是根据零件的特点及尺寸来编程,因此,对于一般零件,工件零点就是编程零点。
10. 数控加工与数控编程
数控加工:首先必须根据零件图样及工艺要求等原始条件编制数控加工程序,输入数控系统。控制数控机床中刀具与工件的相对运动,以完成零件的加工。
数控编程:从零件图样到获得数控加工程序的全过程,称为数控编程。
六、数控编程举例——盖板手工编程与自动编程实例
1. 零件图和坐标计算图
如图6-2所示盖板零件图和坐标计算简图,采用FUNUC-BESK 6ME数控系统编程。
加工要求:
该零件的毛坯是一块180×90×12的长方体材料,要求铣削成图中粗实线所示的外形。图中各孔已加工完毕,各边留有5mm的铣削余量。铣削时以其底面和2-Φ10H8的孔定位,从Φ60mm孔对工件进行压紧。
编程时,工件坐标系原点定在工件左下角A点,现以Φ10mm立铣刀进行轮廓加工,对刀点在工件坐标系中的位置为(-25,10,40),刀具切入点为B点,刀具走刀路线为:
对刀点1--->下刀点2--->b--->c--->c’ --->... --->下刀点2--->对刀点1
2. 手工编程加工程序与分析
现按轮廓编程,各基点和圆心坐标如下:
A(0,0) B(0,40) C(14.96,70) D(43.54,70) E(102,64)
F(150,40) G(170,40) H(170,0) O1(70,40) O2(150,100)
依据以上数据和FUNUC-BESK 6ME数控系统进行编程,生成的加工程序(.NC)如下:
O0001 ⑨
N01 G92 X-25.0 Y10.0 Z40.0; ①
N02 G90 G00 Z16.0 S300 M03; ②
N03 G41 G01 X0 Y40.0 F100 D01 M08;③
N04 X14.96 Y70.0; ④
N05 X43.54;
N06 G02 X102.0 Y64.0 I26.46 J-30.0; ⑤
N07 G03 X150.0 Y40.0 I48.0 J36.0; ⑥
N08 G01 X170.0;
N09 Y0;
N10 X0;
N11 Y40.0;
N12 G00 G40 X-25.0 Y10.0 Z40.0 M09; ⑦
N13 M30; ⑧
加工程序指令分析
G功能代码和M功能代码参见表6-1和6-2。
1)G92,设定工件坐标系,即确定刀具起始点在坐标系中的坐标值。工件坐标系用下面的指令设定:G92 X_ Y_ Z_ ,其中X_ Y_ Z_为刀位点在工件坐标系中的初始位置。执行G92指令时,机床不动作,即X、Y、Z轴不移动。但CRT上的坐标值发生了变化。在加工工件前,用手动或自动方式,令机床回机床零点。此时,刀具中心对准机床零点。CRT显示的各轴坐标均为0。当机床执行G92 X-25.0 Y10.0后,就建立起了工件坐标系X1O1Y1。即刀具中心(或机床零点)应在工件坐标系X-25.0 Y10.0处。O1为工件坐标系原点,CRT显示的坐标值为X-25.0 Y10.0,但刀具相对于机床的位置没有改变。在运行后面的程序时,凡是绝对尺寸中的坐标值均为点在X1O1Y1这个坐标系中的坐标。
2)G90,绝对尺寸指令。它表示程序段中的尺寸字为绝对坐标值。即从编程零点开始的坐标值。G00,快速点定位指令。命令刀具以点位控制方式,从刀具所在点以最快的速度,移动到目标点。其移动的速度不需要指定,而是由生产厂家确定,可在数控机床说明书中查到。快速移动的轨迹依控制系统不同而异。S,主轴功能,定义主轴转速。单位r/min,M03表示主轴正转(顺时针,按照右螺纹旋入工件)。
3)G41,刀具半径补偿指令,指令刀具左补偿。编程人员直接根据工件的轮廓进行编程,而刀具沿偏移后的轮廓移动,完成加工。D01,刀具半径(即偏置量)预先寄存在D01指令的寄存器中。G01,直线插补。其作用是指令以联动的方式,按指定的进给速度F,插补出任意斜率的平面或空间直线。F,刀具进给速度。单位:mm/min.
4)续G41,G01,G90指令,继续直线插补。
5)G02,G03,圆弧插补。G02表示顺圆插补,G03表示逆圆插补。G17、G18、G19为圆弧插补平面选择指令,以此来确定被加工表面所在平面。G17表示XY平面;G18表示XZ平面;G19表示YZ平面。G17可以省略。I、J、K为圆弧起点到圆弧圆心的矢量在X、Y、Z轴上的投影。
6)G40,取消刀补。G40必须和G41或G42成对使用。
7)程序结束,以M30作为标志。
8)程序段开始,程序号为O0001
3. SurfCAM自动编程加工程序与分析
A)控制系统采用刀具补偿程序如下(PART.NCC):
%;程序开始
O0000;程序号
(PROGRAM NAME – PART ) ;格式文本
(DATE=DD-MM-YY - 04-11-00 TIME=HH:MM - 22:36);记录日期
N100G21 ;G21设定公制单位
N102G0G17G40G49G80G90;G0—快速定位 G1—直线插补 G17—设定刀具面为XY平面
;G40—取消刀具半径补偿 G49—取消刀具长度补偿
;G80—取消固定循环 G90—采用绝对值编程
(ENDMILL-FLAT-D10 TOOL - 1 DIA. OFF. - 1 LEN. - 1 DIA. - 10.) ;记录刀具数据
N104T1M6 ;T1--采用刀具1 M6—换刀
N106G0G90G54X-25.Y10.A0.S50M5 ;G54--① M5—主轴停转
N108G43H1Z40.M8 ;G43—采用刀具长度补偿 H1—取1号偏置量储存器数据
;M8—开1号切削液
;刀具运动到1点
N112X0.Y40. ;1→B上方安全高度
N114Z10. ; →B上方下刀平面
N116G1Z-16.F0.;开始加工工件
N118G41D1X14.957Y70.F100. ;B→C G41—开启刀具补偿功能
;D1—刀具补偿量取补偿号为D1的储存变量的值
N120X38.542 ;C→D
N122G2X65.Y80.R40.;D→ G2--顺时针圆弧插补,终点(65,80),半径40
N124X97.Y64.R40. ; →E 继续G2指令
N126G3X144.994Y40.R60.;E→F G3—逆时针圆弧插补,终点(144.994,40),R60
N128G1X170. ;F→G G1—直线插补
N130Y0. ;G→H
N132X0. ;H→A
N134G40Y40. ;A→B 并取消刀具半径补偿
N136G0Z24.;回参考高度
N138Z40. ;回安全高度
N140X-25.Y10. ;刀具回安全平面固定点(-25,10,40)
N142M5;M5--主轴停转
N144G91G28Z0.M9 ;G91—采用增量值编程 M9—关切削液
;G28—自动返回机床参考点②
N146G28X0.Y0.A0. ;继续经中间点返回机床原点
N148M30 ;M30—程序结束
%
程序解释:
①G54——预设的第一工件坐标系,它是安装了工件之后,测量此时的工件坐标系原点相对于机床坐标系原点的偏移量,将这些值存入存储器,从而建立起来的一个工件坐标系。程序执行G0G90G54X-25.Y10.之后,刀具移动到G54所建立的工件坐标系中X-25.Y10.处。
② G28----刀具以点位方式经中间点快速自动返回参考点。上两句刀具经中间点(-25,10,0),返回参考点(-25,10,40)。
B)控制系统不采用刀具补偿程序如下:
下面的程序(TRY1.NCC)为若数控系统不具有半径补偿功能时,采用SurfCAM图像自动编程所生成的数控加工程序,可与TRY.NCC进行比较,以说明SurfCAM的多种编程能力。
此时,刀位轨迹为偏移后的路径。
%
O0000
(PROGRAM NAME – TRY1)
(DATE=DD-MM-YY - 08-11-00 TIME=HH:MM - 08:40)
N100G21
N102G0G17G40G49G80G90
(ENDMILL-FLAT-D10 TOOL - 1 DIA. OFF. - 1 LEN. - 1 DIA. - 10.)
N104T1M6
N106G0G90G54X-25.Y10.A0.S50M5
N108G43H1Z40.M8 ;刀具运动到安全高度点1(-25,10,40)
N110X-5.Y41.177 ;1→b(-5,41.177,40)
N112Z10.;刀具下降到下刀平面
N114G1Z-16.F0. ;切削到底
N116X10.483Y72.231F200. ;b→c(10.483,72.231,-16)
N118G2X14.957Y75.R5.;c→c’(14.957,75,-16)
N120G1X36.716 ;c’→d(36.716,75,-16)
N122G2X65.Y85.R45. ;d→
N124X101.Y67.R45. ; →e(101,67,-16)
N126G3X144.994Y45.R55. ;e→f(144.994,45,-16)
N128G1X170. ;f→g(170,45,-16)
N130G2X175.Y40.R5. ;g→g’(175,40,-16)
N132G1Y0. ;g’→h(175,0,-16)
N134G2X170.Y-5.R5. ;h→h’
N136G1X0. ;h’→a
N138G2X-5.Y0.R5.;a→a’
N140G1Y41.177 ;a’→b’
N142G0Z24. ;回参考高度(-5,41.177,24)
N144Z40.;回安全高度(-5,41.177,40)
N146X-25.Y10. ;回安全高度点(-25,10,40)
N148M5
N150G91G28Z0.M9
N152G28X0.Y0.A0.;经中间点自动返回机床零点
N154M30
%
第三节 数控编程软件SurfCAM介绍
一、SurfCAM功能介绍
美国加州的SURFware公司开发的SurfCAM是基于Windows的数控编程系统,附有全新透视图基底的自动化彩色编辑功能,可迅速而又简捷地将一个模型分解为型芯和型腔,从而节省复杂零件的编程时间。该软件的CAM功能具有自动化的恒定Z水平粗加工和精加工功能,可以使用各种铣刀在一系列Z水平上对零件进行无撞伤的曲面切削。对某些作业来说,这种加工方法可以提高粗加工效率和减少精加工时间。
SurfCAM在2002版新增加了SRM(Step Reduction Miling)智能、优化的粗加工方法,大大缩短了粗、精加工时间,提高生产效率,此加工方法在美国已获得专利。SurfCAM可自动生产零件的刀具路径、轨迹以及控制零件进行加工的NC代码,具有强大的通用后处理模块,通过通信接口将代码传输到数控机床或加工中心,控制机床进行高速、精确的机械加工,特别适用于复杂零件、复杂型腔模具等。
1. SurfCAM的辅助设计(CAD)模块
通过Create(创建)菜单的选择,可应用多种产生方式生成零件的点、线、圆弧、面、体等几何要素,并可通过Edit(编辑)菜单、Layer(图层)菜单、View(视图)等计算机辅助设计功能在计算机上完成零件的造型,生成零件的数据库(DSN文件)。SurfCAM 2002已用其所附带的实体3D参数建模软件SurfCAM Solids作为CAD支持,这样一来SurfCAM部分的功能得到大大增强。从零件造型设计的角度来讲,它完全可与其他高价格CAD/CAM软件相媲美。
2. SurfCAM的辅助制造(CAM)模块
进入主菜单下的NC功能生成模具零件的工控文件(ICD文件)。这个模块包括以下几个部分。
(1)在主菜单的option(选项)菜单下定义工作条件的设置、机床配置、刀具的定义及最后生成文件的输出格式。
(2)操作条件的设置 通过NC菜单下加工方式的选择弹出的刀具图形框和程序图形框,来完成选择刀具、更换刀具以及加工工艺条件的设置。在上述问题确定后,软件将自动计算刀具路径,生成刀具轨迹,最后生成控制刀具路径的ICD文件。本模块中,SurfCAM可生成数控机床二轴至五轴、WireEDM线切割以及Lathe数控车床的ICD文件,具有多种NC加工操作方式,可实现复杂零件的各种表面形状的NC加工。
3.刀具加工轨迹的模拟
SurfCAM开发了一个刀具加工轨迹动态模拟验证模块(Verify),其设置对于减少NC编码程序的修改过程以及实际加工操作的成本消耗是非常有意义的。Verify接受标准的NC程序,通过交互式的窗口产生一个完全的NC加工环境,并可在自动计算的一个实体毛坯上模拟零件的整个切削加工过程,通过不同颜色的显示可清晰地看到每个INC文件的刀具路径的实际走刀情况。在模拟的过程中,使用者可选择测量工具通过测量点、距离、厚度等各加工面的尺寸信息,在计算机上检查刀具轨迹及选择刀具的正确性。如果在此过程中发现不正确的加工轨迹,可重新返回其他模块检查错误并改正或改变参数,使之合理正确,从实际意义上降低了零件的制造成本。
4.通用后处理模块
后处理的任务是把在辅助制造模块中生成的INC文件通过SurfCAM通用的后处理器生成机床的NC代码。在本模块中要定义机床的种类,机床的坐标系,还要进行更重要的G代码选择,M代码选择以及其他N C程序语言标准的选择。通过SURFCAN的通用后处理软件包可生成适合于国内外几十种不同厂家生产的各类数控机床的NC代码。
5.输出APT语言模块
APT语言是SurfCAM的后处理文件格式,即机床控制的加工指令文件,它是一个文本文件。设计者可通过修改APT而修改前面的设计。对于工件一些不重要部位的改动就通过它来完成,从而缩短设计周期,同时也可给设计者提供工件设计、加工正确与否的信息。
6.SDNC系统
SurfCAM设有一个数字群控(DNC)系统,可将所生成的控制零件进行加工的NC代码下传到数控机床或加工中心,完成零件的加工。SDNC系统的设置可为集成系统的数据传输提供方便的用户窗口界面,在SurfCAM后处理文件中存放有可被SDNC支持的24种机床控制信息特性,并可打开文件随时添加信息,因而它具有广泛的适用性。
