 我收藏的店铺
我收藏的店铺 我的
我的 商家入驻
商家入驻 15904040249
15904040249
 我要开店
我要开店
 积分签到
积分签到


 0
0 739
739切削用量(ap、f、v)选择是否合理,对于能否充分发挥机床潜力与刀具切削性能,实现优质、高产、低成本和安全操作具有很重要的作用。在2.3.3中对于切削用量选择的总体原则进行了介绍,在这里主要针对车削用量的选择原则进行论述:粗车时,首先考虑选择一个尽可能大的背吃刀量ap,其次选择一个较大的进给量f,最后确定一个合适的切削速度v。增大背吃刀量ap可使走刀次数减少,增大进给量f有利于断屑,因此根据以上原则选择粗车切削用量对于提高生产效率,减少刀具消耗,降低加工成本是有利的。
精车时,加工精度和表面粗糙度要求较高,加工余量不大且较均匀,因此选择精车切削用量时,应着重考虑如何保证加工质量,并在此基础上尽量提高生产率。因此精车时应选用较小(但不太小)的背吃刀量ap和进给量f,并选用切削性能高的刀具材料和合理的几何参数,以尽可能提高切削速度v。
1.背吃刀量ap的确定
在工艺系统刚度和机床功率允许的情况下,尽可能选取较大的背吃刀量,以减少进给次数。当零件精度要求较高时,则应考虑留出精车余量,其所留的精车余量一般比普通车削时所留余量小,常取0.1~0.5㎜。
2.进给量f(有些数控机床用进给速度Vf)
进给量f的选取应该与背吃刀量和主轴转速相适应。在保证工件加工质量的前提下,可以选择较高的进给速度(2000㎜/min以下)。在切断、车削深孔或精车时,应选择较低的进给速度。当刀具空行程特别是远距离“回零”时,可以设定尽量高的进给速度。
粗车时,一般取f=0.3~0.8㎜/r,精车时常取f=0.1~0.3㎜/r,切断时f=0.05~0.2㎜/r。
3.主轴转速的确定
(1)光车外圆时主轴转速
光车外圆时主轴转速应根据零件上被加工部位的直径,并按零件和刀具材料以及加工性质等条件所允许的切削速度来确定。
切削速度除了计算和查表选取外,还可以根据实践经验确定。需要注意的是,交流变频调速的数控车床低速输出力矩小,因而切削速度不能太低。
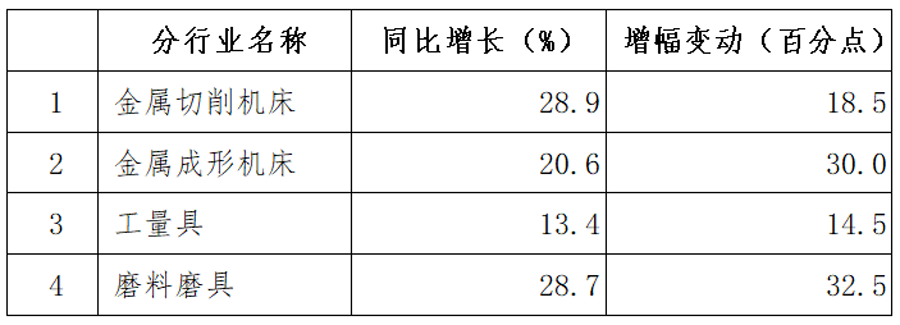
切削速度确定后,用公式n=1000 vc/πd计算主轴转速n(r/min)。表5-9为硬质合金外圆车刀切削速度的参考值。
如何确定加工时的切削速度,除了可参考表1列出的数值外,主要根据实践经验进行确定。
注:切削钢及灰铸铁时刀具耐用度约为60min。
(2)车螺纹时主轴的转速
在车削螺纹时,车床的主轴转速将受到螺纹的螺距P(或导程)大小、驱动电机的升降频特性,以及螺纹插补运算速度等多种因素影响,故对于不同的数控系统,推荐不同的主轴转速选择范围。大多数经济型数控车床推荐车螺纹时的主轴转速n(r/min)为:
n≤(1200/P)-k(1)
式中P——被加工螺纹螺距,㎜;
k——保险系数,一般取为80。
此外,在安排粗、精车削用量时,应注意机床说明书给定的允许切削用量范围,对于主轴采用交流变频调速的数控车床,由于主轴在低转速时扭矩降低,尤其应注意此时的切削用量选择。
免责声明:本文来自腾讯新闻客户端自媒体,如有侵权请联系删除。
精彩图片
-
2021年机床工具行业经济运行情况
1075 2022-02-25 16:33:03
-
工业互联网的内涵与外延
986 2022-04-18 10:53:25
-

【工信论坛】建设智能工厂 推进智能方案落地
923 2022-02-23 11:06:25
-
模具CAD/CAM系统的构成
918 2019-10-17 10:50:29
-

没有数据采集,工业互联网将是无源之水
897 2022-02-08 14:38:12
-
未来工厂的五大属性!
857 2022-05-11 16:25:15
-

重量级发布!2021-2022中国智能制造十大热点新鲜出炉
839 2022-03-07 10:39:39
-
未来十年全球经济五大发展趋势展望
828 2021-02-03 10:14:47
 我的
我的
 咨询
咨询
 购
购


 顶部
顶部