 我收藏的店铺
我收藏的店铺 我的
我的 商家入驻
商家入驻 15904040249
15904040249
 我要开店
我要开店
 积分签到
积分签到


 0
0 550
550CNC工程师必看!3D玻璃CNC加工操作手册
CNC精雕是3D玻璃加工中非常重要的一部分,和金属相比,玻璃性脆易碎,故首先玻璃CNC加工的工具和金属铝合金CNC加工不同:CNC精雕玻璃是采用精雕机砂轮槽对毛坯玻璃进行磨边,去除余量;并通过钻头将玻璃原料进行倒边和钻孔以满足最终成品要求。当然,还有转速、加工路径等其他不同,下面我们具体看看CNC精雕玻璃的五大注意事项:

图:玻璃CNC加工用砂轮(左)和钻头(右)
一CNC磨边治具设计原则
1.夹具表面平整光滑,不漏气。
2.外形靠角夹具,根据玻璃开料单边放大尺寸确定边缘扩大值,台阶内缩1.2-2.0mm,高度不低于砂刀下降最大值。
3.型腔夹具,型腔深度等于玻璃厚度,玻璃放入不晃动,听音孔根据砂刀下降值确定深度,尖角避空。

图:玻璃CNC磨边治具
二CNC磨边砂刀如何选择?
玻璃切割,磨边后棱角锋利,因此作为盖板玻璃需修磨玻璃锋利的棱角,保证人身及玻璃的安全,一般为玻璃厚度的20%-30%C倒角。在CNC加工中倒边采取在磨边同时一起将倒角加工完成,倒角砂刀棒主要有V形一次倒边砂刀和梯形一次倒边砂刀。如下图所示:

三选择砂轮速度,应注意这两点!

影响CNC磨边质量要求:
1. 磨削热量
2. 磨削力
砂轮转速越高,磨削力减小,磨削效果增加,可有效减少砂边;但是产生热量增多,需大量冷却液及时带走热量与玻璃碎屑,否则会产生小烧崩边。

图:诠脑机电玻璃精雕机,艾邦高分子拍摄于手机外壳展
四CNC磨边新砂刀校对步骤
1.当装上新磨轮并开始使用时,不需要立即修磨磨轮。
2.磨一片玻璃,根据磨边效果调整磨轮中心位置和磨轮补偿量。
3.如果磨边质量不理想,把速度降到正常速度一半,磨2-3片玻璃,检查效果。
4.如果效果OK,在此速度基础上逐渐提高速度,直到正常速度。
5.如果效果不好,用废品修磨磨轮磨4-10片玻璃,检查效果。效果依然不好,说明此砂好质量不好,更换砂刀。

五CNC磨边玻璃都有哪些问题?
1.尺寸超差或边缘发亮
a.根据测量结果调整磨轮位置,尺寸大增加磨削量,尺寸小,减小磨削量
b.检查切割尺寸是否过小或过大
c.保持正常研磨速度,修磨磨轮
d.检查靠角是否变形

2.倒边不均匀
a.检查磨轮Z轴位置,不否磨轮槽型中心和玻璃中心一致。
b.检查磨轮修磨的Z轴方向位置,是否磨轮槽型中心和修磨片中心一致
c.检查磨轮槽型是否已损坏
d.检查夹具表面是否平整
3.崩边现象:玻璃边部的小崩边
a.若所磨玻璃的尺寸接近修复的平均寿命,应该更换磨轮。
b.用修磨片修磨轮
c.检查磨轮的径向跳动在0.03mm之内
d.检查冷却系统确定以下几点:冷却水出水孔没有堵住,冷却水直接喷到磨轮的槽心,水里杂质是否较多
e.检查研磨速度是否过高

图:小砂边
4.烧边现象:玻璃磨边中间有严重的焦边
a.磨边水位没完全在磨轮的槽中心→调整水槽的位置,检查冷却水是否正常
b.研磨吃进量过大→检查研磨量并调整建议最大研磨量不超过单边0.5mm控制研磨速度。