二、SurfCAM软件的特点
在复杂模具CAD/CAM实际应用中,集成制造系统主要应用了SurfCAM的计算机辅助制造模块、刀具轨迹动态模拟模块、通用后处理模块、SDNC系统来实现复杂模具的NC加工。通过SurfCAM软件在本系统的实际应用,主要体现了SurfCAM的以下应用特点:
1)软件既可在工作站上使用,也可运行在微机环境下,易于实现,便于操作、通信,经济实用,因而具有广泛的推广价值。交互式对话窗口便于参数的选择与确定,自动完成数控编程,生成NC代码,易于学习掌握,具有广泛的适用性。
2)刀具轨迹动态仿真模拟,时间短,便于确定用刀、选刀的合理性,检查刀具轨迹的正确性,降低数控加工成本。
3)完善的通用后处理功能,可生成适合国内外各厂家生产的数控机床的NC代码,具有普遍的适应性。方便的DNC系统设置,也便于数据传输,易于实现系统联网。
4)SurfCAM设有便利的帮助主题,简便易学,多种文件格式定义,方便的文件格式转化,有利于多系统共享数据,适用于任何集成系统。
5)SurfCAM软件应用于集成制造系统,为国内推广应用CIMS提供了软件技术支持,是一种适合在国内各大中小型企业中推行的经济实用的柔性集成制造系统(FMS)模式。
三、SurfCAM软件在模具制造中的应用
模具制造信息更加丰富,制造过程更有效。目前,模具制造厂已经较广泛地采用了数控加工。为了保证加工质量、提高加工效率、改进制造流程,有较多的模具制造厂开始使用多坐标数控加工、高速铣削加工及基于快速成形的模具制造等方法。SurfCAM软件能充分适应模具造型及自动编程加工的要求,SurfCAM软件利用曲面造型、二轴至五轴数控铣床和加工中心加工编程、数控线切割加工编程、数控车床及车加工中心编程、网络通讯及仿真技术、先进的后置处理技术,并通过合理地规划制造过程,使企业模具制造发挥最大的潜力、取得最好的质量。
用SurfCAM软件进行模具设计及制造的一般过程如下:
第四节 SurfCAM在模具制造中的应用
一、SurfCAM数控线切割编程
电火花线切割加工简称线切割加工。它是在加工过程中,使线电极和被加工件之间不断产生脉冲性的放电火花,靠放电时产生的局部、瞬时的高温将金属腐蚀。数控线切割加工可用于加工形状复杂的高硬度零件,在模具加工使用得非常广泛。
SurfCAM线切割加工包括下列功能:
1) 2 Axis XY(平面加工):被加工物沿X、Y移动工作台进行平面形状的加工。
2) 4 Axis(锥度加工):它是由四轴X、Y、U、V控制的,进行锥度加工时,需要指定锥度角度、被加工工件高度等。
3) 4 Axis UV Trim(二次切割加工法):预先留出精加工余量进行第一次切割加工,然后针对留下的精加工余量进行切割加工。
SurfCAM数控线切割编程的一般过程:
1)绘制图形。
2)设定工艺参数。
3)选择穿丝点、进刀线和退刀线。
4)选择加工串联曲线。
5)加工编程及仿真。
6)后置处理。
7) 联机,传送程序至加工机床。
二、SurfCAM数控铣编程
SurfCAM数控铣功能包括二轴到五轴铣削,适用于数控铣床、铣加工中心等。SurfCAM数控铣功能适用于复杂零件、复杂型腔模具等的加工编程。
常用的SurfCAM数控铣三轴加工功能包括以下几种类型:
(1)cut 用来切削单个曲面。
(2)Project 将已生成的加工路径投影到曲面上,产生沿曲面的切削加工路径。
(3)Z Rough 产生二维等高粗切路径,用于在二轴数控铣床上加工三维曲面。
(4)Z Finish 产生二维等高切削路径,用于在二轴数控铣床上加工三维曲面。
(5)Rest Material 在某一路径结束后去除残料。Rest Material是SurfCAM的专利技术,在多曲面的复杂表面加工中能够高效去除残料,有效地提高加工效率。
(6)Pencil Cut 用于去除曲面交贯线处的残料。
(7)Planar 产生平行的刀具路径,可连续加工多个曲面。
(8)Contour 3D 产生切削三维轮廓的路径,可连续加工多个曲面。
(9)Drill 产生钻孔、铰孔等加工路径。
(10) Pilot Hole 产生一个钻孔路径,一般用于挖槽之前。
(11) Auto Rough 用于在产生精加工加工路径之前自动生成粗加工路径。
三、SurfCAM数控车床编程
SurfCAM车床编程功能涉及多种操作,包括:端面车削、轮廓车削、切环槽、钻孔、镗孔、车螺纹、倒角、切断以及模拟仿真、后置处理及联机传输加工程序等。
大部分数控车床使用的控制器提供两轴控制,Z轴平行于车床主轴,X轴垂直于车床的主轴,Z轴和X轴的方向定义如下:
+Z方向,刀具朝离开夹头方向移动。
+X方向,刀具朝离开主轴线方向移动。
在编制程序时,必须先选择坐标系的原点。通常使用工件右端面旋转中心作为坐标系的原点。
常用的SurfCAM数控车加工功能包括以下几种类型:
(1)Turn 用于沿Z轴加工轮廓。
(2)Face 用于沿X轴加工轮廓。
(3)Face off 用于切削工件端面。
(4)Groove 沿X方向或Z方向加工环槽。
(5)Thread 用于切削内螺纹或外螺纹。
(6)Drill 用于钻中心孔。
(7)Part off 用于切断被加工件。
第七章 模具CAE
计算机辅助工程分析(Computer Aided Engineering)技术在成形加工和模具行业中的应用,即模具CAE。模具CAE是广义模具CAD/CAM中的一个主要内容。
CAE所涉及的内容非常丰富:
1)对工件的可加工性能作出早期的判断,预先发现成形中可能产生的质量缺陷,并模拟各种工艺方案,以减少模具调试次数和时间,缩短模具开发时间;
2)对模具进行强度刚度校核,择优选取模具材料,预测模具的破坏方式和模具的寿命,提高模具的可靠性,降低模具成本;
3)通过仿真进行优化设计,以获得最佳的工艺方案和工艺参数,增强工艺的稳定性、降低材料消耗、提高生产效率和产品的质量;
4)查找工件质量缺陷或问题产生的原因,以寻求合理的解决方案。
成形过程数值模拟是模具CAE中的基础,目前所采用的数值模拟方法主要有两种:有限元法和有限差分法;一般在空间上采用有限元方法,而当涉及到时间时,则运用有限差分法。以下简要介绍有关数值模拟的基本内容和方法。
第一节 有限元分析概述
对于一般的工程受力问题,希望通过平衡微分方程、变形协调方程、几何方程和本构方程联立求解而获得整个问题的精确解是十分困难的,一般几乎是不可能的。随着20世纪五六十年代计算机技术的出现和发展、以及工程实践中对数值分析要求的日益增长,并发展起来了有限元的分析方法。有限元法自1960年由Clough首次提出后,获得了迅速的发展;虽然首先只是应用于结构的应力分析,但很快就广泛应用于求解热传导、电磁场、流体力学、成形工艺等连续问题。
一、有限元法的基本概念
对于连续体的受力问题,既然作为一个整体获得精确求解十分困难;于是,作为近似求解,可以假想地将整个求解区域离散化,分解成为一定形状有限数量的小区域(即单元),彼此之间只在一定数量的指定点(即节点)处相互连接,组成一个单元的集合体以替代原来的连续体,如图7-1弯曲凹模的受力分析所示;只要先求得各节点的位移,即能根据相应的数值方法近似求得区域内的其他各场量的分布;这就是有限元法的基本思想。
从物理的角度理解,即将一个连续的凹模截面分割成图7-1所示的有限数量的小三角形单元,而单元之间只在节点处以铰链相连接,由单元组合成的结构近似代替原来的连续结构。如果能合理地求得各单元的力学特性,也就可以求出组合结构的力学特性。于是,该结构在一定的约束条件下,在给定的载荷作用下,各节点的位移即可以求得,进而求出单元内的其他物理场量。这就是有限元方法直观的物理的解释。
从数学角度理解,是将图7-1所示的求解区域剖分成许多三角形子区域,子域内的位移可以由相应各节点的待定位移合理插值来表示。根据原问题的控制方程(如最小势能原理)和约束条件,可以求解出各节点的待定位移,进而求得其他场量。推广到其他连续域问题,节点未知量也可以是压力、温度、速度等物理量。这就是有限元方法的数学解释。
从有限元法的解释可得,有限元法的实质就是将一个无限的连续体,理想化为有限个单元的组合体,使复杂问题简化为适合于数值解法的结构型问题;且在一定的条件下,问题简化后求得的近似解能够趋近于真实解。
由于对整个连续体进行离散,分解成为小的单元;因此,有限元法可适用于任意复杂的几何结构,也便于处理不同的边界条件;在满足条件下,如果单元越小、节点越多,有限元数值解的精度就越高。但随着单元的细分,需处理的数据量非常庞大,采用手工方式难以完成,必须借助计算机;计算机具有大存储量和高计算速度等优势,同时由单元计算到集合成整体区域的有限元分析,都很适合于计算机的程序设计,可由计算机自动完成;因此,随着计算机技术的发展,有限元分析才得以迅速的发展。
二、有限元法分析的基本过程
有限元法分析的基本过程,概念清晰,原理易于理解;但实际分析过程,包含大量的数值计算,人工难以实现,通常只能依靠计算机软件进行。有限元软件并不直接体现以上的过程,一般只是根据相应的功能分为前处理、分析计算和后处理三大部分。
前处理模块的主要功能是构建分析对象的几何模型、定义属性以及进行结构的离散划分单元;分析计算模块则对单元进行分析与集成,并最终求解得到各未知场量;后处理则将计算结果以各种形式输出,以便于了解结构的状态,对结构进行数值分析。
三、通用有限元软件简介
1. 有限元软件MSC.NASTRAN
NASTRAN有限元分析系统是由美国国家宇航局(NASA)在20世纪60年代中期委托MSC公司和贝尔航空系统公司开发,发展至今已有多个版本,其系统规模大、功能强。在70年代初期,MSC公司对原始的NASTRAN进行改进和完善后推出了MSC.NASTRAN。
作为世界最流行的大型通用结构有限元分析软件之一,MSC.NASTRAN的分析功能覆盖了绝大多数工程应用领域,并为用户提供了方便的模块化功能选项。主要分析功能模块有:基本分析模块(含静力、模态、屈曲、热应力、流固耦合及数据库管理等)、动力学分析模块、热传导模块、非线性分析模块、设计灵敏度分析及优化模块、超单元分析模块、气动弹性分析模块、DMAP用户开发工具模块及高级对称分析模块。
MSC.NASTRAN的前后处理采用MSC公司的PATRAN程序,MSC.PATRAN是一种并行框架式的有限元前后处理及分析系统,具有开放式、多功能的体系结构,采用交互图形界面,可实现工程设计、工程分析、结果评估,是一个完整CAE集成环境。前处理通过采用直接几何访问技术(Direct Geometry Access)可直接从CAD/CAM系统中获取几何模型,甚至参数和特征;还提供了完善的独立几何建模和编辑工具,使用户更灵活的完成模型准备。运用多种网格处理器实现分析结构有限元网格的快速生成。其分析模型定义功能可将各种分析信息(单元、材料、载荷、边界条件等)直接加到有限元网格或任何CAD几何模型上。后处理提供了等值图、彩色云图等多种计算分析结果可视化工具,帮助用户灵活、快速地理解结构在载荷作用下复杂的行为,如结构受力、变形、温度场、疲劳寿命、流体流动等。分析的结果同时可与其他有限元程序联合使用。
MSC.NASTRAN的静力分析可用求解结构在与时间无关或时间作用效果可忽略的静力载荷(如集中/分布静力、温度载荷、强制位移、惯性力等)作用下的响应,并得出所需的节点位移、节点力、约束(反)力、单元内力、单元应力和应变能等。该分析同时还提供结构的重量和重心数据。MSC.NASTRAN支持全范围的材料模式,包括:均质各项同性材料,正交各项异性材料,各项异性材料,随温度变化的材料等;具有方便的载荷与工况组合:单元上的点、线和面载荷,热载荷,强迫位移,各种载荷的加权组合等,在前后处理程序MSC.PATRAN中定义时可把载荷直接施加于几何体上。
屈曲分析主要用于研究结构在特定载荷下的稳定性以及确定结构失稳的临界载荷,MSC.NASTRAN的屈曲分析包括:线性屈曲和非线性屈曲分析。
结构动力学分析是MSC.NASTRAN的主要强项之一,其主要功能包括:正则模态及复特征值分析、频率及瞬态响应分析、(噪)声学分析、随机响应分析、响应及冲击谱分析、动力灵敏度分析等。
MSC.NASTRAN有强大的非线性分析功能,包括:几何非线性分析、材料非线性分析、非线性边界(接触问题)分析,以及非线性瞬态分析。除几何、材料、边界非线性外,MSC.NASTRAN还提供了具有非线性属性的各类分析单元,如非线性阻尼、弹簧、接触单元等。MSC.NASTRAN的迭代和运算控制方法极为丰富,它提供了Newton-Rampson法、改进Newton法、Arc-Length法、Newton和ArcLength混合法、两点积分法、Newmarkβ法以及非线性瞬态分析过程的自动时间步调整功能等;分析中,与尺寸无关的判别准则可自动调整非平衡力、位移和能量增量,智能系统可自动完成全刚度矩阵更新、或Quasi-Newton更新、或线搜索、或二分载荷增量(依迭代方法),以用于不同目的的数据恢复和求解。自动重启动功能可在任何一点重启动,包括稳定区和非稳定区。
MSC.NASTRAN的热分析、流体分析、流-固耦合分析、空气动力弹性及颤振分析等其他模块也都有强大的分析功能。
MSC.NASTRAN具有广泛的平台适用性,可在不同档次的50多种通用和专用计算机上、不同的操作系统下运行,主要机种如:PC机、SUN、DEC、HP、IBM、SGI、NEC、HITACHI、SIEMENS、CRAY、CONVEX等。MSC公司开发的并行处理技术保证使MSC.NASTRAN及相应产品在诸如CRAY、CONVEX、IBM、SUN、DEC、SGI等具有多处理器的大中型计算机上能高效运行。此外,MSC的产品还允许在计算机网络上以限定使用权方式被任何机器激活有效地通过网络进行各种计算。
图7-2是运用MSC.NASTRAN对某硬盘支架的振动进行模拟分析的结果。图示为支架的等效应力分布图,右边区域的应力值较高,最大值达58.6Mpa;左边区域的应力相对较低。
2. 有限元软件ANSYS
ANSYS软件是由世界上最大的有限元分析软件公司之一的美国ANSYS开发,是集结构、流体、电场、磁场、声场分析于一体的大型通用有限元分析软件。
ANSYS的前处理模块提供了一个强大的实体建模及网格划分工具,用户可以方便地构造有限元模型。ANSYS Workbench Environment(AWE)是ANSYS公司新近开发的新一代前后处理环境,AWE通过独特的插件构架与CAD系统中的实体及面模型双向相关,具有很高的CAD几何导入成功率,当CAD模型变化时,不需对所施加的载荷和支撑重新施加;AWE与CAD系统的双向相关性还意味着可通过AWE的参数管理器可方便地控制CAD模型的参数,从而将设计效率更加向前推进一步。AWE在分析软件中率先引入参数化技术,可同时控制CAD几何参数和材料、力方向、温度等分析参数,使得AWE与多种CAD软件具有真正的双向相关性,通过交互式的参数管理器可方便地输入多种设计方案,并将相关参数自动传回CAD软件,自动修改几何模型,模型一旦重新生成,修改后的模型即可自动无缝地返回AWE中。同时,ANSYS还提供了方便灵活的实体建模方法,协助用户进行几何模型的建立。ANSYS软件提供了极其丰富的材料库和单元库,单元类型共有200多种,用来模拟工程中的各种结构和材料。AWE的智能化网格划分能生成形状特性较好的单元,以保证网格的高质量,尽可能提高分析精度。此外,AWE还能实现智能化的载荷和边界条件的自动处理,根据所求解问题的类型自动选择适合的求解器求解。
分析计算模块包括结构分析(可进行线性分析、非线性分析和高度非线性分析)、流体动力学分析、电磁场分析、声场分析、压电分析以及多物理场的耦合分析,可模拟多种物理介质的相互作用,具有灵敏度分析及优化分析能力。
结构静力分析用来求解外载荷引起的位移、应力和力。静力分析很适合于求解惯性和阻尼对结构的影响并不显著的问题。ANSYS程序中的静力分析不仅可以进行线性分析,而且也可以进行非线性分析,如塑性、蠕变、膨胀、大变形、大应变及接触分析。结构非线性导致结构或部件的响应随外载荷不成比例变化。ANSYS程序可求解静态和瞬态非线性问题,包括材料非线性、几何非线性和单元非线性三种。
结构动力学分析用来求解随时间变化的载荷对结构或部件的影响。与静力分析不同,动力分析要考虑随时间变化的力载荷以及它对阻尼和惯性的影响。ANSYS可进行的结构动力学分析类型包括:瞬态动力学分析、模态分析、谐波响应分析及随机振动响应分析。在动力学分析中,ANSYS程序可以分析大型三维柔体运动;当运动的积累影响起主要作用时,可使用这些功能分析复杂结构在空间中的运动特性,并确定结构中由此产生的应力、应变和变形。
除以上功能之外,ANSYS具有非常强大的热分析、电磁场分析、流体动力学分析、声场分析、压电分析等分析功能。所有ANSYS的分析类型均以经典工程概念为基础,使用当前成熟的数值求解技术。ANSYS提供了两个直接求解器,五个迭代求解器和一个显示求解器,能顺利求解各种矩阵方程。
ANSYS软件的后处理模块可将计算结果以彩色等值线显示、梯度显示、矢量显示、粒子流迹显示、立体切片显示、透明及半透明显示(可看到结构内部)等图形方式显示出来,也可将计算结果以图表、曲线形式显示或输出。后处理过程包括两个部分:通用后处理模块POST1和时间历程后处理模块POST26。通过友好的用户界面,可方便获得求解过程的计算结果并对其进行显示。结果可能包括位移、温度、应力、应变、速度及热流等。通用后处理模块POST1对分析结果能以图形形式显示和输出,如在模型上的变化情况可用等值线图表示,不同的等值线颜色,代表了不同的值。彩色云图则用不同的颜色代表不同的数值区,清晰地反映了计算结果的区域分布情况。时间历程响应后处理模块POST26用于检查在一个时间段或子步历程中的结果,如节点位移、应力或支反力。这些结果能通过绘制曲线或列表进行查看,可绘制一个或多个变量随频率或其他量变化的曲线,以形象化地表示分析结果。另外,POST26还可以进行曲线的代数运算。
ANSYS软件是第一个通过ISO9001质量认证的大型分析设计类软件。该软件有多种不同版本,可以运行在从个人机到大型机的多种计算机设备上,如PC,SGI,HP,SUN,DEC,IBM,CRAY等。目前版本为ANSYS7.0版。
图7-3是运用ANSYS对某空气压缩机叶轮的受力进行模拟分析的结果。图示为内盘、叶片和外轮组成的整体叶轮的等效应力分布图,叶轮内盘与轴相连区域的应力值较高,最大值达151Mpa;外缘区域的应力相对较低。
第二节 金属塑性成形模拟
一、塑性有限元的基本概念
金属塑性变形过程非常复杂,是一种典型的非线性问题,不单包含材料非线性,也有几何非线性和接触非线性。因此,塑性有限元与线弹性有限元相比也就复杂得多,这主要体现为:
1) 由于塑性变形区中的应力与应变关系为非线性的,为了便于求解非线性问题,必须用适当的方法将问题进行线性化处理;一般采用增量法(或称逐步加载法),即将物体屈服后所需加的载荷分成若干步施加,在每个加载步的每个迭代计算步中,把问题看作是线性的。
2) 塑性问题的应力与应变关系不一定是一一对应的;塑性变形的大小,不仅取决于当时的应力状态,而且还决定于加载历史;而卸载与加载的路线不同,应变关系也不一样;因此,在每一加载步计算时,一般都应检查塑性区内各单元是处于加载状态,还是处于卸载状态。
3) 塑性变形中,金属与工模具的接触面不断变化;因此,必须考虑非线性接触与动态摩擦问题。
4) 塑性理论中关于塑性应力应变关系与硬化模型有多种理论,材料属性有的与时间无关,有的则是随时间变化的粘塑性问题;于是,采用不同的理论本构关系不同,所得到的有限元计算公式也不一样。
5) 对于一些大变形弹塑性问题,一般包含材料和几何两个方面的非线性,进行有限元计算时必须同时考虑单元的形状和位置的变化,即需采用有限变形理论。而对于一些弹性变形很小可以忽略的情况,则必须考虑塑性变形体积不变条件,采用刚塑性理论。
以下介绍弹塑性有限元和刚塑性有限元的一些基本理论。
1. 弹塑性有限元的基本原理
在塑性变形过程中,如果弹性变形不能忽略并对成形过程有较大的影响时,则为弹塑性变形问题,如典型的板料成形。在弹塑性变形中,变形体内质点的位移和转动较小,应变与位移基本成线性关系时,可认为是小变形弹塑性问题;而当质点的位移或转动较大,应变与位移为非线性关系时,则属于大变形弹塑性问题;相应地有小变形弹塑性有限元或大变形(有限变形)弹塑性有限元。由于在弹塑性变形中,应力应变关系为非线性的,变形体的最终形状变化通常不能如线弹性问题一样能够一次计算得到;因此,在有限元分析时,一般只能按增量理论进行求解,即将整个载荷分解成为若干增量步,逐渐施加在变形体上。
2. 刚(粘)塑性有限元的基本原理
在塑性加工的体积成形工艺中,变形体产生了较大的塑性变形,而弹性变形相对很小,可以忽略不计,此时可认为是刚塑性问题,如锻造、挤压等;相应地则可以用刚塑性有限元法分析。刚塑性有限元法是在马尔可夫(Markov)变分原理的基础上,引入体积不可压缩条件后建立的。
二、金属塑性成形有限元模拟软件简介
非线性有限元分析软件一般的都可应用于塑性成形过程的模拟。但由于塑性成形工艺的特殊性,一般非线性有限元软件在分析时,对一些边界条件、载荷和相关的工艺结构(如拉伸筋)等的处理非常困难,使用极为不便。因此,国内外都先后开发了用于塑性成形工艺分析的专用有限元软件,专用有限元软件根据相关工艺对分析过程进行了优化处理,让用户能更方便的运用,同时提供了适合于成形工艺的后置处理。金属塑性成形一般可分为体积成形和板料成形两大类。在板料成形模拟方面,国际上主要有美国的DYNAFORM、德国的AUTOFORM、法国的PAM系列软件;在体积成形方面,有美国的DEFORM、MSC.SUPERFORGE,法国的FORGE3等。国内在塑性成形模拟软件方面跟国际上相比还存在很大差距,但也相继开发一些软件,如板料成形方面有:吉林金网格模具工程公司的KMAS、北航的SHEETFORM、华中科技大学的VFORM等,体积成形方面有北京机电研究所的MAFAP等。以下对功能较强且较流行的DYNAFORM、DEFORM等软件作简要介绍。
1. 板料成形模拟软件DYNAFORM
DYNAFORM是由美国ETA公司和LSTC公司联合开发的用于板料成形模拟的专用软件包。DYNAFORM具有友好的用户界面、良好的操作性能,包括大量的智能化自动工具,可方便地求解各类板成形问题。DYNAFORM专门用于工艺及模具设计涉及的复杂板成形问题,如弯曲、拉深、成形等典型板料冲压工艺,液压成形、滚弯成形等特殊成形工艺;并可以预测成形过程中板料的裂纹、起皱、减薄、划痕、回弹,评估板料的成形性能,从而为板成形工艺及模具设计提供帮助。
DYNAFORM具有完备的前后处理功能,采用集成的操作环境,无须数据转换,实现无文本编辑,并提供了与CAD软件的接口、实用的几何模型建立功能。DYNAFORM的求解器采用业界著名、功能强大的动态非线性显式分析软件LS-DYNA;并采用工艺化的分析过程,包括影响冲压工艺的60余个因素,固化了丰富的实际工程经验,提供以DFE为代表的多种工艺分析模块。DYNAFORM可在PC、工作站、大型机等多种计算机上的Windows、Unix操作系统下使用,且具有较适用的二次开发功能。
其主要功能及技术特点有:
优化下料形状 —— 通过One-step求解器可以方便地根据凹模形状得出合理的落料尺寸;
Quick-setup功能 —— 利用该功能可以通过板料、凹模、压边圈及拉深筋的定义快速完成标准的拉深模拟;
模具自动网格划分 —— 为捕捉模具外形特征特殊设计的网格自动划分功能,可节省99%工具分网时间;
先进的板料网格生成器 —— 可以允许三角形、四边形网格混合划分,并可方便进行网格修剪;
工件定义及自动定位 —— 简捷方便的工件定义以及工件的自动定位功能;
模具动作预览 —— 在提交分析之前可以允许用户检查所定义的工具动作是否正确;
DFE模面设计模块 —— 利用该功能可以由产品几何外形通过工艺补充计算得到模具及压边圈尺寸;
拉延筋定义 —— 通过拾取凹模(或下压边圈)上的节点(线)生成拉延筋(多种截面),并可由DBFP子程序预报拉延筋力;
自动压边分析 —— 在模具几何模型基础上快速生成弧形压边进行板料的成形性预测;
网格自适应划分 —— 网格自适应划分功能可以由用户控制(重划分等级及间隔),能够提高求解的精度;而在回弹分析之前可以对网格进行粗化处理;
显、隐式无缝转换 —— 允许用户在求解不同的物理行为时在显、隐式求解器之间进行无缝转换,如在拉深过程中应用显式求解,在后续回弹分析当中则切换到隐式求解。
材料模型 —— 材料库具有标准的SAE材料库目录,包含140余种金属及非金属材料,如CRCQ,CRDQ,HRCQ,HRDQ,铝以及不锈钢等;
结果处理 —— 利用后处理器可以方便地进行三维动态等值线和云图显示应力应变、工件厚度变化、成形过程等;
成形极限图 —— 成形极限图中可以直观显示每个单元的成形状况。通过成形极限图中的颜色和位置按照应变程度来可以对每个单元进行静态显示或是动画演示;
图形输出 —— 利用后处理器可以生成MPEG、AVI、JPG等多种格式的图形文件,便于进行网络传输。
图7-4是运用DYNAFORM模拟一汽车零件冲压成形的结果。图7-4(a)是成形零件的厚度分布,右下角区域表示板料变薄较严重;图7-4(b)是成形极限图,右下角区域表示是可能产生破裂的危险区域。
2. 体积成形模拟软件DEFORM
DEFORM系列软件是基于工艺过程模拟的有限元系统(FEM),可用于分析各种塑性体积成形过程中的金属流动以及应变应力温度等物理场量的分布,提供材料流动、模具充填、成形载荷、模具应力、纤维流向、缺陷形成、韧性破裂和金属微结构等信息,并提供模具仿真及其他相关的工艺分析数据。
DEFORM源自塑性有限元程序ALPID(Analysis of Large Plastic Incremental Deformation)。在1980年代初期,美国Battelle研究室在美国空军基金的资助下开发了用于塑性加工过程模拟的有限元程序ALPID,后来开发人员对程序进行了逐渐完善,并采用Motif界面设计工具,并将程序发展成为了商品化的软件DEFORM(Design Environment for FORMing),由美国SFTC(Scientific Forming Technologies Corporation)公司推广应用。
DEFORM是一个模块化、集成化的有限元模拟系统,它包括前处理器,后处理器、有限元模拟器和用户处理器四个功能模块。其系统结构如图7-5所示
DEFORM有一个较完整的CAE集成环境,具有强大而灵活的图形界面,使用户能有效地进行前后处理。在前处理中,模具与坯料几何信息可由其他CAD软件生成的STL或SLA格式的文件输入,并提供了3D 几何操纵修正工具,方便几何模型的建立;网格生成器可自动对成形工件进行有限元网格的划分和变形过程中的重新划分,并自动生成边界条件,确保数据准备快速可靠;DEFORM的材料数据库提供了146 种材料的宝贵数据,材料模型有弹性、刚塑性、热弹塑性、热刚粘塑性、粉末材料、刚性材料及自定义类型,为不同材料的成形仿真提供有力的保障;DEFORM集成典型的成形设备模型,包括液压压力机、锤锻机、螺旋压力机、机械压力机、轧机、摆辗机和用户自定义类型(如表面压力边界条件处理功能解决胀压成形工艺模拟)等,帮助用户处理各种不同的工艺条件。