图:烧边
5.亮斑:被研磨的玻璃上不规则地出现未磨部分
a.检查台面上的玻璃位置与磨轮运行途径是否协调
b.检查切割工位玻璃是否切割尺寸偏小
c.维持指定的磨边速度
d.对砂刀进行修磨
e.玻璃边沿磨边有严重的亮斑或者裂口,磨轮已经接近报废——更换砂刀

免责声明:本文系网络转载,版权归原作者所有。如涉及作品版权问题,请与我们联系,我们将在第一时间删除内容!内容为作者个人观点,并不代表本公众号赞同其观点和对其真实性负责
 清风配酒
清风配酒
精彩图片
-
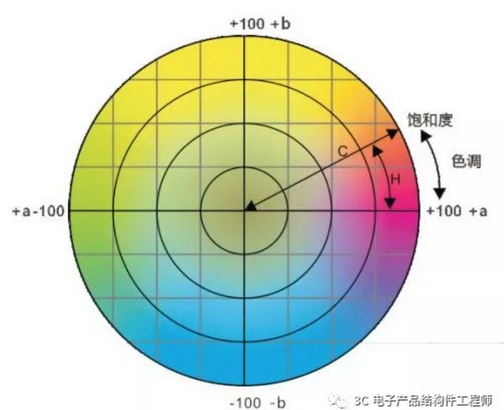
3D玻璃盖板渐变色工艺解析,手机实现渐变色的九种主流工艺揭秘
1208 2019-07-02 09:54:00
-
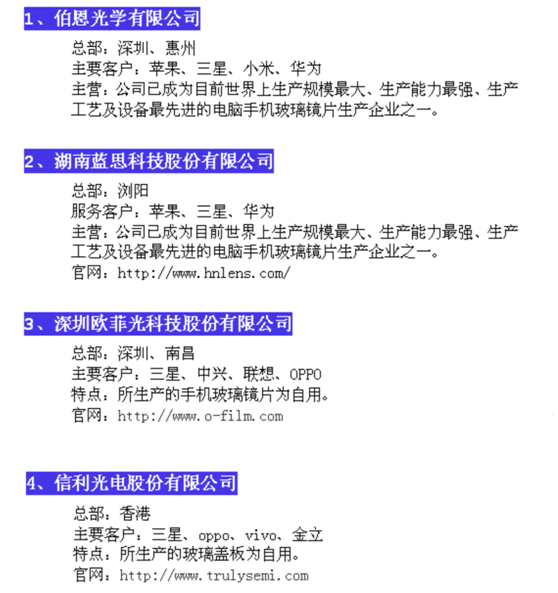
国内玻璃盖板行业三十强
601 2019-07-05 15:00:55
-

Apple Watch 高大上的不锈钢外壳制作工艺,一个外壳都可以这么漂亮!
569 2019-07-03 16:52:16
-
CNC工程师必看!3D玻璃CNC加工操作手册
551 2019-07-03 16:54:25
-
揭秘手机金属外壳加工工艺
515 2019-07-05 15:31:22
-
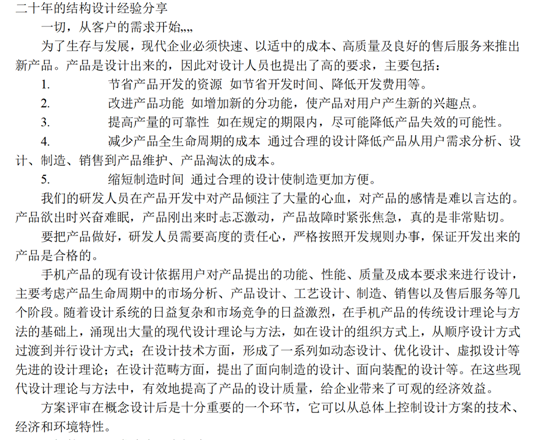
电子产品结构设计经验分享
499 2019-07-05 14:56:09
-
首批5G手机为什么这么贵?看完这篇文章你就知道了
480 2019-07-05 15:52:21
-
手机TP镜片设计与制造工艺
464 2019-07-05 15:49:01
 我的
我的
 咨询
咨询
 购
购


 顶部
顶部