DEFORM的求解器是集成弹性、弹塑性、刚(粘)塑性和热传导等于一体的有限元求解器。可进行冷、温、热锻的成形和热传导耦合分析;其典型应用包括锻造、挤压、镦头、轧制、自由锻、弯曲和其他成形工艺的模拟;而运用不同的材料模型可分析残余应力、回弹问题以及粉末冶金成形等;基于损伤因子的裂纹萌生及扩展模型可以分析剪切、冲裁和机加工过程;其单步模具应力分析方便快捷,可实现多个变形体、组合模具、带有预应力环时的成形过程分析。
DEFORM提供了有效的后处理工具,让用户能对有限元计算结果进行详细分析。在后处理中,具有网格变形跟踪和点迹示踪、等值线图、云图、矢量图、力-行程曲线等多种功能;且具有2D切片功能,可以显示工件或模具剖面结果;后处理中的镜面反射功能,为用户提供了高效处理具有对称面或周期对称面的手段,并且可以在后处理中显示整个模型;自定义过程则可用于计算流动应力、冲压系统响应、断裂判据和一些特别的处理要求,如金属微结构、冷却速率、机械性能等;后处理还能以包括图形、原始数据、硬拷贝和动画等多种方式输出结果。
目前,DEFORM软件根据功能和要求的不同分为DEFORM_2D、DEFORM_3D、DEFORM-Pro、DEFORM-PC、DEFORM-HT等一系列产品,供2D成形、复杂的3D成形、热处理等仿真分析使用,并可在工作站和PC机上的不同操作系统下运行。
图7-6是运用DEFORM模拟拨叉零件挤压成形过程的某时刻零件内部的等效应变分布图。图中小端与大端交接的角部是变形较大的区域。
第三节 塑料成型模拟
塑料成型是制造业中的一个主要组成部分,而流动模拟对塑料成型具有重要意义;运用塑料流动模拟能帮助设计人员优化成型工艺与模具结构,指导设计人员从成型工艺的角度改进产品形状结构、选择适合的塑料材料和成型设备,评判不同材料采用同一工艺与模具成型的可行性,分析可能出现的问题;达到降低生产成本、缩短模具开发周期的目的。对于一般简单的塑料制品的成型,只进行流动模拟分析即可;但对于复杂精密塑件的成型,不仅要对流动过程进行模拟分析,还需要对充模、保压过程中塑件与模具的冷却进行分析;甚至需要分析开模后塑件的残余变形与应力等。在本章节中,仅对塑料成型流动模拟的基本原理和注射过程模拟软件作简要介绍。
一、塑料流动过程模拟的基本原理
塑料成型过程中,由于塑料熔体的粘度高、雷诺数低,故熔体流动可简化为不可压缩的层流,符合牛顿流动定律。
熔体在型腔内流动的数值模拟分析分为一维、二维和三维分析。一维分析是二维分析的基础;二维分析是将任意形状的三维塑件模型展平成二维模型后,并分解成许多一维流动的基本单元进行一维分析;三维分析是在三维模型及其有限元网格的基础上进行的。二维分析主要用于确定塑料熔体和成型工艺参数的可行范围等以及成型过程技术上的可行性;三维分析则用于完整的成型过程数值模拟与仿真分析。
1. 一维与二维流动分析
所谓一维流动,是指塑料熔体在流动过程中任意质点的运动可用单方向的流速来表征。一维流动有三种基本形式,分别为圆管流动、矩形板流动和径向流动,如图7-8所示。
圆管流动主要用于模拟熔体在流道内的流动,而矩形板流动和径向流动则可用来模拟熔体在模具型腔内的流动。由于一维流动中模具型腔仅限于园盘类和矩形板类形状,故在对式(7-36)-(7-40)做进一步简化后,能方便地采用有限差分方法进行数值计算。
当圆盘形单元和矩形板单元的一维流动数学模型和数值计算方法确立后,即可根据熔体在型腔内的流动路径,将一维流动单元进行组合,用来分析在任意形状的二维型腔内的熔体的填充流动过程。分析时,必须首先根据经验划分出熔体在型腔内的流动路径;然后在根据所划分的流动路径,将型腔分解成若干串联的一维流动基本单元。常用的一维流动基本单元有四种,如图7-9所示。
由于二维流动单元是由一维单元串联组合而成,故二维分析在实质上与一维分析相同,只是需要处理不同流动路径的熔体流量和填充时间,而且还需要一定的经验。但当确定好流动路径和流动单元后,通过分析即可获得任一时刻熔体流动前沿位置及其温度、速度、压力的分布以及熔接缝位置等。
2. 三维流动分析
三维流动分析是对熔体在三维结构上的流动进行模拟分析,一般可以在二维流动分析的基础上进行。分析时必须首先将塑件的三维结构展平,并划分流动路径和单元;这在实际分析中造成诸多的不便,且需要设计人员的经验。而采用有限元法分析熔体在型腔内的流动过程,则不必预先确定流动路径与单元,且甚少依赖设计人员的经验;因此,随着有限元法的发展,有限元模拟已成为分析熔体流动过程有效手段。目前,实际模拟分析中将三维流动问题分解为平面流动的二维问题和壁厚方向的一维问题,采用有限元和有限差分耦合的求解方法,压力场等二维问题采用有限元法求解,而通过对时间和厚度方向差分求解温度场;在求解过程中,有限元法与有限差分法交替进行。
二、塑料成型模拟软件简介
由于塑料成型数值模拟越来越重要的作用,以及实际的需要;国内外相继开发了相应的商品化软件,主要有:澳大利亚MOLDFLOW公司的MOLDFLOW系列软件;美国AC-Tech公司的C-MOLD系列软件(已被MOLDFLOW公司并购);美国SDRC公司的Polyfill和Polycool-II,德国IKV研究所的CADMOULD系列;法国CISIGRAPH的STRIM 100;我国华中科技大学的华塑CAE 3DRF 5.0等。这些软件功能不一,有的与塑料模具CAD/CAM集成,有的分析功能十分强大,包括从流动分析、冷却保压分析到工艺参数优化和一些特种注射成型(如气体辅助注射)的分析等多种功能。以下主要介绍华塑CAE 3DRF 5.0和MOLDFLOW系列软件
1. 华塑CAE 3DRF 5.0软件
华塑CAE 3DRF 5.0软件是由华中科技大学塑性成型模拟及模具技术国家重点实验室李德群教授主持开发。该软件系统,无论在数学模型、算法、数据结构还是商品化程度和主要功能上均可与国际同类软件相媲美;但具有非常高的性价比,价格比国外同类软件低很多。该系统是HSCAE软件的最新版本,采用了新的三维图形核心和分析数据模拟显示技术,应用了先进的三维真实感流动分析技术;同时,该CAE软件与华塑CAD模具结构设计与计算校核软件进行集成,实现了塑料成型工艺与模具的CAD/CAE/CAM一体化。目前,该软件已有流动分析和冷却分析两大模块。该系统硬件环境要求较低,并支持Windows98/NT中文简、繁体和英文操作系统。
该软件系统的主要技术特点和功能有:
几何模型的输入 ——自带几何造型系统,并支持通用三维CAD系统的STL文件输入;
先进的图形和结果显示功能 —— 实现模型及分析结果三维显示,快速旋转、平移、缩放;流动分析结果可随意按时间步显示和回溯;
操作方便 —— 系统具有良好的中文界面,支持相关的中国国标,优良的设计操作性能,采用可折叠的目录树管理操作进程和分析数据,让用户能有效的控制整个分析过程的实现;
先进的流动分析技术 —— 采用三维真实感注射成型流动分析;
强大的分析功能 —— 准确地分析流动前沿、温度场、压力场、剪切力与剪切速率场;自动预测熔接缝和气穴的位置等;
开放的数据库 —— 支持国内外塑料数据库,并可以测试并添加新获得的塑料流变数据。
图7-11是运用华塑CAE 3DRF 5.0软件对几个典型的塑料零件进行流动模拟后得到的流动前沿分布。
2. MOLDFLOW系列软件
MOLDFLOW系列软件是由专门从事注射成型CAE软件开发和市场经营的跨国公司MOLDFLOW公司开发的。该系列软件根据功能差别分为MPA(Moldflow Plastics Advisers)和MPI(Moldflow Plastics Insight),其中MPI功能非常强大,包括流动分析、冷却分析、翘曲分析、收缩分析、结构应力分析、气体辅助注射成型分析、注射工艺参数优化等。以下是MPI的主要技术特性和功能。
MPI/FLOW Base Modules——基本模块
模型及几何建模 —— 能够对各种复杂的产品曲面进行造型,并能对模具冷流道、热流道及冷却管道方便的进行造型,并能自动进行有限单元网格划分;
结果显示 —— 能够对计算机计算结果按等值线、光照或按照有限单元、单元节点等多种方式显示,并能方便的放大、缩小、旋转、平移显示结果;
标准图形接口 —— 能够将CAD/CAM/CAE软件的IGES格式造型文件方便地输入到Moldflow造型模块,节省造型时间,方便产品分析;
有限单元文件接口 —— 能够将ANSYS、Patran、I-DEAS、C-MOLD软件产生的产品造型网格文件通过此接口直接传入到Moldflow软件中,方便的用于分析,无须再对产品进行造型;
材料、工艺参数数据库 —— Moldflow材料、工艺参数数据库中包括近5000种树脂材料和各种常用的模具材料、冷却液、注塑机,方便的为您在模拟分析时提供选择;另外,此模块还可根据产品尺寸和所选材料为您提供初步的工艺参数,包括熔料温度、填充时间、锁模力、注塑压力等;
实体模型网格自动生成 —— 此模块可以将CAD软件(如:UG、Pro/E、SolidWorks)中的三维几何产品造型通过STL格式直接划分成Moldflow网格文件,进行Moldflow分析;该模块使用户能更好的将已有的CAD软件与Moldflow软件配合使用,减少产品重复造型,方便快捷,是横跨其他CAD软件和Moldflow软件之间的一座天桥;
流动分析 —— 在产品造型、材料、工艺确定后,通过Moldflow流动分析模块的模拟,您可以得到在注塑过程中,熔融树脂填充模具型腔时的各种结果及参数,如:型腔温度、压力、熔料推进过程、锁模力大小、熔接痕出现位置、气穴出现位置等;并能根据产品的几何形状优化注塑时注塑机的螺杆曲线。
其他模块
MPI/FUSION双层面网格前处理器 —— 将IGES面模型、STL格式文件、STEP格式文件、Parasolid格式文件等直接划分有限元网格,即通过此模块可以直接将CAD模型转为Moldflow分析模型,无须再建模;
MPI/COOL 冷却分析 —— 通过Moldflow冷却分析模块,可以优化模具设计方案的冷却系统,包括:冷却管道的数目、位置、尺寸,冷却过程中的各项工艺参数等;优化后的方案可以减少动、定模温差,缩短生产周期,提高生产效率;
MPI/ SHRINK 收缩分析 —— 了解制品各个部分及各个方向的收缩情况及其原因,并可预测缩痕、收缩翘曲情况等;
MPI/ WARP 翘曲变形分析 —— 能够精确的计算因冷却及收缩不均匀而产生的产品收缩和变形,并分析其原因;帮助模具设计师收放模具型腔尺寸,优化设计模具结构使得制出的产品收缩变形减少,保证装配尺寸;
MPI/FIBER 纤维取向分析 —— 纤维取向分析模块可以对添加了纤维材料的塑料填充全过程进行模拟,确定纤维在制品中的取向,保证制品性能。
MPI/STRESS 残余应力分析 —— 能够计算模具型腔在填充、保压、冷却等各个时期内,由于因冷却不均匀、收缩不均匀、模壁摩擦等原因引起的产品各部分出现内因力;通过此模块的优化,可以保证制出的产品有较好的机械性能、强度、韧性;
MPI/OPTIM 优化设计专家 —— 能优化流道尺寸、浇口位置,使型腔填充均匀,避免由填充不均匀所导致的残余应力、翘曲变形;提供优化的填充、保压阶段的螺杆行程—速度曲线及其他工艺参数,确保熔料在型腔中均匀前进。使用者无需丰富的经验,也可设计出合理的浇注系统,设定合理的工艺条件;
MPI/GAS 气体辅助成型分析 ——气体辅助成型分析模块可以对采用气体辅助成型的工艺进行塑料流动,气体穿透情况分析,并提供相应的注塑工艺及气体穿透参数,如注射时间、开始充气时间、保压时间、气体保压压力曲线、螺杆变速曲线等等;
MPI/TSETS 热固性塑料成型分析 —— 模拟热固性塑料在型腔中从物料熔融塑化到反应成型固化的过程,并预测树脂填充型腔时的各种参数,如:型腔温度、压力、熔料推进过程、锁模力大小、熔接痕出现位置、气穴出现位置等;
MPI/FLOW3D真三维流动分析 —— 该模块是建立在四面体立体网格上的真三维流动、保压分析。主要用于厚壁制品的分析,预测成型过程中的各种参数,包括熔料推进过程、温度、压力、剪切应力等,通过以上结果可以分析制品成型后可能产生的缺陷,包括熔接痕、气穴、缩痕等。
图7-12是运用MOLDFLOW软件模拟电脑主机面板塑件注射过程的充填时间分布图。
第八章 模具CAD/CAM领域的新技术
随着科学技术的发展、经济的日益全球化及生活水平的提高,人们对产品的要求越来越高,产品的生命周期也越来越短,全球制造业都共同面临着市场全球化、产品多样化和制造国际化的挑战,快速响应能力逐渐成为竞争的焦点。为了能在激烈的市场竞争中立稳脚跟谋求发展,企业必须以最新的产品、最短的开发时间、最优的质量、最低的成本、最佳的服务、最好的环保效果和最快的市场响应速度来赢得市场和用户,一方面制造业要加快技术创新的步伐,缩短产品开发周期,另一方面制造业要寻求可持续发展战略。因此,市场响应能力成为企业竞争的主要标志,缩短产品开发周期和提高产品创新是企业赢得竞争的首要因素。为实现这一目标,制造业必须改变传统观念,在研究和应用先进技术方面下功夫,不断对各单项技术进行集成融合,并与现代信息技术、现代管理技术相结合,从而推动先进制造技术的发展。20世纪80年代开始,人们从各种不同角度提出了许多不同的先进制造技术新模式、新哲理、新技术、新概念、新思想、新方法,如柔性制造系统FMS(Flexible Manufacturing System)、计算机集成制造系统CIMS(Computer Integrated Manufacturing System)、并行工程CE(Concurrent Engineering)等;由于网络技术的快速发展,80年代末90年代初又提出了敏捷制造AM(Agile Manufacturing)、精良生产LP(Lean Production)、分布式制造DM(Distributed Manufacturing)、虚拟制造VM(Virtual Manufacturing)等新技术。这些新技术的使用,对提高制造业企业的竞争力起到了巨大的作用。本章将对高速加工技术、逆向工程技术、快速成形技术和虚拟制造技术进行简单的介绍。
第一节 高速加工技术
目前切削加工仍是当今主要的机械加工方法,在机械制造业中有着重要的地位,但如何提高其效率、精度、质量成为传统机械加工面临的问题。20世纪90年代,以高切削速度、高进给速度和高加工精度为主要特征的高速加工(High Speed Machining,HSM)已经成为现代数控加工技术的重要发展方向之一,也是目前制造业一项快速发展的高新技术。
一、 高速加工概述
高速加工概念起源于德国切削物理学家卡尔•萨洛蒙(Carl Salomon)著名的切削实验及其物理延伸,1929年他进行了高速加工模拟实验,1931年发表了高速加工理论,提出了高速加工假设。他认为一定的工作材料对应有一个临界切削速度,其切削温度最高;在常规切削范围内切削温度随着切削速度的增大而升高,当切削速度达到临界切削速度后,切削速度再增大,切削温度反而下降,如图8-1所示,人们将该曲线称为萨洛蒙曲线。这个理论给人们一个非常重要的启示:加工时如果能超过图中所示的B区,而在高速区进行切削,则有可能用现有的刀具进行高速加工,从而大大地减少加工时间,成倍地提高机床的生产率。这一理论的发现为人们提供了一种在低温低能耗条件下实现高效率切削金属的方法。
二、 高速加工的定义
从高速加工技术诞生至今,人们很难为高速加工做一个明确的界定,因为高速加工并不能简单地用切削速度这一参数来定义,在不同的技术发展时期、对不同的切削条件、用不同的切削刀具、加工不同的工件材料,其合理的切削速度是不一样的。
从切削机理角度看,高速加工时,切削温度应随切削速度的增大而降低;从切削技术角度看,高速加工是以高切削速度、高进给速度和高加工精度为主要特征的加工技术,它所采用的切削参数要比传统工艺所采用的切削参数高几倍甚至几十倍。因此,目前通常把切削速度比常规切削速度高5~10倍以上的切削称为高速加工,但对于不同的材料、不同的切削方式,其高速加工的切削速度并不相同,见表8-1和表8-2。
表8-1 不同材料高速加工的切削速度
表8-2 不同切削方式高速加工的切削速度
早期高速加工主要用于航空航天工业铝合金零件的加工,从20世纪80年代开始,由于高速加工机床功能部件(如高速主轴、进给系统)技术取得了一定的进展及对刀具技术的深入研究,高速加工也开始应用于一般金属零件的加工。进入90年代后,由于高速加工机床许多关键部件研究取得突破,机床性能有了很大的提高,同时设备价格开始下降,高速加工技术受到了许多制造企业的关注。
对于当今广泛使用的数控机床、加工中心等投资费用较高的加工装备,只有大幅度降低切削工时才能进一步提高其生产效率,而大幅度降低工时,只有通过提高切削速度和进给速度的方式才能实现,所以发展高速加工技术具有十分重要的意义。
1. 高速加工中心的类型
高速加工机床有高速加工中心、高速车床、高速钻床、高速铣床、高速磨床等,其中高速加工中心最为典型。按高速机床必须具备高主轴转速和高进给速度与加速度的技术特征,通常将高速加工中心分为两类:
1) 以高转速为主要特征的高速加工中心,即HSM(High Speed Machining)型,这类机床一般只具有高转速而没有高进给速度。
2) 以高移动速度为主要特征的高速加工中心, 即HVM(High Velocity Machining)型,这类机床不仅具有高主轴转速,且具有高进给速度。
2. 高速加工的特点
加工效率高 由于切削速度高,进给速度一般也提高5~10倍,这样,单位时间材料切除率可提高3~6倍,因此加工效率大大提高。如高速铣削加工,当切削深度和每齿进给量保持不变时,进给速度可比常规铣削提高5~10倍,材料切除率可提高3~5倍。
切削力小 传统的切削加工采用“重切削”方式,而高速加工采用“轻切削”方式,即传统的切削加工方式一般采用大切削深度、低进给速度进行加工,要求机床主轴在低转速时能提供较高的扭矩,其结果是一方面切削力大,另一方面机床和工件都承受较大的力;而高速加工则采用小切削深度、高主轴转速和高进给速度进行加工,由于切削速度高,切屑流出的速度快,减少了切屑与刀具前面的摩擦,从而使切削力大大降低。
热变形小 高速加工过程中,由于极高的进给速度,95%的切削热被切屑带走,工件基本保持冷态,这样零件不会由于温升而导致变形。
加工精度高 高速加工机床激振频率很高,已远远超出“机床-刀具-工件”工艺系统的固有频率范围,这使得零件几乎处于“无振动”状态加工;同时在高速加工速度下,积屑瘤、表面残余应力和加工硬化均受到抑制,减小表面硬化层深度及表面层微观组织的热损伤,因此用高速加工的表面几乎可与磨削相比。
简化工艺流程 由于高速铣削的表面质量可达磨削加工的效果,因此有些场合高速加工可作为零件的精加工工序,从而简化了工艺流程,缩短了零件加工时间。
综上所述,高速加工是以高切削速度、高进给速度和高加工精度为主要特征的加工技术,高速加工可以缩短加工时间,提高生产效率和机床利用率;工件热变形小,加工精度高,表面质量好;适合加工薄壁、刚性较差、容易产生热变形的零件,加工工艺范围广,因此,在实际应用中,高速加工具有较好的技术经济性。
三、 高速加工的关键技术
高速加工技术的开发与研究,主要集中在刀具技术、机床技术、CAM软件等几个方面。
1. 刀具技术
高速加工刀具必须与工件材料的化学亲和力小,具有优良的机械性能、化学稳定性和热稳定性,良好的抗冲击和热疲劳特性。高速加工通常采用具有良好热稳定性的硬质合金涂层刀具、立方氮化硼(CBN)、陶瓷刀具和聚晶金刚石刀具。硬质合金涂层刀具由于刀具基体具有较高的韧性和抗弯强度,涂层材料高温耐磨性好,因此适用于高进给速度和高切削速度的场合;陶瓷刀具与金属的化学亲和力小,高温硬度优于硬质合金,所以它适用于切削速度和进给速度更高的场合;立方氮化硼刀具具有高硬度、良好的耐磨性和高温化学稳定性,适合于加工淬火钢、冷硬铸铁、镍基合金等材料;聚晶金刚石刀具的磨擦系数低、耐磨性极强,导热性好,特别适合于加工难加工材料和粘结性强的有色金属。
刀具夹紧技术是快速安全生产的重要保障。由于传统的长锥刀柄不适合用于高速加工,所以在高速加工中,采用刀柄锥部和端面同时与主轴内锥孔和端面接触的双定位刀柄,如德国的HSK空心刀柄。这种刀柄不需要拉钉,主轴锁紧装置充分考虑离心力的影响,夹持力一般随主轴转速的提高而自动增大。
2. 机床技术
性能良好的数控机床是实现高速加工的关键因素。从原理上说,高速加工机床与普通数控机床并没有本质区别。但高速机床为了适应高速加工时主轴转速高、进给速度快、机床运动部件加速度高等要求,在主轴单元、进给系统、CNC系统和机械系统等方面比普通数控机床具有更高的要求。
(1) 高速主轴 高速主轴是高速加工机床的核心部件。当主轴转速不断提高时,传统的齿轮—皮带变速主传动系统由于本身的振动、噪声等原因已不能适应高速加工的要求,随着电气传动技术的迅速发展和在高速加工机床中的应用,高速加工机床的主传动结构已发生了很大的变化:由内装式电动机直接驱动代替皮带齿轮传动,从而将设备振动、噪声和主轴传动系统的转动惯量降低到最小,提高了主轴系统的刚度和固有频率,也将机床主传动链的长度缩短为零,实现了机床的“零传动”。我们通常将这种机床主轴与主轴电动机结合在一起、实现变频电动机与机床主轴一体化的传动结构形式称为电主轴。在电主轴结构中,机床主轴箱为电动机的定子,主轴为电动机的转子。电主轴采用电子传感器来控制温度,自带水冷或油冷循环系统,使主轴在高速旋转时保持恒温;同时使用油雾润滑、混合陶瓷轴承等新技术,使主轴免维护、寿命长、转速高。如瑞士米克朗公司生产的电主轴采用了矢量式闭环控制、动平衡较好的电主轴结构、油雾润滑的混合陶瓷轴承、可以随室温调整的温度控制系统等先进技术,确保主轴在全部工作时间内保持恒温;瑞士IBAG公司生产的主轴单元,最高转速可达12000~80000r/min;德国KAPP公司采用磁悬浮轴承生产的电主轴,其最高转速为60000r/min;美国Precise公司研制的SC40/120主轴,最高转速已达120000r/min。
电主轴使用的轴承可分为接触式轴承和非接触式轴承,接触式轴承主要有滚动轴承,非接触式轴承主要有磁悬浮轴承和流体静压轴承。滚动轴承具有结构简单、刚度高、高速性能好等优点,因此在电主轴中应用较多,但应注意轴承预加载荷的自动补偿和润滑问题;磁悬浮轴承的工作原理是:电主轴依靠多副在圆周上互为180º的电磁铁产生径向方向相反的吸力或斥力而处于悬浮状态,使轴颈与轴承始终不直接接触,因此没有磨损,也不需要润滑,由于其轴线位置可通过反馈控制系统自动调节,所以回转精度极高,转速可达45000r/min,一般用于回转频率和功率较高的场合,但价格也比较高;流体静压轴承采用流体动力和流体静力相结合的方法,使主轴在流体薄膜支撑下旋转,因为轴承与主轴未直接接触,因此具有阻尼特性好、寿命长、磨损小、旋转精度高等优点,但结构较复杂,主轴工作时,带动流体搅动使流体温度升高、消耗功率大,目前应用较少。
(2) 进给系统 传统的“伺服电动机+滚珠丝杠副”的进给系统已不能满足高速加工机床高速度和高加速度的要求,目前高速加工机床广泛使用直线电动机进给驱动系统。世界上第一家开发出直线电动机驱动系统的是德国Ex-cell-O公司,该公司于1993年在汉诺威国际机床博览会上展出了应用直线电动机驱动的高速加工中心;随后,美国Ingersoll公司在HVM-800型高速加工中心上也应用了直线电动机驱动系统。直线电动机按励磁方式可分为感应式直线电动机和永磁式直线电动机,Ex-cell-O公司应用的是前者,而Ingersoll公司应用的则是后者。
直线电动机进给系统是由一系列安装于机床底座的磁铁(定子)和环绕在滑架上叠钢片铁芯线圈(动子)组成,利用动子脉冲电流产生的磁场和定子永磁场相互作用而产生电磁推力,带动负载动作。高速直线电动机无旋转运动,不受离心力作用,容易实现高速直线运动;同时,由于高速直线电动机克服了滚珠丝杠副反向间隙、惯性和刚度不足的缺点,实现了无接触的直接驱动,因此具有速度和加速度高、定位精度高、行程不受限制、响应速度快等优点。但由于直线电动机进给系统不能充分解决推力和重载荷问题,因此目前仍有一些高速加工机床采用传统的滚珠丝杠副传动系统。
(3) 高速CNC系统 高速加工与传统数控加工虽然没有本质的区别,但由于高速切削机床的主轴转速和进给速度的大幅度提高,因此要求CNC系统运算速度快,数据处理能力强,控制精度和响应速度高;进给伺服机构能实现从低速到高速很宽范围内的任意调节,并能克服进给伺服速度高则系统跟随误差大的矛盾,这需要CNC系统具有很短的伺服周期和很高的分辨率,同时具备待加工轨迹监控和曲线插补功能。伺服周期短是指CNC系统对工作台实际位置进行一次反馈并发出一次进给指令所使用的时间更短;高分辨率是指CNC系统具有更快的程序数据处理能力,以保证在高速切削时,特别是4~5轴坐标联动加工复杂曲面轮廓时仍具有良好的数据处理能力。为此,许多高速加工机床的CNC控制系统采用多个32位甚至64位CPU,主频可达100~200MHz,有的甚至高达500MHz,并带有数据库,兼有CAM功能,具有MAP3.0通讯功能;采用C语言编程,具有工具监控功能;同时配置功能强大的后置处理软件(如几何补偿软件),具有加速预插补、前馈控制、精确矢量补偿和最佳拐角减速度控制等功能。
3. CAM软件
高速加工必须具有全程自动防过切和刀具干涉检查能力,待加工轨迹监控、速度预控制、多轴变换与坐标变换实现刀具补偿、误差补偿等功能。现在高速加工计算机数控一般采用NURBS样条插补,这样可以克服直线插补时控制精度和速度的不足,提高进给速度和切削效率,而且提高复杂轮廓表面的加工精度和人员设备的安全性。实践证明,在同样精度的情况下,一条样条曲线程序段能代替5~10条直线程序段。目前大多数CAM软件并没有考虑高速加工问题。
除了上述三种技术之外,零件毛坯制造技术、生产工艺数据库、测量技术、自动生产线技术等对高速加工能否发挥其应有作用也有着重要的影响,如图8-2所示。
四、 高速加工技术的应用
1. 汽车行业
在大批量生产的汽车行业,面临产品快速的更新换代而形成的多品种生产,柔性生产线代替了组合机床生产线,高速加工中心则将柔性生产线的效率提高到组合机床生产线水平。
2. 模具行业
高速加工在模具行业的应用主要是电极的加工和淬硬材料的直接加工。
应用高速加工技术加工电极对电火花加工效率的提高作用非常明显。用高速加工技术加工复杂形状的电极,从而减少了电极的数量和电火花加工的次数;同时,高速加工也提高了电极的表面质量和精度,大大减少了电极和模具后续处理的工作量。
模具加工一般使用数控铣床(加工中心)完成,由于普通铣削加工很难达到模具表面质量的要求,因此通常由钳工进行手工抛光。同时,模具一般使用高硬度、耐磨性好的合金材料制成,这给模具加工带来困难;由于这些材料用普通机械加工较难完成,因此广泛采用电火花成形加工方法,这也是影响模具加工效率的主要原因。应用高速加工技术可直接加工淬硬材料,特别是硬度在HRC46~60范围内的材料,高速加工能部分取代电火花加工,这样省去了电极的制造,降低了生产成本,节约了加工时间,缩短了生产周期。
3. 航空航天行业
航空航天业是高速加工的主要应用行业。对大型铸锻件、铆接件、组合件需求减少的同时,现代飞机大量采用材料为轧制厚铝板直接整体加工成形的构件,有的整体构件材料去除率高达98%,成品壁厚只有1mm,用传统的数控加工方法很难完成这样薄板零件的加工。
第二节 逆向工程技术
按照传统的产品开发流程,在产品开发过程中,一般从市场调研开始,在了解了市场需求后,抽象出产品的功能描述及产品规格,然后进行概念设计、总体设计、详细的零部件设计、制定工艺流程、设计工装夹具、完成加工、检验、装配及性能测试,最终完成产品的开发过程。这种开发模式的前提是产品开发人员已完成产品的图样设计或建立CAD模型,我们把这种从“设计思路→产品”的产品设计过程称为正向工程或顺向工程(Forward Engineering)。
然而,当我们掌握的产品初始信息并不是图样或CAD模型,而是各种形式的物理模型或实物样件;或当我们期望对已有产品进行分析、改进,以期得到优化时,我们必须寻求某种方法将这些实物(样件)转化为CAD模型,使之能应用CAD/CAM/PDM/RP/RT等先进技术完成有关任务。这种产品开发方式与正向工程正好相反,它的设计流程是从实物到设计,我们将这种由“产品→设计思路”的产品开发过程称为逆向工程或反求工程RE(Reverse Engineering)。
一、 逆向工程概述
逆向工程是20世纪80年代后期出现的先进制造领域中的新技术,尤其在近几年得到了快速发展。它是消化、吸收和提高先进技术的一系列分析方法和应用技术的组合,是一门跨学科、跨专业的综合性工程。它以先进产品(设备)为研究对象,应用现代设计理论方法,分析并掌握其关键技术,进而开发出同类的先进产品。传统的复制方法是用立体雕刻机或靠模铣床制作出1:1等比例的模具,再进行批量生产,这种模拟式的复制方式无法建立零件的CAD模型和图样文件,也无法对零件模型做任何修改,因此已渐渐被新型的数字化逆向工程技术所取代。
逆向工程技术最早应用于汽车飞机等行业,这些行业产品的表面绝大多数是自由曲面,很难用精确的数学模型来描述。进行新产品开发时,首先按一定比例制作产品的实物模型,并对实物模型进行测量、分析、评估、修改,直至满足要求,然后建立产品的CAD模型,最终完成新产品的开发。由于条件的限制,早期对实物模型的测量大都采用手工测量方法,这种测量方法存在效率低、精度差、对操作人员要求高等缺点。从20世纪60年代开始,随着计算机技术、CAD/CAM技术及高精度坐标测量机的发展,产品数据的采集逐渐转移到坐标测量机上完成。坐标测量机进行产品数据的采集大大提高了测量的精度和效率,也促进了逆向工程技术的使用和推广。
狭义的逆向工程以实物模型为设计制造的出发点,根据所测的数据构造CAD模型,继而进行分析制造,这又称为实物逆向。广义的逆向工程不仅包括实物逆向,还包括影像逆向、软件逆向、工艺逆向等,如在城市规划中就经常会用到影像逆向。但需指出的是,任何产品的问世,不仅包含了对原有知识、技术的继承,也有对原有知识、技术的发展,因此,逆向工程并不仅仅是对原产品的简单复制,更包含了对原产品的再设计和提高。
1. 逆向工程的定义
到目前为止,逆向工程还没有一个统一的定义,但对逆向工程有两种较具代表性的观点:
观点一:逆向工程是指根据现有的模型或参考零件,用测量设备获取零件表面上各点的三维坐标值,再应用测量数据建立产品的CAD模型,完成产品的概念设计。
观点二:逆向工程是指首先对模型或参考零件进行数字化,然后利用CAD系统得到产品的CAD模型,结合快速成形技术制作样件或根据CAD模型进行模具的设计与制造,应用CAM软件生成数控加工程序并传送到CNC加工机床完成模具加工,如图8-3所示。
对于上述两种不同的观点,目前人们更认可第一种观点,因此本节也仅介绍第一种观点的内容。
2. 逆向工程的类型
在CAD/CAM中作为产品信息的来源主要有四种:设计思维、二维工程图、实物和产品电子信息。根据逆向工程中所使用的研究对象的不同,逆向工程分为影像逆向、软件逆向和实物逆向。就实物逆向而言,又包括形状(几何)逆向、功能逆向、材料逆向、工艺逆向等。本节将介绍面向产品模型的实物逆向和面向二维图片的影像逆向。
二、 逆向技术的应用
世界各国在科技和经济发展过程中,应用逆向工程技术消化吸收先进技术经验,从而发展本国的科技和经济,据统计,各国70%以上的技术源于国外,逆向工程作为掌握技术的一种手段,可使产品研制周期缩短40%以上,极大地提高了生产率,增强了经济竞争力。因此研究逆向工程技术,对我国国民经济的发展和科学技术水平的提高,具有重大的意义。
逆向工程的应用领域大致可分为以下几种情况:
1)在没有设计图样、设计图样不完整或没有CAD模型的情况下,在对零件原型进行测量的基础上形成零件的设计图样或CAD模型,这样可以使产品设计充分利用CAD技术的优势,并适应智能化、集成化产品设计制造过程中的信息交换。
2)某些难以直接用计算机进行三维几何设计的物体(如复杂的艺术造型、人体、动植物外形),目前常用黏土、木材或泡沫塑料进行初始外形设计,再通过逆向工程将实物模型转化为三维CAD模型。
3)由于工艺、美观、使用效果等方面的原因,人们经常需要对已有的产品进行局部修改。在原始设计没有三维CAD模型的情况下,应用逆向工程技术建立CAD模型,再对CAD模型进行修改,这将大大缩短产品改型周期,提高生产效率。目前,我国在设计制造方面与发达国家还有一定的差距,利用逆向工程技术可以充分吸收国外先进的设计制造成果,使我国的产品设计立于更高的起点,同时加速某些产品的国产化速度,在这方面逆向工程技术均起到不可替代的作用。
4)某些大型设备(如航空发动机、汽轮机组),常会因为某一零部件的损坏而无法使用。通过逆向工程手段,可以快速生产出这些零部件的替代件,从而提高设备的利用率,延长设备的使用寿命。
5)借助于层析X射线摄影法(CT技术),逆向工程不仅可以产生物体的外部形态,而且可以快速发现、度量和定位物体的内部缺陷,这种方法已成为工业产品无损探伤的重要手段。
6)当设计需通过实验测试才能定型的产品时,如在航天航空领域,许多零件具有复杂的自由曲面外型,为了使产品满足空气动力学的要求,常采用逆向工程的方法,首先在初始设计模型的基础上经过各种性能测试(如风洞实验等)建立符合要求的产品模型,最终为零件建立模型和设计模具提供实验依据;
7)在产品外形复杂且特别注重美学设计效果的领域(如汽车外型),广泛采用真实比例的木制或泥塑模型来评估设计的美学效果,这也需要逆向工程的设计方法;
三、 实物逆向的研究内容
实物逆向一般包括数据采集(产品数字化)、数据预处理、曲面重构和建立产品模型等几个阶段。
1. 数据采集(产品数字化)
数据采集是指通过特定的测量设备和测量方法获取零件表面离散点的几何坐标数据,数据采集是逆向工程的关键技术之一。目前,数据采集使用的方法很多,常用的有接触式测量法、非接触式测量法和工业计算机断层扫描成像法三种,见表8-3。
表8-3 数据采集的常用方法
(1) 接触式测量法 接触式测量法是用机械探头接触实物表面,以获取零件表面上点的三维坐标值。接触式测量法具有测量精度、准确性及可靠性高,适应性强,不受工件表面颜色影响等优点,但测量速度慢,无法测量表面松软的实物。
三坐标测量机CMM(Coordinate Measuring Machine)是目前广泛使用的、集机、光、电、算于一体的接触式精密测量设备,它一般由主机、测头和电气系统三大部分组成,其中测头是三坐标测量机的关键部件,测头的发展先进程度是CMM的发展先进程度的标志。三坐标测量机的测头可分为硬测头(机械式测头)、触发式测头和模拟式测头三种。硬测头主要用于手动测量,由操作人员移动坐标轴,当测头以一定的接触力接触到被测表面时,人工记录下该位置的坐标值,由于采用人工测量同时对测量力不易控制,因此测量速度很慢(测头每接触一次只能获取一个点的坐标值)、测量精度低,但因价格便宜,目前使用仍较普遍。触发式测头是英国Renishaw和意大利DEA等公司于20世纪90年代研制生产的新型测头,触发式测头的最大功能是它的触发功能,即当探针接触被测表面并产生一定微小的位移时,测头就发出一个电信号,利用该信号可以立即锁定当前坐标轴的位置,从而自动记录下该位置的坐标值;这种测头测量精度可达0.03mm,测量速度一般为500点/s,具有测量准确性高、对被测物体的材质和反射特性无特殊要求且不受表面颜色及曲率影响等优点,缺点是测量速度较慢、不能对软质材料物体进行测量、测头易磨损且价格高,是一种很具有发展潜力的测头。
(2) 非接触式测量法 非接触测量法根据测量原理的不同,有光学测量法、超声波测量法、电磁测量法等,其中技术较成熟的是光学测量法,如激光扫描法和莫尔条纹法等。激光扫描法又有激光三角法、激光测距法、结构光法、数字图像处理法、干涉法等。
激光扫描法由于数据采集时探头不接触零件表面,因此可以测量表面松软、薄易变形的实物,其缺点是测量所得数据密集,各点间的拓扑关系不明确,在实物边界处易发生漫反射现象而影响测量精度甚至造成数据丢失。激光三角法(Triangulation)是目前应用较普遍的一种测量技术。它采用激光为光源,从光源投射一亮点或直线条纹到实物表面,从CCD(Charge Couple Device)相机中获得光束影像,再根据光源、实物表面反射点和成像点三点间的三角关系计算出表面反射点的三维坐标。
莫尔条纹法是将光栅条纹投射到被测物体表面,光栅条纹受物体表面形状的调制,其条纹间的相位关系会发生变化,用数字图像处理的方法解析出光栅条纹图像的相位变化量来获取被测物体表面的三维信息。
(3) 逐层扫描法 逐层扫描法是一种新兴的测量技术,它不受结构复杂程度的影响并可以同时对实物的内外表面进行测量。逐层扫描法有工业计算机断层扫描成像法ICT(Industrial Computer Tomograph)、核磁共振MRI(Magnetic resonance imaging)和层析法。
层析法是在数控铣床或磨床上,用铣(磨)削方式去除实物中一定厚度的一层材料,然后使用高分辨率的光电转换装置获取该层截面的二维图像,通过对二维图像的处理和分析,得出该层的内外轮廓数据。完成一层的测量后,再去除新一层材料,重复上述步骤,直至完成整个实物的测量,最后将各层的二维数据进行合成,即可得到实物的三维数据。
层析法的实质是快速成形的逆过程,它是一种破坏性的测量方法。
在实物逆向中,数据采集阶段的技术要点是实物边界的确定和表面形状的数字化,其中难点是边界的确定,目前边界的确定除了实物表面延拓求交法外,工程上也常采用人工测量边界或人机交互方式来定义实物的边界。
需要指出的是,虽然目前数据采集设备应用最广的是三坐标测量机,但有时也在数控铣床(加工中心)上或在机器人末端安装测量部件进行数据采集。
2. 数据处理
通过测量设备对零件进行测量,所得的点数据一般比较多,尤其是应用激光测量设备所得的数据有时多达几兆甚至十几兆(通常把用激光扫描法所测得的大量的点形象地称为点云Point Cloud),在对这么多的点数据进行曲面重构前,应对数据采集所得到的大量数据进行预处理。数据预处理一般包括数据平滑、数据清理、补齐遗失点、数据分割、数据对齐和零件对称基准的构建等。
数据平滑通常采用标准高斯、平均或中值滤波算法。高斯滤波能较好地保持原数据的外形,中值滤波用于消除数据毛刺。
数据清理是清除点云中的异常数据和冗余数据,但有时会造成有用数据的丢失,如实物中的尖角、棱线或曲率变化较大的区域。
对含有自由曲面的复杂表面,整个表面往往不能用一个曲面完成构建,而是由多个曲面通过曲面编辑(如延伸、过渡、裁剪等)进行构建。数据分割是指根据组成复杂曲面的曲面片的类型,将点云数据合理地分割成同类曲面片的数据子集,使测量数据分类转变为造型数据,各子集分别进行曲面构建,最后通过曲面编辑形成一个整体。
数据对齐是指在数据采集时,由于测量仪器及被测实物结构的原因,有时需多次装夹才能完成实物的测量,这样便得到了多块数据。造型时需将各块数据进行归并,将所有数据转换到一个统一的坐标系中进而完成整个实物的造型。
对称基准是对称零件基本的几何特征,数据采集后,基准信息往往不能直接和准确地在零件上得到反映。因此,数据采集结束后,需要通过测量数据人工地对基准进行重建。
(3) 曲面重构
根据曲面的数字信息,恢复曲面原始的几何模型称为曲面重构,曲面重构是建立CAD模型的基础和关键。
根据重构方法的不同,曲面重构分为基于点—样条的曲面重构法和基于测量点的曲面重构法。
1)基于点—样条的曲面重构法的原理是在数据处理基础上,由测量点拟合生成曲面的网格样条曲线,再利用CAD/CAM软件的放样、举升、扫描、边界等曲面类型完成曲面造型,最后通过曲面延伸、过渡、裁剪、求交等编辑操作,将各曲面片光滑拼接或缝合成整体的复合曲面模型。这种方法实际上是通过组成曲面的网格曲线来构造曲面,在曲面重构过程中,通过人机的反复交互,使重构的曲面满足光滑过渡和精度的要求。
2)基于测量点的曲面重构通常采用曲面拟合的方法,曲面拟合包括曲面插值和曲面逼近。曲面插值是构造一个顺序通过一组有序的数据点集的曲面,通常用于精确测量;而曲面逼近是构造一个在满足精度要求的前提下最接近给定数据点集的曲面,用曲面逼近方法所生成的曲面不必通过所有的数据点,通常用于处理大量的数据点或需要对测量误差和噪声进行处理的情况。
4. 建立产品模型
通过曲面拟合所建立的表面模型中,常常会存在间隙、重叠等缺陷,因而不能满足实体模型对几何实体的拓扑要求,为了建立实体模型,需对拟合生成的曲面进行必要的处理编辑。
在建立产品模型的过程中,特别要注意特征技术的应用。特征不仅包含产品或零件的几何信息,而且包括非几何的功能信息、工艺信息及其他工程语义,因此在建立产品模型时,一个重要目标就是还原这些特征以及它们之间的约束,如果仅还原几何特征而未还原它们之间的几何约束所得到的产品模型是不准确的。目前,对特征建模技术尤其是特征和约束的自动识别方法的研究已逐渐展开。
应该指出的是,使用CMM进行测量时存在一个复杂的综合误差,这一复杂的综合误差造成了CMM测量结果的不确定性。误差是由系统误差和随机误差组成,只有系统误差可以被预测和补偿。CMM本身的几何误差、结构的受力受热变形、读数光栅的精度误差、控制软件算法误差等都可能引起CMM测量的系统误差;测量时由于探针的接触力和摩擦力的作用使探针发生偏转,这种偏转是随机的、无法预测的,所以这样的因素将导致测量的随机误差。
四、 影像逆向技术
上述的接触式测量法和非接触式测量法在某些数据采集场合中都存在一些缺点,如受实物表面属性状态的影响、表面障碍较难处理、测量速度较慢、工作效率较低等。针对这些问题,许多专家学者在探索更先进、快捷、高效的测量方法,影像逆向技术便是其中之一。1995年6月,Pascal Fua提出了基于立体图像的曲面重构技术,并已经将方法系统化;此外,在Internet上也有应用立体照片实现人的面部重构的报导。
相对于目前广泛使用的接触式测量法或非接触式测量法而言,影像逆向确实是一种全新的思维,影像逆向技术目前常用的方法有体视法、灰度法和光度立体法等。体视法的工作原理是根据同一个三维空间点在不同空间位置的两个(多个)相机拍摄的图像中的视差,以及相机之间位置的空间几何关系来获取该点的三维坐标值。立体视觉测量方法可以对处于两个(多个)相机共同视野内的目标进行测量。
五、 逆向工程技术相关软件
伴随着逆向工程及其相关技术基础研究的进行,其成果的商业化也受到重视,早期是一些商品化的CAD/CAM软件集成了专用的逆向工程模块,如Pro/ENGINEER软件的ScanTool模块、UGⅡ软件的Point Cloud模块、Cimatron软件的ReEnge模块等。由于市场需求的增长,有限的功能模块已不能满足数据处理、零件造型等逆向技术的要求,随后便形成了专用的逆向软件。目前面市的专用逆向软件产品类型已达数十种之多,其中较具代表性的有SDRC公司的Image Ware SURFacer、英国达尔康公司的Copy CAD、英国MDTV公司的STRIM和SURFace Reconstruction等。达尔康公司的Copy CAD软件采用三角化曲面造型法,具有强有力的曲面生成能力,可以接受多种坐标测量机的数字化数据,也可以进行多种数据格式的输出以进行其他后续处理。Cimatron软件的ReEnge模块可以直接读入多种格式的测量数据,提供了多种可以用点云生成样条曲线、网格和NURBS曲面,最终生成CAD模型;ReEnge模块和Cimatron软件的其他模块实现完全集成,ReEnge模块所生成的三维曲线和曲面可以进行编辑,也可以对曲面进行数控加工。
六、 逆向工程技术的发展趋势
逆向工程技术发展至今,在数据处理、曲面拟合、规则特征识别、专用软件开发等方面已取得了明显的进步,但在实际应用中,整个过程的自动化程度并不高,许多工作仍需由人工完成,技术人员的经验对最终产品的质量仍有较大影响。为了解决这些问题,需要在以下几个方面进行深入的研究:
1)数据测量。开发面向逆向工程的专用测量系统,能根据实物的几何外形和后续应用选择测量方式和测量路径,最终高速高效地实现产品外形的数字化。
2)数据处理。研究适应不同的测量方法及后续用途的离散采集点的数据处理技术。
3)拟合曲面应能控制曲面的光顺性和光滑拼接。
4)有效的特征识别和考虑约束的模型重建,复杂曲面的识别和重建方法。
5)集成技术。开发基于集成的逆向工程技术,包括测量技术、基于特征和集成的模型重建技术,基于网络的协同设计和数字化制造技术等。
第三节 快速成形技术
快速成形(Rapid Prototyping,简称RP)技术,又称为快速成形技术,是20世纪80年代末90年代初发展起来的一种先进制造技术,它结合了数控技术、CAD技术、激光技术、材料科学技术、自动控制技术等多门学科的先进成果,利用光能、热能等能量形式,对材料进行烧结、固化、粘结或熔融,最终成形出零件的三维实物模型。
一、 RP技术的工作原理和特点
RP技术的工作原理是:根据零件的三维CAD实体模型,利用专业切片软件对其进行切片处理,得到模型每层截面的轮廓,再在快速成形设备中用激光或其他方法将材料进行逐层成形,从而形成零件的原型,如图8-4所示。RP技术的工作原理可简单地概括为数据离散、材料堆积。由于RP技术是将复杂三维实体通过切片转换为二维来加工的,因此通常又称为层加工(Layer Manufacturing)。
RP技术在实际应用中,大致包括如下几个步骤:
(1) 建立模型 利用CAD软件(如UG、Pro/E、CATIA、I-DEAS)建立零件的三维实体模型。注意:零件的CAD模型必须是实体模型,不能为曲面模型。
(2) 前置处理 前置处理通常包括数据转换(输出STL格式文件)、工艺处理(如增加支撑、确定零件的摆放方式)、切片操作等。有些零件由于成形的需要,在零件中需增加一些辅助结构,这些辅助结构既可以在CAD软件中完成,也可以在切片软件中完成。
(3) 原型制作 在快速成形设备中,用某种工艺和成形材料完成原型的制作,原型制作是RP技术的关键。
(4) 后置处理 完成模型的制作后,通常需要对制件进行清理,去除制件表面多余的材料或辅助结构,有时也对制件进行喷涂、浸蜡、涂刷树脂等处理,以提高零件的有关性能。
RP技术具有下列特点:
1)由于采用分层成形、逐层叠加的成形原理,因此可以成形结构非常复杂的零件。
2)成形过程不需要任何刀具、模具及工艺装备,从而节省了成形前的准备时间,大大缩短了产品生产周期。
3)产品的单价与批量无关,因此特别适合于新产品样件的制作和单件、小批量零件的生产。
4)与传统制造方法相结合,可实现快速制模、快速铸造,为传统制造方法注入了新的活力。
5)成形过程为全自动控制,不需人员值守和看护,从而大大降低了操作人员的劳动工作量。
二、 RP技术的发展历程及应用
RP技术属于一种先进制造技术,它为什么会出现呢?首先我们来回顾一下传统的机械制造技术。
根据加工原理,传统的机械制造方法可分为三种:
1)材料去除成形法:通过去除毛坯上多余的材料而获得所需的零件,如切削加工、磨削加工、精密加工、电火花加工、电解加工、电子束加工、离子束加工等。
2)材料受迫成形法:如粉末冶金、锻造、精密铸造、模具成形等。
3)材料堆积成形法:如焊接等。
上述三种机械制造技术在实际生产中都得到广泛应用。但由于传统的产品开发方式都要经过设计任务规划、总体方案设计、详细结构设计、产品样件试制、产品试用、产品生产等阶段,按照这样的模式开发新产品,试制产品样件不仅成本高,而且开发周期长。随着产品更新换代速度的加快,在实际生产中,迫切需要一种产品的快速制造技术;与此同时,到20世纪80年代,数控技术、CAD技术、激光技术、材料科学技术等与RP技术密切相关的有关学科已有了飞速的发展。因此,由于市场的迫切需求及相关基础技术的日趋成熟,RP技术就应运而生了。
RP技术从出现至今虽仅有二十余年,但已在很多领域得到了广泛的应用,它对技术创新、新产品开发、制造技术及相关学科的发展起着重要的作用。RP技术的主要应用在下列几个方面:
(1) 产品开发
1) 产品造型评估。对于新产品,尤其是结构复杂的新产品,仅仅根据三维CAD模型还很难对其做出客观全面的评估。通过RP技术,方便快速地试制出产品的实物模型,根据实物模型可以及时地发现产品设计中所存在的不足或错误之处,从而既缩短了新产品开发的研制周期,又避免了设计错误可能带来的损失。
2) 产品性能和工程测试。RP制件在一般场合可以代替实际零件,对产品的有关性能进行综合测评或工程测试,优化产品设计,这样可以大大提高产品投产的一次成功率。
3) 样件展示及样机评价。由于应用RP技术很容易制造出新产品的样件,因此,RP技术已成为开发商与客户之间进行交流沟通的重要手段。
4) 产品装配验证。应用RP技术制作的制件,进行产品的试装配,以及时发现可能存在的装配问题。
5) 快速制模 将RP技术与真空注型、熔模铸造、金属电镀等技术相结合,快速制造出模具,用于零件的数件或小批量生产。
6) 快速直接制造 在某些应用领域中,可用制件直接作为产品的功能零件,从而大大缩短单件或小批量零件的制造过程。一般来说,将RP技术应用于新产品开发和快速模具制造有三种工艺路线:一是单件或小批量产品制造,其工艺路线是利用RP原型,通过快速真空注射技术制造树脂模具,可用于50~500件样品或零件的制造,或直接利用RP技术制造金属零件;二是中等批量零件的制造,其工艺方案是利用RP原型,采用快速金属喷涂技术制造金属冷喷模,即模具表面为一层金属薄壳,基体为塑料,这种模具可用于批量为3000件以下塑料件的生产;三是大批量零件的制造,其工艺方案是RP原型进行快速电极制造,再通过电火花加工钢模,用于批量达数万件零件的生产。
(2) 生物和医学应用 使用快速成形技术制造医学模型,有助于有效地进行医学诊断并完善手术方案,减少手术前、中、后的时间及费用。三维立体模型可以提供有视觉和触觉的信息,它能够促进医生和病人之间的沟通;同时,由于快速成形件和真实的人体器官一样,也可以作为复杂外科手术模拟的模型,协助医生制定复杂外科手术的计划。
三、 几种常见的快速成形技术
从上世纪80年代开始至今,世界上已先后出现了30余种不同的快速成形技术,如SLA、SLS、FDM、LOM、3DP、光掩膜法、直接烧结法及尚处于研究之中的直接从C2H2中提取碳并通过三维堆积制造碳的原型件、使用三维焊接工艺制造钢和铝零件等,就其应用情况而言,SLA、SLS、FDM和LOM四种快速成形技术应用最广,是快速成形的主流技术。下面对这四种快速成形技术进行简单介绍。
1. SLA(立体印刷成形)
SLA是美国3D System公司开发的快速成形技术,也是研究最早、应用最广的一种快速成形技术,其制造系统称为Stereo Lithography Apparatus,简称SLA系统。SLA所用的成形材料是在激光或紫外线照射下能迅速凝固的液态光敏树脂,因此又常称为光敏树脂固化。目前国内的西安交通大学等单位也进行了有关的研究。
SLA成形技术的工作原理是:激光或紫外线在计算机的控制下,按零件切片时所生成的截面信息对零件该层截面进行扫描,扫描区域内的光敏树脂迅速凝固,从而成形出零件的一个薄层。一层成形结束后,工作台下降一个薄层的高度,在已成形好的零件表面覆上新的液态树脂,系统对该层进行扫描成形,周而复始,直至完成整个零件的成形。SLA技术的工作原理如图8-5所示。
2. SLS(选择性激光烧结)
SLS(Selected Laser Sintering)是美国DTM公司开发的一种快速成形技术,目前国内的北京隆源自动成形系统有限公司、华中科技大学和南京航空航天大学等几家单位也在进行有关的研究。
SLS成形技术的工作原理如8-6所示。在成形时,铺粉装置先在成形缸中铺上一层粉末材料,然后激光束在计算机的控制下,按照截面轮廓信息,对制件实体部分所在的区域进行扫描,使粉末的温度升高并达到熔点,粉末颗粒被熔化而相互粘结,激光束不断扫描直至完成一层截面的成形。在该层中,非烧结区的粉末未被激光扫描,因此仍然是松散的粉末,这些松散的粉末可作为工件和下一层粉末的支撑。完成一层的成形后,成形缸下降一个截面层的高度,同时料缸上升一定的高度,进行下一层的铺粉和扫描烧结,如此循环,最终完成整个制件的成形。
选择性激光烧结具有成形材料类型多、成形工艺简单、成形成本较低等特点。从成形原理上说,SLS成形方法可适用于任何粉末材料,是目前成形材料种类最多的一种快速成形技术。目前在实际应用中,工艺较成熟的成形材料有石蜡和塑料,陶瓷、金属等成形材料由于熔点较高,尚处于研究阶段。
3. FDM(熔融沉积成形)
FDM(Fused Deposition Modeling)又称为熔化堆积造型、丝材选择性熔积等。研究熔融沉积成形技术的主要有美国Stratasys公司和Med Modeler公司,其中以Stratasys公司开发的产品制造系统应用最广,Stratasys公司于1993年推出了第一台型号为FDM-1650的成形设备,此后又推出了FDM-2000、FDM-3000、FDM-8000等机型。1998年,Stratasys公司与Med Modeler公司合作开发了专用于医院或医学科研机构的Med Modeler机型,使用材料是ABS,逐渐将RP技术应用于医学领域。目前国内的清华大学等单位也进行了有关的研究。
FDM成形技术的工作原理是:加热喷头在计算机的控制下,根据截面轮廓信息,作平面和高度方向的运动。丝状热塑性材料由供丝机构送至喷头并在喷头中加热至熔融态,然后被选择性地涂覆在工作台上,快速冷却后形成截面轮廓。完成一层成形后,喷头上升一个截面的高度,再进行下一层的涂覆,如此循环,最终完成整个的原型制作,如图8-7所示。
4. LOM(薄形材料选择性切割)
LOM(Laminated Object Manufacturing)的英文直译是分层物体制造,LOM是开发较早的快速成形技术之一,具有代表性的是美国Helisys Inc.公司,该公司1992年就推出型号为LOM-1015的快速成形设备。目前,国内的华中科技大学和清华大学等单位进行了有关的研究。LOM成形技术用的主要材料是纸张、塑料等,这些材料的特点是材料的一面有热熔胶或添加剂。
LOM成形技术的工作原理是:开始成形时,供料辊把薄形材料平铺在升降台的基面上,热压辊将薄形材料压平并粘在底层上,激光器产生的激光束按计算机数控系统所给出的移动指令进行运动,切割出工件截面轮廓,同时把周围多余的材料切碎。完成一层的切割后,工作台下降一个薄形材料的厚度,供料辊再铺上新的一层材料,通过热压辊将该层材料与下一层材料粘合在一起,然后激光器对该层进行切割。逐层粘合、逐层切割,如此反复, 直到完成整个原型的制作。LOM成形技术的工作原理如图8-8所示。
四、 RP技术的展望
RP技术经过十几年的发展,在成形设备和成形材料两大方面均有了长足的进步。由于目前该技术的成本较高、制件的精度、强度等许多性能尚未能完全满足用户的要求,因此,RP技术的推广应用受到了影响;同时,近年来数控机床的价格大幅度降低、高速度高精度数控机床的出现,不少企业和用户转向用CNC机床来加工金属或非金属零件、样件或模具,这些都向RP技术提出了挑战,但RP这种直接从概念设计迅速转为产品的设计制造模式必然是未来制造技术的主流。在21世纪,RP技术的发展趋势主要是:
1) 新型成形工艺的研究。SLA、SLS、FDM和LOM四种成形方法都是基于分层叠加的原理,目前一些相关的科研院所正在研究开发新的分层叠加成形工艺,目的是进一步改善制件的性能。如Connecticut大学提出了一种基于活性气体分解沉积的成形方法,它使用高功率激光的热能或光能分解出一种活性气体,从而沉积出一层一层的陶瓷或金属轮廓。
2) 数据接口的开发。提高数据处理速度和精度,研究开发新的数据转换接口,减少数据处理量和由STL数据接口在转换过程中产生的数据缺陷和轮廓失真。
3) 提高RP系统的速度、控制精度和可靠性,开发系列产品以满足不同用户的特殊要求。目前快速成形件的精度一般为±0.2mm,影响制件精度的因素主要有两个方面:一是由CAD模型转换成STL格式文件及切片处理时所产生的误差;二是成形过程中制件的翘曲变形及成形后制件受潮、内应力及温度变化等所造成的无法精确预计的变形。
4) 高性能成形材料的研究。目前用于快速成形的材料一般仅限于树脂、塑料、纸等,它们与产品的真实材料相比尚有不小的差别,因此在实际应用中,需要利用快速成形件进行二次复制。近年来,出现了像SLS这类可直接成形金属件或陶瓷件的快速成形机,使成形的制件与真实产品的差别不断缩小。
5) 新成形能源的研究开发。目前RP技术主流的SLA、SLS、LOM等成形方法均采用激光作为能源,而激光系统的价格及维护成本较高,研究新型、价格适中、维护成本低的成形能源也是RP技术的一个研究领域。
第四节 虚拟制造技术
随着产品个性化、复杂性越来越高、产品生命周期越来越短,传统的“试制原型→产品试验→投产”的产品开发模式由于产品需反复试制,造成产品开发周期长、成本高,这种模式已不能适应社会的发展,人们希望应用计算机技术,通过对产品的设计制造过程进行计算机模拟和仿真,来缩短产品的开发周期,提高产品开发的一次成功率。为解决上述问题,虚拟制造VM(Virtual Manufacturing)和虚拟制造系统VMS(Virtual Manufacturing System)诞生了。
一、 虚拟制造和虚拟制造系统的基本概念
虚拟制造是新产品及其制造系统开发的一种哲理和方法论,可以看作是CAD/CAE/CAM集成化发展的高一层次,其本质是以新产品及其制造系统的全局最优化为目标,对设计、制造、管理等生产过程进行统一建模。它强调在实际投入原材料与产品实现过程之前,完成产品设计与制造过程的相关分析,以保证制造实施的可行性,虚拟制造技术是基于产品模型、计算机仿真技术、可视化技术及虚拟现实技术,在计算机内完成产品的制造、装配等制造活动的制造技术。
虚拟制造又称为拟实制造,在Lawrence Associates的Virtual Manufacturing User Workshop报告中,虚拟制造的定义是:它是一个集成的、综合的可运行制造环境,用来提高各个层次的决策和控制。定义中各部分的语义说明如下:
(1) 综合 指真实的和仿真的对象、活动和过程的混合状态。
(2) 环境 通过协同地提供分析工具、仿真工具、应用工具、控制工具、模型、设备以及组织方法的集合,用以支持构造和使用分布式制造仿真。
(3) 运行 用环境来构造和操作特定的制造仿真。
(4) 提高 增加它的精度和可靠性。
(5) 层次 是指从产品的概念设计到回收利用、从车间到执行位置、从物质的转换到信息的传递等各个方面。
(6) 决策 是指改变(可视化、组织、定义和选择)后的影响。
(7) 控制 预测效果的真实性。
从上述的定义可以看出,虚拟制造是以CAD/CAM/CAE技术、计算机技术、仿真技术和虚拟现实技术为基础,在一个统一的产品模型基础上,对现实制造活动中的人、物、信息及制造过程进行全面仿真,模拟出产品未来制造的全过程(包括产品的设计、计算分析、加工、装配、物流、生产计划、组织、管理和试验等)乃至产品生命周期内各种活动对产品设计的影响,预计、检测、评价产品性能和产品的可制造性,及时发现设计制造中可能存在的问题并采取措施进行改进,从而更灵活地组织生产,实现产品的一次制造成功,最终达到缩短产品开发周期、降低产品开发成本、提高产品质量的目的。因为虚拟制造技术具有很强的快速建模性、事前预测纠错和过程仿真性,并能与网络技术、并行工程进行集成,因此具有很强的设计制造敏捷性、柔性和快速响应能力,正因如此,虚拟制造技术被认为是21世纪的新型生产模式。
虚拟制造的指导意义是:虚拟制造不但作为一种哲理、一种制造策略为制造企业实现从精良生产向敏捷制造的转变提供指导思想,而且作为企业实现多集成的一种方法,为整个产品开发过程提供各种技术和方法。通过虚拟制造系统实现制造企业产品开发过程的集成和制造企业的多集成,实现了虚拟产品设计、虚拟制造仿真闭环产品开发模式,提高产品开发过程中的决策和控制能力。
虚拟制造技术的研究与特定的应用环境及对象有关,由于应用要求的不同,侧重点也不同。按照与生产各个阶段的关系,虚拟制造可分为三种类型:
(1) 以设计为中心的虚拟制造(Design-centered VM) 以设计为中心的VM是通过把制造信息加到IPPD(Integrated Product Process Development)过程和在计算机中进行制造,仿真多种制造方案,并产生多种“软”的模型。因此它的短期目标是:为了达到特殊的制造目的(例如为了装配进行设计、精良操作或柔性),VM用以制造为基础的仿真来优化产品的设计和生产过程。它的长期目标是:VM在不同的层次上用仿真过程来评估生产情况,并且反馈给设计和生产控制。
(2) 以生产为中心的虚拟制造(Production-centered VM) 以生产为中心的VM是通过把仿真能力加到生产过程模型,达到了方便和评价多种加工过程的目的。它的短期目标是:VM是基于生产的IPPD的转换,用以优化制造过程和物理层。它的长期目标是:为了实现新工艺和流程的可信度,VM把生产仿真增加到其他的集成和分析技术。
(3) 以控制为中心的虚拟制造(Control-centered VM) 以控制为中心的VM是通过增加仿真到控制模型和实际生产过程,实现优化的真实仿真。
虚拟制造系统是基于虚拟制造技术实现的制造系统,是现实制造系统在虚拟环境中的映射。现实制造系统是对物质流、信息流和能量流的功能进行转换,通过投入信息、材料和能源,生产出产品及有关信息和残余能源,现实制造系统中的两个主要子系统----信息系统(Information System)和物理系统(Physical System)在虚拟制造系统也同样存在,只是虚拟制造系统生产出的是产品有关的信息,如图8-9所示。
虚拟制造的关键技术可分为软件方面的关键技术和硬件方面的关键技术,其中软件方面的关键技术包括可视化技术、仿真技术、信息描述技术、环境构造技术、集成结构技术、制造的特征化技术和VMS的检验、测试技术等,硬件方面的关键技术包括输入/输出设备(如头盔立体显示器、可视化眼镜、三维鼠标、数据衣服)、与输入/输出有关的存储信息设备、能支持各种设备、数据存储、高速计算和提供高质量画面的计算机系统、网络结构设备和不同站点的硬件设备等。
虚拟制造技术的作用是:①提供影响产品性能、影响制造成本、影响生产周期的相关信息,以便使管理者和决策者能够正确处理产品性能、制造成本、生产进度及投资风险之间的平衡关系,最终做出正确的决策;②提高产品的设计质量,减少设计缺陷,优化产品性能;③提高工艺规划和加工过程的合理性,提高制造质量;④通过生产计划的仿真,可以优化资源配置和物流管理,实现柔性制造和敏捷制造,缩短制造周期,降低生产成本;⑤通过提高产品质量、降低生产成本、缩短开发周期及提高企业的柔性,以适应用户的特殊要求和快速响应市场的变化,形成企业的市场竞争优势;⑥通过虚拟企业的概念及具体的实践和实施,组成快速联盟使企业在竞争中赢得机遇和优势。
二、 虚拟制造技术与其他先进制造技术的关系
1. 敏捷制造技术
敏捷制造AM(Agile Manufacturing)的基本思想是通过将高素质的员工、动态灵活的组织机构、企业内部及企业之间的灵活管理以及柔性的先进生产技术进行全面集成,使企业能够对快速变化、难以预测的市场要求做出快速反应,并由此获得长期的经济效益。敏捷制造的基础是虚拟制造技术。
2. 并行工程
并行工程CE(Concurrent Engineering)是一个集成的、并行的方式设计产品及其相关过程的系统方法,它要求开发人员在设计开始就需考虑产品整个生命周期中的所有因素,包括产品质量、成本、进度计划、用户要求等。为达到并行的目的,需要建立高度集成的模型,应用仿真技术,实现异地人员的协同工作。
3. 精良生产
精良生产LP(Lean Production)的目的是简化生产过程、减少信息量、消除过分臃肿的生产组织,使产品及其生产过程尽可能简化和标准化。精良生产的核心是准时生产和成组技术,同时它又为虚拟制造技术创造条件。
三、 虚拟制造技术的应用
1. 虚拟制造在汽车行业中的应用
在工业发达国家,虚拟技术在汽车行业中已得到广泛应用,如美国的GM公司、Ford公司、Allison发动机公司等。虚拟技术在汽车行业中的应用主要是虚拟设计技术、虚拟装配技术、虚拟实验技术、虚拟制造技术等。
在汽车设计阶段,应用虚拟设计技术,在计算机中完成整车及零部件的概念设计、造型设计、总体布局设计和结构设计等,同时对其刚度、强度、固有频率、动态响应及疲劳使用寿命和噪声等性能进行模拟分析,以便在设计阶段就发现问题并有针对性地解决有关问题。
使用虚拟装配技术,能避免传统装配方式常存在的装配干涉或装配不到位现象,同时可以通过机构运动虚拟软件仿真其运动轨迹,若存在问题,可以方便地修改并重新生成零部件模型,从而大大降低了零件制作的返工率。
虚拟实验技术可对汽车整车或零部件模型在真实实验环境、实验条件、实验负荷下进行模拟实验,预测产品的安全性、可靠性、经济性,有时还可以代替人们完成人类目前尚无法完成的实验,如深海底试验、太空试验等。
虚拟制造技术包括热加工工艺模拟,切削、冲压加工过程及生产过程仿真等。针对材料成形过程的特点,对虚拟样机的热加工工艺进行数值模拟和物理模拟,预测热加工后材料的组织和性能,再通过对热加工工艺的优化,最大限度地发挥材料的潜能。通过对产品加工过程的仿真模拟,检查产品设计的合理性、可加工性和工艺的正确性。对走刀路线、切削参数、加工程序等进行调整,最终实现优化。
2. 虚拟制造在板料成形中的应用
传统的板料成形过程通常是“模具设计→模具制造→试模→修改→再试模直至产品满意→制件生产”的生产模式,解决试模中的起皱、破裂、回弹等问题也主要靠技术人员的经验,这种方法成本高、产品开发周期长、对模具技术人员的要求高。将虚拟技术运用到板料成形中,可以使模具设计人员在计算机上进行模具的设计、调试和板料成形过程模拟,分析板料成形过程所存在的问题,提出适当的改进方案,力争使问题在模具制造之前即得以解决,以保证模具的一次成功率。
3. 在模具行业中的应用
虚拟制造技术在模具行业中的应用主要体现在进行产品设计、模具设计、模具制造、模具装配调试、试模等工作均在计算机上进行,从而大大提高了生产效率和产品质量。
4. 在航空航天行业中的应用
虚拟制造技术在航天航空行业中应用的典型例子是美国波音公司在进行新型客机机型设计过程中的应用。波音公司在777新型客机设计中,应用虚拟制造技术和三维模型进行管道布线等复杂装配过程的模拟装配,实现了设计制造过程的无纸化,是虚拟制造技术从理论研究转向工程实践的一个里程碑。
5. 建立虚拟企业、实现动态联盟
虚拟企业(Virtual Enterprise,VE)是敏捷制造基本的动态组织形态,是指为了赢得某一机遇性市场竞争,围绕某种新产品开发,通过选用不同组织或公司的优势资源,综合成单一的靠网络通信联系的阶段性经营实体。动态联盟具有集成性和时效性两个特点,它实质上是不同组织或企业间的动态集成,随市场机遇的有无而聚散。在具体表现上,结盟的可以是一个大公司的不同组织部门,也可以是不同国家的不同公司。在虚拟企业中伙伴能够共享生产、工艺和产品的信息,这些信息以数据的形式表示,能够分布到不同的计算环境中。
虚拟企业与虚拟制造的主要区别是,在信息集成和共享领域,虚拟企业主要强调网络,而虚拟制造主要强调产品的设计,而且在设计阶段虚拟制造的重点是仿真产品在生命周期中的各个活动。
随着信息时代的到来,地域差距正在逐渐缩小,制造业全球化是发展的必然趋势;制造业竞争不断加剧,使当前制造业面临极大的挑战,这一挑战主要来源于市场和技术两大方面。每个技术单元同时面向市场和合作伙伴,必须灵活地进行重组和集成,协调各方优势,达到优势互补。
逆向工程与RP技术可使设计概念转换为产品的时间缩短几倍乃至几十倍,实现逆向工程、RP技术与CAD/CAE/CAM虚拟环境的集成,构成一个快速产品开发及其模具制造的综合系统,可以实现从产品的设计、分析、加工到管理的灵活经济的组织方式。这种基于虚拟环境的集成化快速模具制造系统将在新产品开发、产品设计评估、装配检验、功能测试以及快速模具制造等方面将有很大的发展,如图8-10所示。
第一章 概论
第二章 模具CAD/CAM系统的构成
第三章 模具CAD/CAM常用软件
第四章 冲压模具CAD
第五章 注射模CAD
第六章 模具CAM
第七章 模具CAE
第八章 模具CAD/CAM领域的新技术
 倔强的蝴蝶
倔强的蝴蝶

 1
1精彩图片
-
2021年机床工具行业经济运行情况
1074 2022-02-25 16:33:03
-
工业互联网的内涵与外延
986 2022-04-18 10:53:25
-

【工信论坛】建设智能工厂 推进智能方案落地
923 2022-02-23 11:06:25
-
模具CAD/CAM系统的构成
918 2019-10-17 10:50:29
-

没有数据采集,工业互联网将是无源之水
897 2022-02-08 14:38:12
-
未来工厂的五大属性!
857 2022-05-11 16:25:15
-

重量级发布!2021-2022中国智能制造十大热点新鲜出炉
839 2022-03-07 10:39:39
-
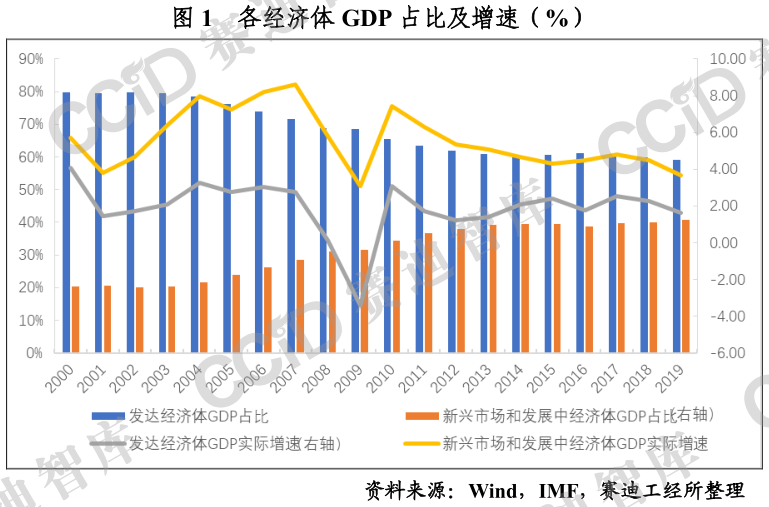
未来十年全球经济五大发展趋势展望
828 2021-02-03 10:14:47
 我的
我的
 咨询
咨询
 购
购


 顶部
顶部